基于表面質量的小型精密零件切削工藝優化*
2017-02-10 03:19:27潘江如尹君馳
沈陽工業大學學報 2017年1期
余 斌, 潘江如, 黃 勇, 尹君馳
(1. 新疆工程學院 機械工程系, 烏魯木齊 830023; 2. 中國礦業大學 機電學院, 江蘇 徐州 221116)
機械工程
基于表面質量的小型精密零件切削工藝優化*
余 斌1,2, 潘江如1, 黃 勇1, 尹君馳1
(1. 新疆工程學院 機械工程系, 烏魯木齊 830023; 2. 中國礦業大學 機電學院, 江蘇 徐州 221116)
為了提高小型精密零件在切削過程中的表面加工質量,以小型精密零件的表面粗糙度為目標函數,設計并實施了一系列小型精密零件的切削加工試驗.采用單因素試驗法分析了切削深度、切削速度及供給量等工藝參數對目標函數的影響,運用多元線性回歸分析法建立切削工藝參數與目標函數的關系模型,從而獲得最佳工藝參數組合并進行試驗驗證.結果表明,切削速度與切削深度對表面粗糙度為負向影響,供給量為正向影響,經優化參數組合加工工件的表面粗糙度均勻性較好,產品表面質量得到了較大改善.
小型精密零件; 表面質量; 切削速度; 切削深度; 供給量; 單因素分析; 多元線性回歸分析; 工藝優化
隨著社會需求的增強以及科技的快速發展,各類小型精密機械產品的使用量越來越多,同時在航天、醫療、電子等領域對小型精密零件的設計與制造要求越來越高[1-2].在小型精密零件的切削加工過程中,表面的粗糙程度是衡量其質量好壞的一個重要指標[3],而切削的深度、速度以及進給量等加工參數是影響零件表面質量的主要因素[4].因此,在小型精密零件的切削加工過程中,如果通過改變上述這些影響因素獲得最佳的組合工藝參數,則對于改善零件表面質量,提高產品的性能將具有十分重要的意義.
國內外對高性能精密零件進行了較多研究,使得復雜結構零部件在表面質量和特性參數控制方面都得到了提升[5].但相比一般尺寸的精密零件,小型精密零件因尺寸小、結構復雜、性能要求高等特點決定了其微細切削工藝與常規工藝有很大的差別,如刀具的選型和使用、加工順序的優化、走刀路線的確定、加工余量的最小化等,這些對小型精密零件的加工都提出了更高的要求.本文以表面粗糙度為目標函數進行切削試驗,分別采用單因素試驗法和多元線性回歸法分析并研究切削深度、切削速度及供給量對目標函數的影響,從而獲得最佳的工藝參數組合.
1 試驗方法與設計
1.1 試驗方法
不論采用何種加工方法,在零件的表面總是會留下細微的刀痕,特別是小型精密零件表面在放大鏡或顯微鏡下可觀察到凹凸不平、交錯起伏的槽痕,槽痕的深淺代表表面粗糙程度Ra,其估計經驗公式[6-7]為
(1)
式中:K為常數;vc為切削速度;Dp為切削深度;ft為供給量.由式(1)可知,工件表面的粗糙度與切削深度、切削速度及供給量具有密切的聯系,將式(1)兩邊同時取對數運算,得到它們之間的線性關系式[8-11],即
y=c1+c2vc+c3Dp+c4ft
(2)
式中:c1為常數;c2、c3、c4分別為切削速度、切削深度及供給量對目標函數的影響回歸系數.
1.2 試驗設計
本次試驗數控機床選用MIKRON UCP710,主軸最大轉速1 800 r/min,功率15 kW,最大供給速度20 m/min;精車刀具選用FETTE LW225;加工對象為6061鋁合金.分別以切削速度vc、切削深度Dp及供給量ft為變量加工出不同質量表面的工件,然后由表面粗糙度測量儀器(哈爾濱量具刃具廠2205型表面粗糙度測量儀)對每個加工工件的表面進行粗糙度測量,并記錄讀值.試驗數據與對應的表面粗糙度測量結果如表1所示;表面粗糙度平均值計算結果統計如表2所示.
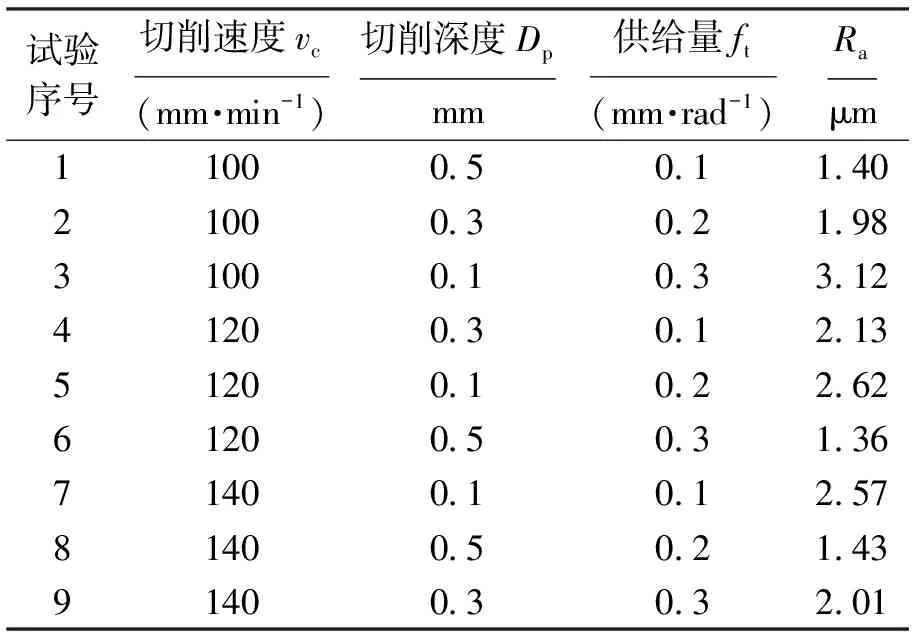
表1 試驗數據與表面粗糙度測量結果Tab.1 Experimental data and measured results for surface roughness
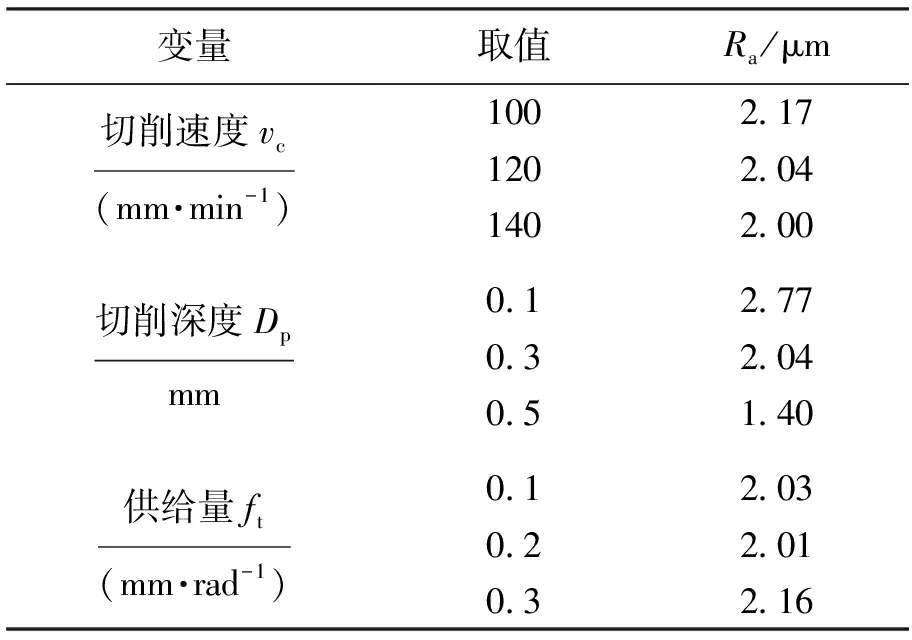
表2 各變量對應的表面粗糙度均值計算結果Tab.2 Calculated mean values of surface roughness corresponding to each variable
2 試驗結果與分析
2.1 切削速度與表面粗糙度的關系
圖1為不同切削速度對加工工件表面粗糙度的影響變化曲線.由圖1可知,隨著切削速度的增大,試驗加工工件的表面粗糙度呈現出先急劇減小后基本穩定的變化趨勢,即切削速度vc=120 mm/min為工件表面粗糙度較為穩定的臨界點.
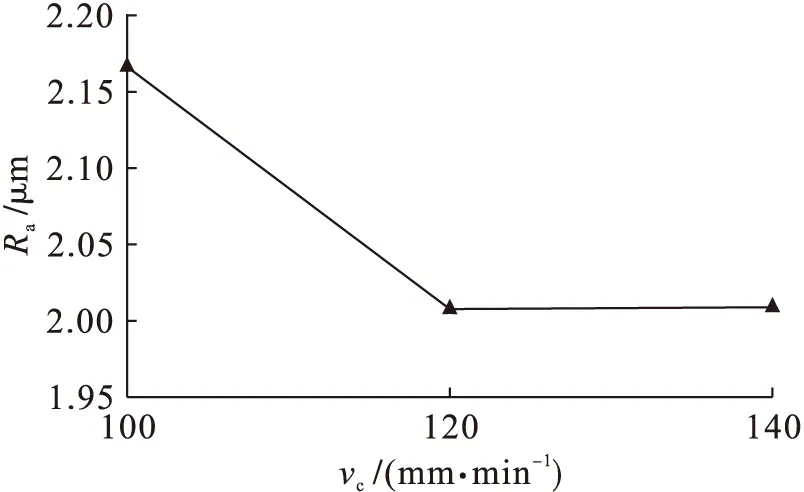
圖1 切削速度對表面粗糙度的影響Fig.1 Effect of cutting speed on surface roughness
2.2 切削深度與表面粗糙度的關系
圖2為不同切削深度對加工工件表面粗糙度的影響變化曲線.由圖2可知,隨著切削深度Dp的增大,試驗加工工件的表面粗糙度呈逐漸減小的變化趨勢.
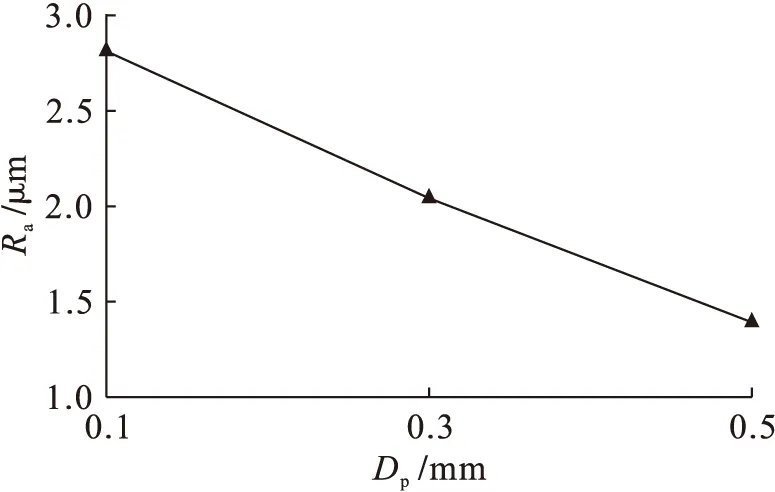
圖2 切削深度對表面粗糙度的影響Fig.2 Effect of cutting depth on surface roughness
2.3 供給量與表面粗糙度的關系
圖3為不同供給量對加工工件表面粗糙度的影響變化曲線.由圖3可知,隨著供給量ft的增大,試驗加工工件的表面粗糙度呈現出先緩慢下降后快速升高的變化趨勢,即供給量ft=0.2 mm/rad為工件表面粗糙度增大的臨界點.
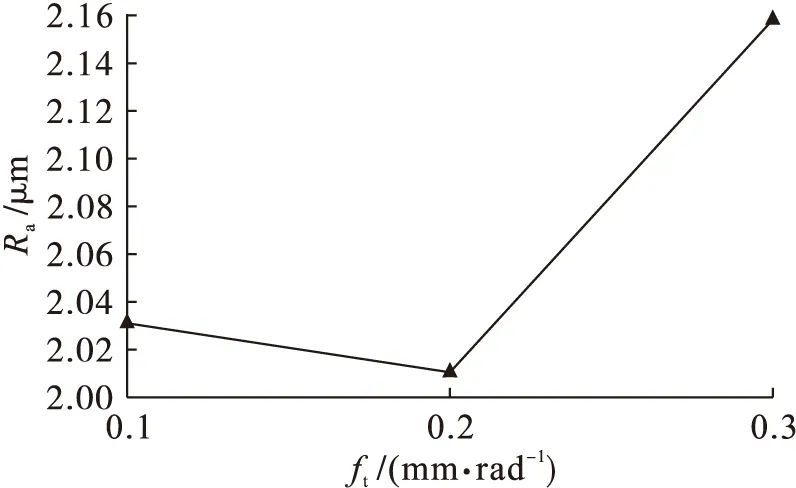
圖3 供給量對表面粗糙度的影響Fig.3 Effect of supply quantity on surface roughness
2.4 SPSS多元線性回歸分析
根據式(2)建立切削工藝參數與表面粗糙度的回歸模型,由于模型中具有3個變量,為使模型的擬合優度最大,該模型調整的判定系數確定為0.938.回歸分析平方和與均方差分別為2.457、0.801,剩余平方和與均方差分別為0.152、0.037,經F檢測統計量的觀測值為25.963,且對應的概率P<0.05,即滿足建立線性模型的條件.表3為模型中各回歸系數的分析結果,根據表3可知,切削速度對表面粗糙度具有負向影響,其影響回歸系數為-0.005.切削深度和供給量對表面粗糙度的影響回歸系數分別是-3.015、1.651,概率P值均小于0.05,即各變量對目標函數的影響作用均具有統計學意義.
表3 模型回歸系數分析結果
Tab.3 Analysis results for model regression coefficients
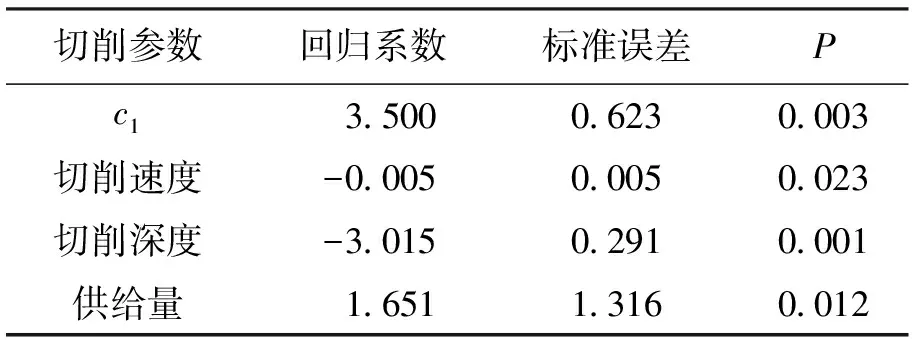
切削參數回歸系數標準誤差Pc1 3 5000 6230 003切削速度-0 0050 0050 023切削深度-3 0150 2910 001供給量1 6511 3160 012
將以上變量對表面粗糙度的影響回歸系數代入式(2)中,可得多元線性回歸方程式為
y=c1-0.005vc-3.015Dp+1.651ft
(3)
將式(3)作為本次加工工件表面粗糙度的預測模型,結合上述單因素對表面粗糙度的影響變化曲線分析可知,供給量ft對工件表面粗糙度的影響較小,特別是當供給量在0.1~0.2 mm/rad時,其影響幾乎可以忽略不計.建立由切削速度、切削深度對表面粗糙度Ra相互影響關系的三維圖形如圖4所示.
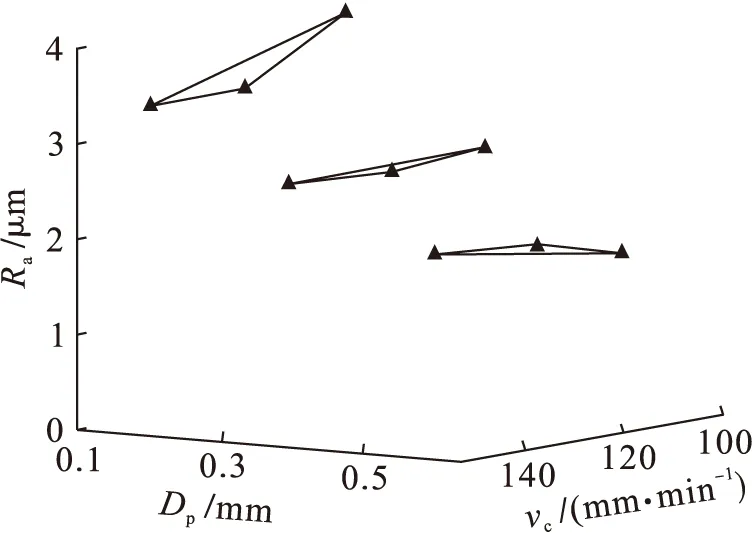
圖4 切削速度、切削深度對表面粗糙度的影響Fig.4 Effect of cutting speed and depth on surface roughness
由圖4可知,本次9組試驗數據中,當供給量在0.1~0.2 mm/rad時,工件表面粗糙度最小時所對應的切削速度vc=100 mm/min,切削深度Dp=0.5 mm.以上述優化獲得的最佳切削參數組合在數控機床上進行驗證性精密切削試驗,并分別對未經過優化和經優化工藝參數組合后的兩組工件表面進行對比觀察,結果如圖5所示.結果顯示,經優化切削工藝加工工件的表面粗糙度均勻性更好,預示其表面殘余壓應力一致性較好,從而驗證了本次切削工藝參數優化的有效性.
3 結 論
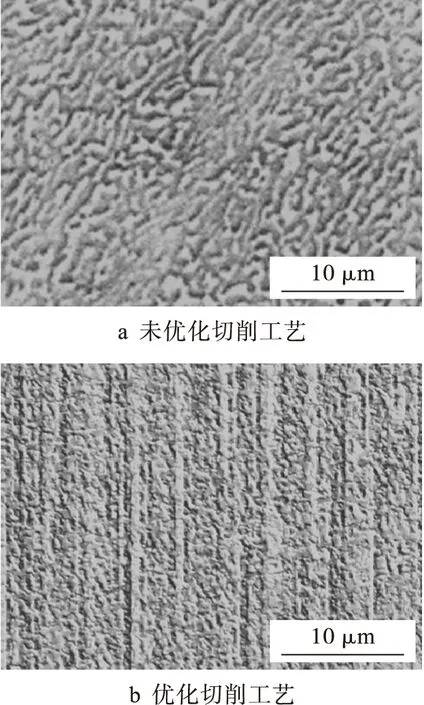
圖5 表面形貌特征比較Fig.5 Comparison in characteristics of surface morphologies
在試驗數據設計范圍內,通過對測試結果進行單因素試驗法和SPSS多元線性回歸法分析,研究了不同切削工藝參數對小型精密零件表面粗糙度的影響,得出如下結論:
1) 切削速度與切削深度對加工工件表面粗糙度的影響為負向影響,而供給量為正向影響,且供給量較小時對表面粗糙度的影響可以忽略不計;
2) 得出以表面粗糙度為目標函數,以切削速度、切削深度及供給量為主要變量的線性預測模型為y=c1-0.005vc-3.015Dp+1.651ft;
3) 本次以6061鋁合金加工材料為例,通過試驗證實了優化切削工藝參數有效性,預測模型達到了改善產品表面質量的目的.
[1]常智紅.復合精密微切削加工系統設計與研究 [D].長春:長春理工大學,2010.
(CHANG Zhi-hong.Composite precision micro cutting system design and research [D].Changchun:Changchun University of Science and Technology,2010.)
(YU Bin-bin,YUAN Jun-tang.Study on integrated innovative technology of precision cutting and surface coating [J].Machnetool & Hydraulics,2010,38(23):5-8.)
[3]Onikural H,Ohnishi O.Fabrication of micro tools by
ultrasonic vibration grinding [J].Annals of the CIRP,2000,49(1):257-260.
[4]李文忠,胡玉景.超聲磨削加工硬質合金材料的仿真分析 [J].青島大學學報(自然科學版),2015,28(6):66-71.
(LI Wen-zhong,HU Yu-jing.Simulation analysis of ultrasonic vibration grinding of hard alloy [J].Journal of Qingdao University(Natural Science Edition),2015,28(6):66-71.)
[5]郭東明,孫玉文,賈振元.高性能精密制造方法及其研究進展 [J].機械工程學報,2014,50(11):119-134.
(GUO Dong-ming,SUN Yu-wen,JIA Zhen-yuan.Methods and research progress of high performance manufacturing [J].Journal of Mechanical Engineering,2014,50(11):119-134.)
[6]邢棟梁,張建華,沈學會,等.微細銑削鋁合金表面粗糙度的實驗研究 [J].制造技術與機床,2011(3):30-32.
(XING Dong-liang,ZHANG Jian-hua,SHEN Xue-hui,et al.Experimental study on surface roughness of aluminum alloy in micro-milling process [J].Manufacturing Technology & Machine Tool,2011(3):30-32.)
[7]王曉光,魏彩喬.硬車代磨表面粗糙度試驗研究 [J].現代制造工程,2011(7):70-72.
(WANG Xiao-guang,WEI Cai-qiao.Experimental study on the surface roughness of dry turning of har-dened steel [J].Modern Manufacturing Engineering,2011(7):70-72.)
[8]曾其勇,吳凱,鄭曉峰,等.影響切削工件表面質量的因素分析及要因的檢測系統設計 [J].制造技術與機床,2012(4):108-111.
(ZENG Qi-yong,WU Kai,ZHENG Xiao-feng,et al.Factor analysis of workpiece surface quality and mea-suring system design for the main factors [J].Manufacturing Technology & Machine Tool,2012(4):108-111.)
[9]左健民,周少龍,汪木蘭,等.基于SPSS軟件的消失模表面質量數控切削工藝優化分析 [J].機床與液壓,2014,42(5):24-27.
(ZUO Jian-min,ZHOU Shao-long,WANG Mu-lan,et al.CNC cutting process optimization for the surface quality of the EPS based on SPSS software [J].Machine Tool & Hydraulics,2014,42(5):24-27.)
[10]張承龍,馮平法,吳志軍,等.旋轉超聲鉆削的切削力數學模型及試驗研究 [J].機械工程學報,2011,47(15):149-155.
(ZHANG Cheng-long,FENG Ping-fa,WU Zhi-jun,et al.Mathematical modeling and experimental research for cutting force in rotary ultrasonic drilling [J].Journal of Mechanical Engineering,2011,47(15):149-155.)
[11]賈平平.砂帶磨削工藝參數的優化研究 [J].河南科學,2014,32(12):2511-2513.
(JIA Ping-ping.The optimization design of technolo-gical parameters about abrasive belt grinding [J].Henan Science,2014,32(12):2511-2513.)
(責任編輯:景 勇 英文審校:尹淑英)
Cutting process optimization of small precision parts based on surface quality
YU Bin1,2, PAN Jiang-ru1, HUANG Yong1, YIN Jun-chi1
(1. Department of Mechanical Engineering, Xinjiang Institute of Engineering, Urumqi 830023, China; 2. School of Mechanical and Electrical Engineering, China University of Mining and Technology, Xuzhou 221116, China)
In order to improve the surface machining quality of small precision parts in the cutting process, the surface roughness of small precision parts was taken as the objective function, and a series of cutting experiments for small precision parts were designed and implemented. The influence of such processing parameters as cutting depth, cutting speed and supply quantity on the objective function was analyzed with the single factor test method. With the multiple linear regression analysis method, the relationship model between the cutting parameter and objective function was established so as to obtain the best combination of processing parameters, and the experimental verification was carried out. The results show that the cutting speed and cutting depth have negative effect on the surface roughness, while the supply quantity has positive effect. After the combined machining with the optimization parameters, the uniformity of surface roughness of workpieces is better, and the surface quality of products gets greatly improved.
small precision part; surface quality; cutting speed; cutting depth; supply quantity; single factor analysis; multiple linear regression analysis; technological optimization
2016-03-29.
新疆科技廳高技術研究發展計劃資助項目(201413105); 烏魯木齊市科學技術計劃資助項目(C151010004).
余 斌(1968-),男,新疆烏魯木齊人,副教授,主要從事機械設計及先進制造技術等方面的研究.
16∶10在中國知網優先數字出版.
http:∥www.cnki.net/kcms/detail/21.1189.T.20160907.1610.048.html
10.7688/j.issn.1000-1646.2017.01.07
TM 343
A
1000-1646(2017)01-0034-04
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
