
斜輥鋼管矯直過程的數值模擬與接觸狀態分析
2017-02-21 19:54:54王式研馬立東陳敏
科技創新與應用 2016年35期
王式研++馬立東+++陳敏


摘 要:對某廠六斜輥(2-2-2)矯直過程進行顯式動力學有限元分析,模擬各矯直輥快開壓下過程及穩定矯直過程,仿真獲得矯直力與現場壓力傳感器測試值基本一致。通過有限元后處理結果中矯直力隨時間的歷史變化曲線,分析了矯直過程中壓彎力、壓扁力的作用情況以及各接觸對的接觸特性變化。各單輥矯直力在矯直輥快開壓下并接觸鋼管時最大,穩定矯直后趨于平穩,中間對輥接觸相對比較均勻,邊輥的接觸區域集中在矯直輥的端部。
關鍵詞:鋼管;斜輥;矯直;數值模擬;接觸
1 概述
隨著機械工業的發展以及對輸油管線鋪設效率提高的迫切需要,對鋼管成品的直線度及圓度精度要求越來越高。鋼管矯直的直線度決定于反彎曲率與接觸曲線,而圓度精度決定于壓扁量。對于矯直機設備而言,直線度決定于反彎量和矯直輥的傾斜角,圓度決定于對輥輥縫。前蘇聯的馬斯吉列遜[1]和國內的崔甫[2]對鋼管矯直過程進行了系統的研究,對國內鋼管矯直機設備及工藝的研究提供了基礎。李強[3]采用在矯直輥軸承座上貼應變片的方式進行了斜輥鋼管矯直機矯直力的測試分析。朱美珍[4]以彈塑性理論為基礎,建立了壓扁力的計算體系。于風琴[5]采用相對更準確的受力模型計算各矯直輥的受力情況,綜合分析彎曲力與壓扁力對總矯直力的作用,但其只在中間抱輥施加了壓扁力。而在鋼管實際矯直過程中,矯直輥的受力情況及其復雜,而且在實際矯直過程中,為了實現碾壓彎曲矯直鋼管端部作用,首尾對輥也要施加一定的壓扁力。文章以某現場的實際工況為基礎,建立有限元模型,分析矯直過程中矯直力的變化以及矯直輥接觸情況。
2 有限元模型建立
現場使用矯直機為國外引進當前國際先進的矯直機,具備完善的自動控制系統,能夠實現矯直輥位置和角度的自動設定,同時,在三個上輥裝配連接位置配備壓力傳感器,能夠動態獲得矯直過程中的矯直力。該矯直機矯直鋼管外徑尺寸范圍60.3mm~244.5mm,壁厚范圍3.5mm~30mm,最大允許矯直力100噸,矯后直線度精度能夠達到管體1mm/1500mm,管端(1400mm范圍)達到1mm/1000mm;首尾矯直輥輥距1800mm,輥腰直徑318mm,輥形長度452mm。
矯直鋼管為L80-1油套管,外徑73mm,壁厚5.51mm,到達矯直機的溫度為500℃。經過現場觀測來料情況,來料鋼管均相對比較直,肉眼觀測無明顯彎曲。
控制模型中輸入參數為來料參數,分別為管徑73mm,壁厚5.5mm,屈服強度400Mpa;輸出參數為三個上輥角度、三個下輥角度、三對輥輥縫值與中間下輥反彎量;設定參數為實際矯直過程中使用的三個上輥角度、三個下輥角度、三對輥輥縫值與中間下輥反彎量(彎曲形式為上彎式,中間下輥上抬),但是由于矯直輥的磨損,實際的輥縫值與設定值已經有非常大的差距,而現場矯直輥與鋼管的接觸狀態良好,且能夠矯直,因此模擬中選擇了按照模型計算參數進行建模。穿管速度40m/min,矯直速度50m/min。
2.1 幾何模型的建立
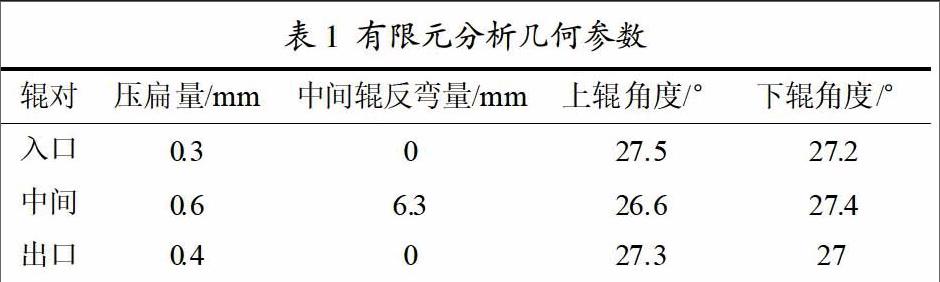
圖1所示為建立的幾何模型,涉及到的零件有矯直輥、鋼管、輥道,其中為簡化計算,輥道采用光滑無摩擦的平板代替。具體幾何參數如表1所示。
矯直輥的輥形如圖2所示將該輥形與現場矯直機矯直輥的樣板輥形比較,兩條曲線一致。
將鋼管、矯直輥、平板按照現場尺寸進行裝配,得到圖1所示幾何模型。
2.2 材料模型
矯直過程中輥系變形極小,故將輥系考慮為剛體,僅考慮鋼管的變形,500℃時其可近似為理想彈塑性材料,相關物性參數參考現場經驗,取彈性模量175Gpa,泊松比0.3,屈服強度400Mpa,500℃條件下,材料可近似看作理想彈塑性材料。
2.3 邊界條件處理
整個計算過程完全參考現場實際矯直過程,初始狀態各矯直輥沿自己的軸線空轉,保證沿軋制方向分速度為50m/min,只有旋轉自由度,其他方向固定,鋼管給定初始速度場,穿管速度40m/min,兩側平板固定。當鋼管經過第一對矯直輥時,入口上輥壓下,經過第二對矯直輥時,中間上輥壓下,經過最后一對矯直輥時,出口上輥壓下,整個過程分為8個分析步,分別為初始步、開始穿管步、入口上輥壓下步,穿管步,中間上輥壓下步,穿管步,出口上輥壓下步,連續矯直步。設置鋼管與各矯直輥的接觸為面面接觸,徑向有限滑動摩擦,摩擦系數0.2,法向硬接觸;設置鋼管與兩側平板為徑向無摩擦接觸,法向硬接觸;總計8個接觸對。
2.4 單元劃分
鋼管單元選擇一階顯式六面體縮減積分單元C3D8R。劃分鋼管單元時保證鋼管壁厚方向至少有4層單元以減小沙漏效應。
2.5 求解過程
為提高計算效率,計算過程中采用了半自動的質量放大辦法,將時間增量步小于1E-6的值均放大到1E-6以上。
3 結果比較
3.1 矯直力結果比較
對現場矯直某根φ73鋼管的控制模型上的視頻錄像進行分析,圖3所示為視頻上記錄下來的三個上輥矯直力(t)隨時間變化情況(現場上輥安裝有壓力傳感器,鋼管長度12m),圖4為有限元計算過程各輥矯直力(N)變化曲線(其中下面3條對應上輥矯直力,鋼管長度6m),從圖中可以看到,曲線趨勢相同,考慮有限元計算中的波動噪音,最大值偏差在15%以內,平均值偏差在20%以內。從結果來看,有限元計算模型相對準確。
3.2 直線度比較
根據現場實際檢測,矯后的鋼管均能滿足1mm/1500mm的直線度要求。
為得到有限元分析后處理中具體的鋼管直線度數據,采用的辦法是分別在鋼管最上邊緣取一系列不間斷節點,建立其坐標曲線1,然后取曲線1上的頭尾節點,建立坐標直線2,將兩條數據點相減可得到該邊緣上任意節點的坐標差值。如圖5所示是X方向鋼管邊緣的直線度數據。可以發現,在管體全長(6m)范圍的最大撓度為0.25mm,遠遠低于1mm/1500mm。
圖6所示為Y方向鋼管邊緣的直線度數據,管體全長部分(6m)最大撓度為0.16mm,且彎曲度變化較大的位置在鋼管頭尾500mm范圍,直線度精度比較高。可以表明該有限元模型相對比較準確。
4 結果分析
從圖4可以分析得出,鋼管在進入入口輥時,入口上下輥受力較小,當入口上輥快開壓下后,入口對輥開始承受矯直力,此部分矯直力均為壓扁力,而上輥承受的矯直力稍大于下輥,原因是未進入輥系的鋼管部分與輥道接觸,抵消了部分向上的力,并且管端快速與中間下輥接觸,由于中間下輥的反彎作用,入口上輥增加了承受單側彎曲的力;隨后,中間上輥快開壓下,此時中間對輥矯直力迅速增大,而當出口上輥快開壓下后(3.3s時),中間下輥所承受的力有增大的過程,此時,在整個輥系當中形成一個彎曲單元,中間下輥既承受壓扁力,又承受壓彎力,而中間上輥只承受壓扁力。隨后出口對輥與鋼管接觸,而出口上輥的力大于出口下輥的力,原因與入口上輥一致。由此可知入口下輥、中間上輥、出口下輥只承受對應輥縫的壓扁力,而入口上輥、中間下輥、出口上輥除承受壓扁力外還要承受壓彎力,且中間下輥的反彎力應與入口上輥和出口上輥所受彎曲力之和一致。
矯直輥的實際接觸情況對于矯直力能有直接影響,接觸區域越大,壓扁力越大。圖7為穩定矯直時三個上輥的接觸情況(左側為入口輥),圖8為穩定矯直時三個下輥的接觸情況。從接觸狀態來看,中間上下輥均接觸良好,入口上輥中間和偏右部分接觸,入口下輥矯直輥左端接觸,出口輥上輥全長接觸良好,出口下輥右端接觸更厲害,由此可以看出,形成彎曲單元后,矯直輥的接觸狀態比較復雜,但大的趨勢是上輥邊輥內側接觸多,而下輥邊輥外側接觸多,而邊輥接觸區域的變化隨著壓扁量大小變化(模擬中出口壓扁量大于入口壓扁量)。
5 結束語
利用數值分析方法能夠真實的模擬鋼管斜輥矯直過程,矯直力與現場實測矯直力一致,鋼管直線度滿足要求,符合實際生產情況。計算結果表明中間下輥、入口和出口上輥承受壓扁力和彎曲力,而中間上輥、入口下輥和出口下輥只承受壓扁力。而壓扁力的大小與接觸區域相關,實際的接觸區域比較復雜,中間對輥接觸相對均勻,邊輥接觸出現端部集中現象。
參考文獻
[1]馬斯吉列遜,等.管材矯直機[M].西安重型機械研究所譯.北京:機械工業出版社,1979.
[2]崔甫.矯直原理與矯直機械[M].第二版.北京:冶金工業出版社,2002.
[3]王秀軍,李強,賈志剛.斜輥鋼管矯直機矯直力計算分析[J].焊管,2002,27(2):26-28.
[4]朱美珍,王春香,劉玉瑛.對向六斜輥管材矯直機壓扁力研究[J].包頭鋼鐵學院學報,1997,16(1):36-41.
[5]于鳳琴.鋼管矯直機力能參數研究[J].試驗與研究,2008,37(5): 26-29.
