衍射光柵機械刻劃成槽過程中的應力拓撲分析
2017-02-10 09:49:40石廣豐田在祺史國權郭云霞
制造業自動化 2017年1期
石廣豐,田在祺,史國權.2,郭云霞
(1. 長春理工大學 機電工程學院,長春 130022;2.中國科學院蘇州生物醫學工程技術研究所,蘇州 215163)
衍射光柵機械刻劃成槽過程中的應力拓撲分析
石廣豐1,田在祺1,史國權1.2,郭云霞1
(1. 長春理工大學 機電工程學院,長春 130022;2.中國科學院蘇州生物醫學工程技術研究所,蘇州 215163)
衍射光柵機械刻劃屬于超精密刻劃,其刻劃過程是利用金剛石刻刀對鋁膜材料進行的多線順序刻劃。由于光柵槽面精度要求較高,而光柵槽面精度與其表面應力分布有很大關系,為此我們以衍射光柵為研究背景,通過CATIA對金剛石尖劈刀進行三維建模并利用縮小比例功能在DERORM-3D中建立衍射光柵機械刻劃的有限元仿真模型,以更好地分析衍射光柵機械刻劃過程中光柵槽面的應力分布情況,揭示衍射光柵機械刻劃過程中槽面的彈塑性變形規律,為提高槽形質量提高依據。
衍射光柵;應力分布;二次擠壓;非線性變形
0 引言
衍射光柵是一種利用表面特定槽形進行衍射分光的重要光學元件[1],不管是在民用還是軍事領域都有著十分廣泛的應用。衍射光柵是利用金剛石刻刀在鍍有金屬薄膜(一般為鋁膜)的玻璃基底上刻出均勻具有特定槽形刻槽的過程。整個機械刻劃過程并沒有切屑產生,只存在金剛石刻劃刀對光柵鋁膜材料的擠壓、拋光作用,光柵鋁膜在刻劃刀具的作用下產生塑性變形進而形成所需要的光柵槽形。弧形刻刀是由兩個圓錐面相交而形成的弧形刀脊,兩錐面分別稱為刻刀的定向面與非定向面,其交線即為刻刀的主刃,如圖1所示。光柵機械刻劃過程中,鋁膜將沿著弧形刻刀的定向面與非定向面向兩側隆起,分與之相對應別形成光柵槽形的閃耀面與非閃耀面[2]。機械刻劃方法是用金剛石刻刀對光柵毛坯進行多線順序刻劃-擠壓(無屑)成槽的一種復合成形方式。這種加工方式在制作大面積、低刻線密度的原刻母版衍射光柵方面具有不可替代的地位[3]。
本文通過應用DERORM-3D對衍射光柵機械刻劃過程進行仿真分析,觀察材料內部流動應力與殘余應力的變化特性,結合速度曲線與位移曲線分析應力與槽面形變直接的影響關系,揭示衍射光柵機械刻劃過程中槽面的非線性變形規律,為提高槽形質量提供依據。
1 衍射光柵工作原理
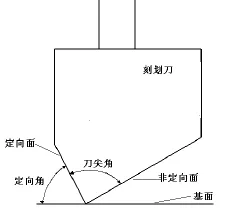
圖1 刀具結構參數示意圖
衍射光柵是一種利用表面特定槽形進行衍射分光的重要光學元件[1],衍射光柵工作原理如圖2所示,當一束白光照射到閃耀面上時,經光柵的反射作用會按波長的不同進行色散﹐再經成像鏡聚焦而形成光譜。根據衍射條件,可知相鄰譜線間的光程差值為:

式中:k為光譜次數,取整數值;
λ為光線波長;
d為光柵槽距;
θi為入射角;
θk為衍射角。
通過式(1)可知,給定光柵槽距d和入射角θi之后,在光譜次數k一定的條件下,衍射角θk的大小與光波的波長成正比。
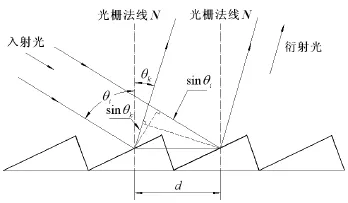
圖2 閃耀光柵的原理
當衍射光柵的閃耀面與光柵表面的夾角為θb,入射光線沿衍射光柵閃耀面法線N′入射時,圖3(a)所示。入射角與衍射角大小相等且均位于法線的同一側。

將式(2)代入式(1)中,可得:

式中:θb為閃耀角;
λb為第K級的閃耀波長。
從式(3)可知,光柵性能的主要影響參數包括衍射光柵的閃耀角θb、光柵常數d以及衍射光柵的閃耀面與非閃耀面的夾角θ。在垂直衍射情況下光柵閃耀面與非閃耀面的理想夾角為90°,如圖3(a)所示。當衍射光柵的閃耀面與非閃耀面的夾角θ大于90°時,如圖3(b)所示,當入射光照射到非閃耀面上時,如果通過非閃耀面反射到閃耀面上,就會對光柵正常工作造成影響;當衍射光柵的閃耀面與非閃耀面的夾角θ小于90°時,如圖3(c)所示,此時當入射光照射到閃耀面時會有一部分閃耀面被非閃耀面擋住,使得衍射光柵閃耀面的工作面積減小。
衍射光柵機械刻劃過程中,金剛石弧形刻刀對鋁膜材料進行犁切擠壓形成衍射光柵槽面,這樣就不可避免的使得光柵槽面出現零級面。而零級面存在將會使得光柵的一級衍射效率降低[2]。為此我們要想獲得較好符合實際生產需要的光柵槽形,就必須分析機械刻劃過程中鋁膜內部應力與槽面變形之間的聯系,相比采用實驗方式去研究材料內部應力,有限元仿真方式會更形象且更方便。
2 光柵機械刻劃有限元模型建立
實際生產過程中,加工的光柵面積往往比較大,采用的金剛石刻刀幾何形狀也較復雜。仿真計算時,為節省計算時間,通常要對鋁膜和刻劃刀按照一定規則作相應的簡化。此外,為保證計算精度,模擬計算相關參數的設定應盡可能符合實際情況。目前可用于仿真分析的軟件非常多,其中DEFORM主要應用于金屬成形及熱處理領域,且具有強大的網格自動重劃分功能,適用于復雜金屬成形工藝中材料流動分析[3]。
在衍射光柵機械刻劃領域,通常采用的毛坯材料為鋁膜。光柵鋁膜是一種復合膜層結構,不同的蒸鍍工藝所獲取的鋁膜材料屬性往往各異[5]。徐志偉[6]對鋁膜進行了壓痕與劃痕試驗,經過分析計算,最終得到鋁膜的彈性模量為95GPa,摩擦系數為0.365,本構關系模型中的n=0.095、σs=160Mpa。金剛石刻刀的刀尖角為90°、定向角為63°、后倒角為55°,刀具安裝角度為方位角0.1°、滾轉角2°、俯仰角為4°。機械刻劃衍射光柵成槽的過程可以看作是主刻劃刃的犁切作用與定向面和非定向面的擠壓成形作用的復合作用,該過程與鋁膜直接接觸作用的只有主刻劃刃、定向面和非定向面。為提高模擬計算的效率,建立金剛石尖劈刀模型時僅考慮刀具的刀尖部分。由于本文以研究鋁膜塑性變形為主,不分析刀具的磨損情況,因此設置刀具為剛體。機械刻劃鋁膜過程中,鋁膜會發生彈塑性變形,因此設定鋁膜為彈塑性體。塑性力學研究表明,剪切摩擦可以用來描述體積成形工藝中的摩擦條件;而庫倫摩擦則較適于板料成形。其主要原因在于,與體積成形相比,板料成形時接觸界面上的正壓力要小得多[7]。因此設定摩擦類型為剪切摩擦。根據光柵機械刻劃已有仿真分析[8],建立有限元分析模型如圖4所示。
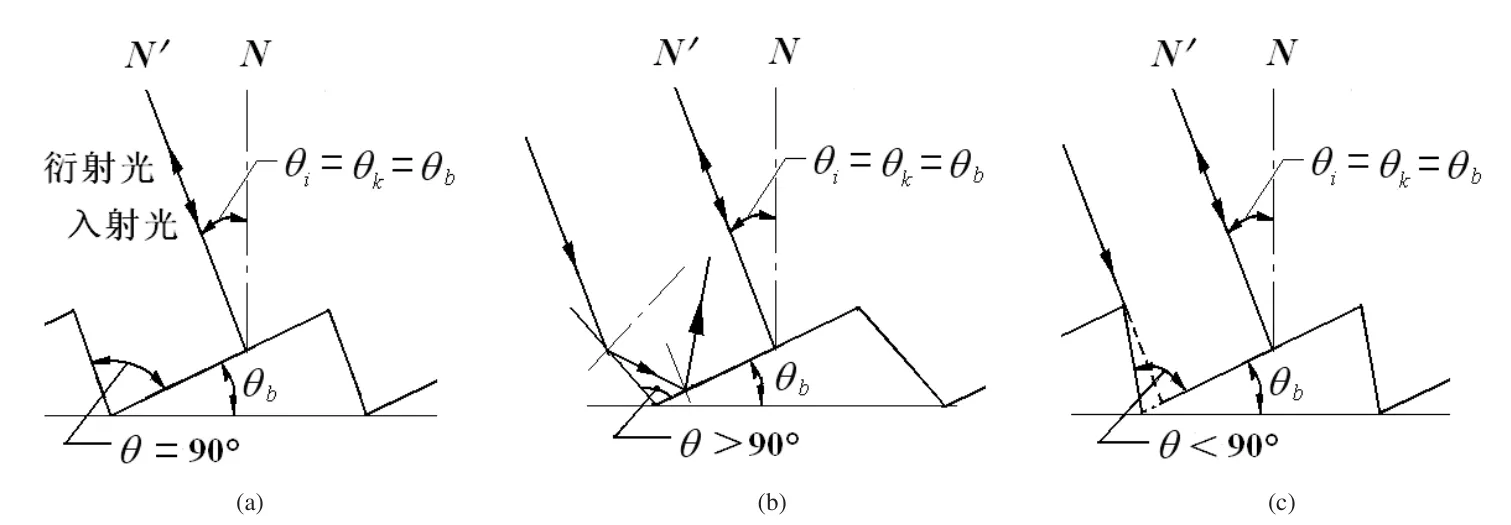
圖3 不同槽形角的衍射情況
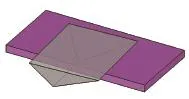
圖4 仿真分析模型
3 有限元仿真結果分析
3.1 應力拓撲分析
我們在運用DEFORM后處理時為了方便的對鋁膜材料進行觀察,將金剛石刻刀進行了隱藏設置,其應力分布功能區分析衍射光柵機械刻劃過程中各槽應力分布情況以及相互影響作用,其中圖5(a)~圖5(d)為機械刻劃一道槽成槽過程中應力分布情況,圖6(a)~圖6(d)為機械刻劃二道槽成槽過程中應力分布情況。

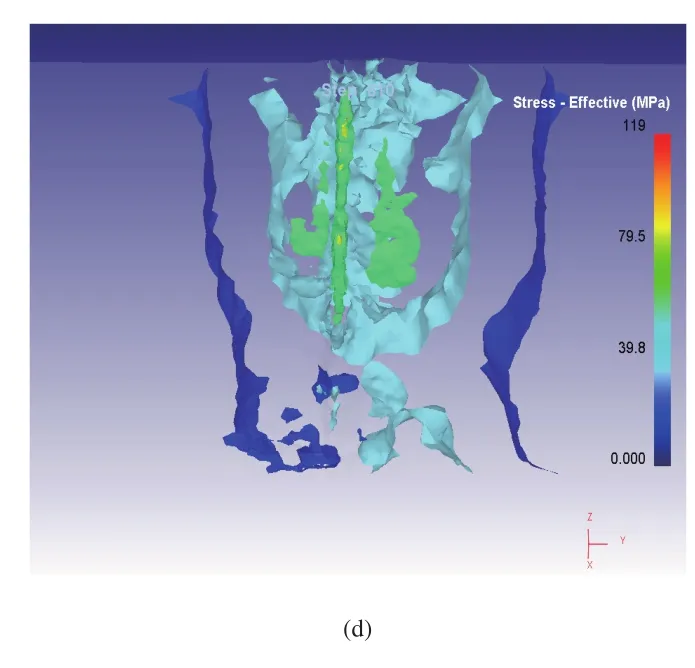
圖5 機械刻過程一道槽時鋁膜材料應力分布圖
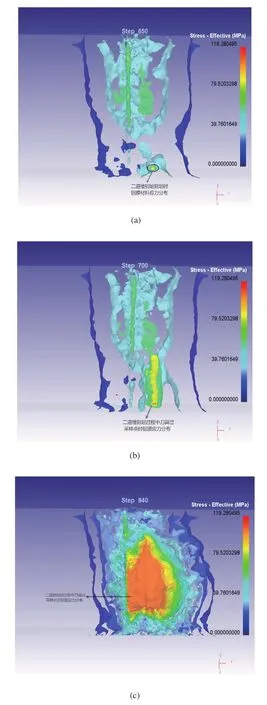
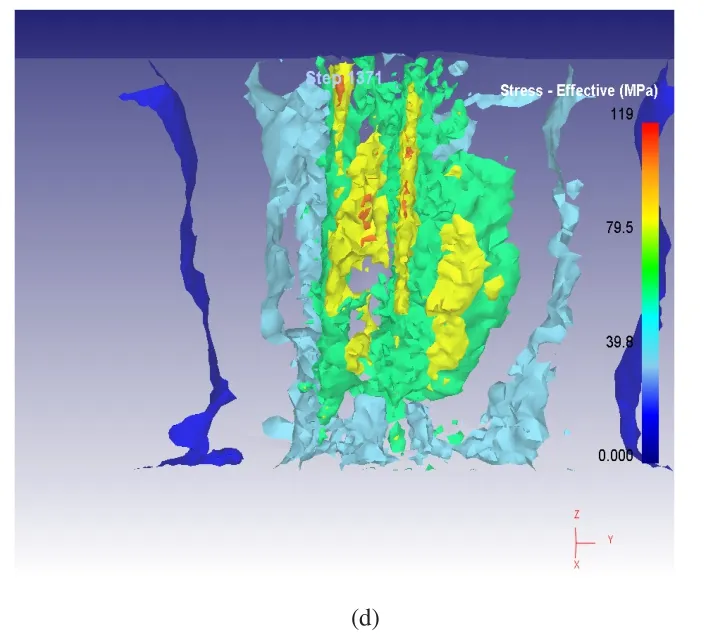
圖6 機械刻過程二道槽時鋁膜材料應力分布圖
從圖5(a)~圖5(c)中可以看出,當金剛石刻刀剛接觸到鋁膜材料時,鋁膜材料因為受到金剛石刻刀的擠壓作用而產生應力變化,鋁膜材料上的應力由刻刀擠壓處向四周蔓延逐漸減少,且刃口處出現應力集中現象,圖5(d)隨著金剛石刻刀不斷向前進給,金剛石刻刀會在鋁膜材料刻劃出一段槽形后,此時我們可以看出在刀具刻劃過后區域處的應力開始釋放,且刻劃刃處應力較大但成三角形狀分布,這主要是由于刻刀在進行刻劃時應力的擴展是需要一個過程的,因此在當刀尖處進給到一個新的材料區域時僅在其附近產生應力集中現象。
從圖6(a)~圖6(d)可以看出在進行二道槽刻劃時我們可以看到在一道槽刻劃過程中槽底應力都保持著一個較大值,這主要是由于刻劃刃鈍圓的存在使得槽形底部材料的作用不再通過剪切作用,而是在擠壓和耕犁作用下發生塑性流動,使得槽底刻劃力增大,在進行二道槽刻劃時刻劃由于刻刀對一道槽的擠壓以及二道槽的流動應力共同作用下,使得一道槽非閃耀面上應力增大并超過了鋁膜材料的屈服極限使其發生二次變形,但未對一道槽閃耀面產生明顯的影響。
綜合分析圖5(d)與圖6(d)可知,在一道槽刻劃完成之后槽形底部應力并不是很大,但是隨著第二道槽的刻劃完成,槽形底部應力會逐漸增大,即每道槽的刻劃對槽形底部應力會有一個累加的作用,當隨著光柵刻劃槽數的增加,槽形底部疊加的應力會逐漸增大超過鋁膜的屈服極限,對槽形造成一定的影響。
3.2 一道槽非閃耀面形變分析
由于刻劃二道槽時會對一道槽非閃耀面產生明顯的擠壓作用,使得一道槽非閃耀面上的應力發生變化。圖4、圖5中僅顯示了應力的大致分布情況,未能對一道槽各點處應力變化規律進行表示,為此我們在一道槽上從槽底到槽頂等距離的選取七個不同的點作為研究對象,分析其應力變化規律,如圖7所示。

圖7 沿一道槽非閃耀面依次選取七個樣點
圖8為二道槽刻劃過程中應力變化曲線,其中圖8(a)~8(c)分別對應圖6中的圖6(a)~6(c)三個刻劃階段。

圖8 機械刻劃二道槽時鋁膜材料應力分布圖
從圖8(a)中我們可以看出在進行二道槽的刻劃時槽形底部應力較小且呈現出向槽形頂部遞增的趨勢,這主要是光柵刻刀定向面對一道槽非閃耀面的擠壓使得鋁膜材料沿著刀面向上流動造成槽面上部應力較大現象;從圖8(b)中我們可以看出一道槽非閃耀面上各點應力變化規律與圖8(a)相似,但上升趨勢有所改變;圖8(c)中當側棱劃過取樣點時,槽形頂部應力并未像圖8(a)、圖8(b)那樣一直增大而是出現了一個下降趨勢,這主要是由于塑流角的存在使得槽面的形成時鋁膜材料并不是完全沿著刻刀定向面與非定向面流動的,一道槽非閃耀面上部材料不再受刻刀定向面的擠壓使得槽形頂部應力有所減小。
為了分析二道槽刻劃時一道槽上產生的應力對其槽面變形的影響,我們用點追蹤功能獲取各點的速度曲線以及位移曲線分別如圖9和圖10所示。
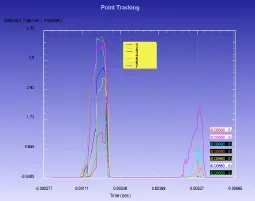
圖9 速度曲線圖

圖10 位移曲線圖
由圖9可以看出,在一次刻劃過程中,槽面上七個點處材料流動速度從槽底到槽頂依次增大,其原因可以從圖5中看出,因為在一次刻劃時槽形底部所受應力較槽頂大,使得底部材料流動速度增大,變形加劇。二次刻劃過程中,點5、6和7的速度較大,其余點的速度幾乎為零。其原因可從圖8中可以看出,當進行二次刻劃時,由于刻刀對一道槽的擠壓以及二道槽的流動應力共同作用使得一道槽上部應力較大,使得一道槽上部材料進一步流動,發生變形,而一道槽底部由于所受應力較小,槽形基本不發生變化,材料流動速度基本為零。
從圖10各點處的位移變化曲線,我們同樣可以得出相同的結論即二次刻劃時對一道槽的作用主要體現在槽形上部的非線性變形上,與應力變化曲線相符。
為了更好的對比一道槽與二道槽刻劃時槽面形變趨勢,我們取刻劃剖面圖進行對比分析,如圖11所示。刻劃單道槽過程中,隨著刻劃的逐漸深入至刻劃穩定階段,閃耀面和非閃耀面的槽面下部應力均大于槽面上部應力,即槽面下部材料的力學性質相對槽面上部(塑性變形區)比較穩定。

圖11 刻劃應力場分布
在二次刻劃過程中,刻刀定向面會對第二道槽的閃耀面和第一道槽的非閃耀面產生擠壓作用,槽脊右側的滑移變形點E為分流點,槽脊左側的滑移變形點K可能對應于光柵鋁膜未加工時表面的位置,具體對應關系有待進一步研究。隨著刻劃的進行,整道槽均發生上述滑移變形,刻劃結束之后整個槽面便呈現上下分界現象。由于槽面分界下部由光柵鋁膜本身的材料流動形成,使得光柵槽面下部的材料力學性質更加穩定、材料密度更大。槽面分界上部由材料隆起形成,材料力學性質相對比較活躍、材料密度較稀疏。因此,受刀具擠壓作用時,槽面分界上部較分界下部會發生更大的變形量,從而產生槽面的非線性變形現象。不同的工藝參數組合或者不同的光柵常數加工要求下,第一道槽非閃耀面上的滯留區和第二道槽閃耀面上的滯留區在豎直截面內部彼此的相互影響程度會有所不同,甚至有可能發生疊加或者融合。即同等擠壓力作用下,槽面底部相對槽面上部將更難發生滑移變形,槽面上下區域的變形差將更大,槽面非線性變形現象也將更加明顯。
4 結論
通過分析刻劃過程的速度場、位移場和應力場,揭示了槽面上下區域材料的塑性流動速度和力學性質均存
【】【】在差異,即同等擠壓力作用下,槽面底部相對槽面上部將更難發生滑移變形,槽面上下區域的變形差將更大,致使在二次刻劃過程中,前道槽的非閃耀面受刻刀擠壓影響發生剪切滑移變形,槽面非線性變形現象也將更加明顯。槽面上下區域形成機理的差異將導致材料力學屬性的不同,進而有可能影響槽面上下區域的表面粗糙度。本文研究內容可以為提出光柵槽面非線性變形抑制工藝方法提供依據。
[1] 劉莉.光柵應用發展現狀[J].長沙大學學報.2009,23(5):23-27.
[2] 倪坤.雙圓錐形圓弧刀刻劃衍射光柵的槽形控制研究[D].長春:長春理工大學,2011.
[3] Shi Guangfeng, Shi Guoquan, Song Linsen. Modeling,Simulation and Analysis of Mechanical Ruling Echelle Grating[J].Advanced Material Research.2012,424-425:281-284.
[4] 薛永棟,韓靜濤.基于DEFORM的金屬壓力加工數值模擬[J].冶金設備,2007,4:34-37.
[5] 鐘春生,韓靜濤.金屬塑性變形力計算基礎[M].北京:冶金工業出版社,1994:1-4.
[6] 徐志偉.光柵鋁膜力學屬性的反演求解[D].長春:長春理工大學,2013.
[7] 張莉,李升軍.DEFORM在金屬塑性成形中的應用[M].北京:機械工業出版社,2009.
[8] 張保慶.史國權.石廣豐,等.衍射光柵機械刻劃成槽的預控試驗[J].光學精密工程,2013,7,21(7):1666-1675.
Study on stress topology on grating groove surfaces by mechanical ruled
SHI Guang-feng1, TIAN Zai-qi1, SHI Guo-quan1.2, GUO Yun-xia1
TH12
:A
1009-0134(2017)01-0013-05
2016-11-05
國家自然科學基金資助項目(51405031,51575057,51075042)
石廣豐(1981 -),男,副教授,博士,主要從事超精密加工技術相關方面研究。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
科技知識動漫(2016年8期)2016-07-29 20:40:09