端面磨削同心圓紋理的研究
2017-02-21 19:59:33崔雪瑩
科技創新與應用 2016年35期
崔雪瑩
摘 要:通過對零件的加工缺陷進行分析,找出解決措施,進而制定零件端面磨削的加工方法、操作流程,并且通過試驗解決零件磨削端面燒傷,進而完成端面磨削一直以來難以解決的問題。
關鍵詞:加工原理;磨削;操作;加工
1 零件的端面磨削加工原理
端面磨床的加工原理:
利用機床上X軸的水平方向與Z軸的垂直方向的切削進給相互聯系及砂輪偏擺的角度對零件進行加工,磨削時出現火花即可,將零件后退到機床原點位置,加工完成。
2 零件磨削研究
2.1 選取定位點
根據研究的端面磨削的加工要求,零件的一側端面為定位點,參照工藝規程對零件進行磨削端面,首先將零件一端吸在磁盤上,并用定位銷插入零件內孔,防止零件在加工過程中發生竄動,影響零件加工狀態,加工后對零件兩端面長度尺寸進行測量。
2.2 零件端面粗糙度
研究磨削端面粗糙度C形紋理,即為同心圓紋理。修磨零件端面,根據砂輪偏擺角度、進給量、零件偏擺角度等因素,對零件端面加工成C形紋理要求,即同心圓紋理要求。
3 端面磨的加工方法
3.1 磨削前檢查
3.1.1 檢查待磨削區域的涂層是否有凹坑、剝落等缺陷。若發現這些缺陷,操作工必須向其主管報告,由主管和相關技術人員決定是否繼續磨削工序。
3.1.2 在磨削前操作工必須找出高點并予以標識,否則容易進刀量過大導致涂層熱損傷。根據不同情況采用如下方法進行磨削:
(1)高點是在零件頭尾部或孔口周圍,可以采用切入式磨削,機床設備如果是自動進給,則零件每轉的進刀量不能超過0.0025mm;機床設備如果是手動進給,則零件每轉的進刀量也不超過0.0025mm,并避免砂輪切入零件。所以規定的進刀量進行切入式磨削,直到高點被磨削掉。
(2)如果高點產生是由于涂層的錐度,則標識好高點位置,采用切入式磨削規定的進刀量進行磨削,直到涂層錐度消失。
(3)如果高點的產生是由于涂層的橢圓度,則將直徑大的那邊標出,以合適的參數從直徑大的邊開始磨削。
3.1.3 在砂輪安裝好后要調平衡和修整。如果砂輪一直在機床軸上則不需要再調平衡。如果砂輪從磨床上卸下來,下次安裝時必須調平衡和修整。修整砂輪使其形狀正確適合于使用并且繞砂輪軸中心線旋轉。
3.1.4 砂輪的修整要按照特定的工藝步驟進行。砂輪整個表面都要修整到。在進行磨削加工之前或有需要時,就必須進行修整。
3.1.5 當砂輪的一邊用于磨削軸頸等部位時,修整時要求整個砂輪都進行修整。
3.2 修磨砂輪
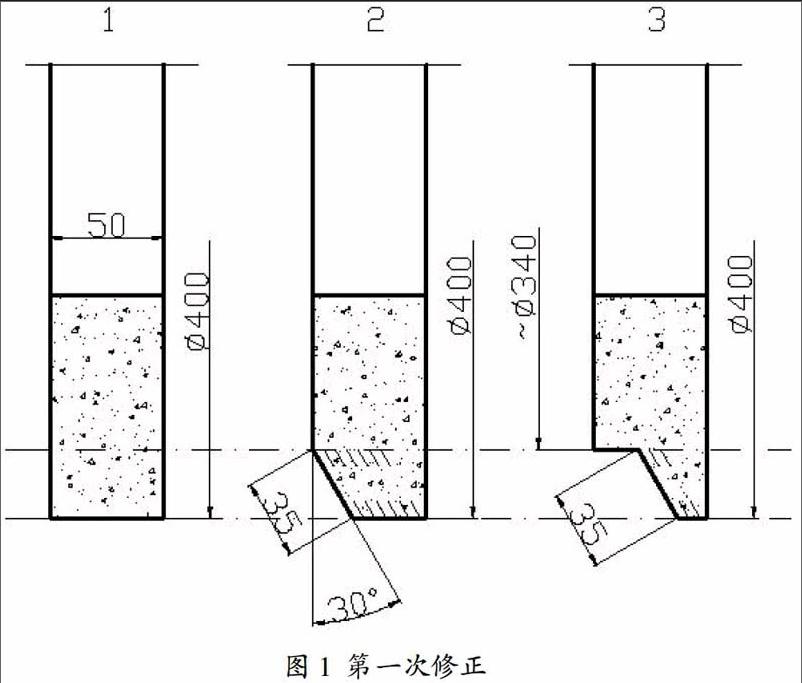
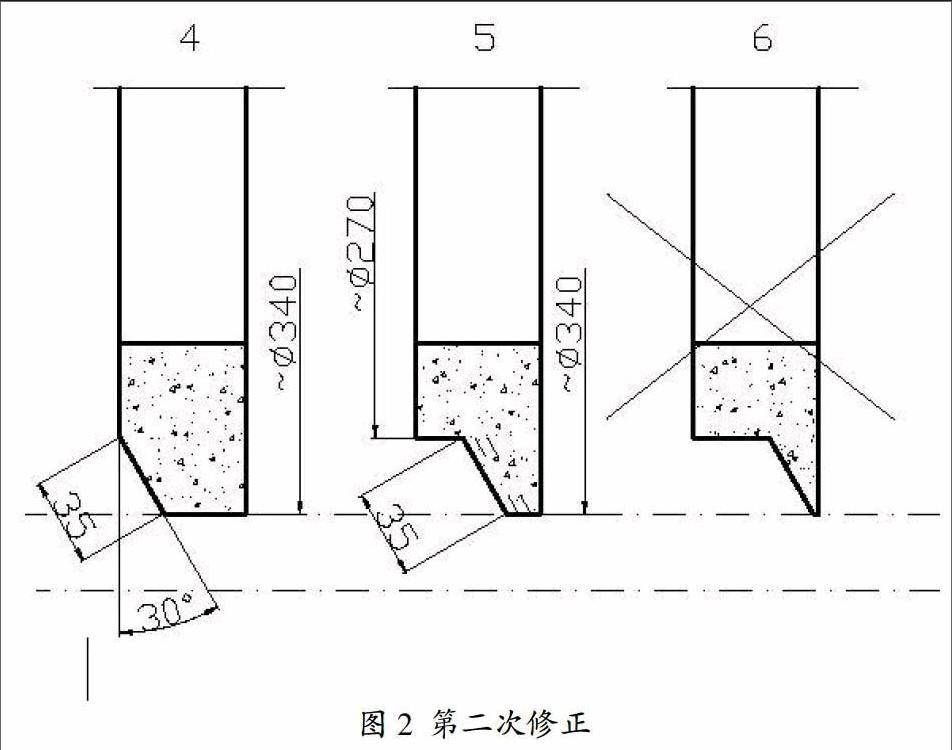
在加工零件之前,先對砂輪進行修磨,將砂輪修整器偏擺35°,對砂輪進行修磨,在磨削粗糙度要求較高的零件時,需用機床自身的修整器進行砂輪的修整。裝夾金剛鉆筆后,要調整金剛鉆筆的筆尖與砂輪中心等高。砂輪修磨分為兩次,一次是粗磨前,一次是精磨前。修整砂輪如圖1、2所示。
3.3 操作流程
(1)對砂輪進行修磨,每加工5個端面修整一次砂輪 。(2)安裝零件。(3)移動X軸和Z軸到開始位置,并設定Z軸為0。(4)讓砂輪剛剛接觸到零件端面,并設定X軸為0,開始冷卻并去除最多0.05mm,注意:只移動X軸,不允許有火花,將X軸退回。(5)將X軸和Z軸都退到安全位置。(6)將零件從夾具上取下,并測量尺寸。(7)用風槍清潔夾具,并裝上同一零件。(8)先將Z軸移動到0點,而后移動X軸。(9)開始冷卻,并將端面加工到規程要求的尺寸。注意:不允許有火花,光刀3-5秒,首件加工到規程要求的尺寸后,重新設定X為0。(10)將X軸和Z軸都退到安全位置。(11)將零件從夾具上取下,并測量尺寸。(12)用風槍清潔夾具,并裝上下一個零件。
4結束語
端面磨削紋理為C型,即同心圓紋理,極易造成端面磨削燒傷,使零件的質量難以控制。通過研究端面磨削原理及磨削方法,有效的解決端面磨削燒傷問題,為加工生產開辟一條新的道路。
參考文獻
[1]《航空制造工程手冊》總編委會.航空制造工程手冊[M].航空工業出版社,1996.
[2]許洪基.齒輪手冊[M].北京:機械工業出版社,2001.
