3.5Ni鋼超限低溫塔器分段制造及現場組焊監造要點
2017-02-25 09:48:42張劉偉王常青南京三方化工設備監理有限公司江蘇南京210036
化工管理 2017年3期
張劉偉 王常青(南京三方化工設備監理有限公司,江蘇 南京 210036)
3.5Ni鋼超限低溫塔器分段制造及現場組焊監造要點
張劉偉 王常青(南京三方化工設備監理有限公司,江蘇 南京 210036)
3.5Ni超限塔器由于條件限制,需要廠內分段制造,現場立式組焊合攏。本文概述了廠內分段制造和現場立式組焊的監造要點。
3.5Ni鋼;低溫塔器;分段制造;立式組焊
低溫甲醇洗洗滌塔是某尿素項目低溫甲醇洗裝置的關鍵低溫塔器,系超高型層板式塔器。受運輸條件限制分四段制造,現場立式組焊,同時厚壁板對材料、封頭和筒體成型、焊接要求高,以及分段制造對塔盤支持圈水平度的不利影響增加了制造和檢驗難度。塔器制造遵循的標準有:NB∕T47041-2014《塔式容器》、HG∕T20652-1988《塔器設計技術規定》,制造及檢驗按照NB∕T47041-2014《塔式容器》、HG∕T20584-2011《鋼制化工容器制造技術要求》、NB∕T47013-2015《承壓設備無損檢測》、ASME SA-203《壓力容器用鎳合金鋼板》。該塔器分段制造及現場立式組焊均由南京三方化工設備監理有限公司實施監造。
1 設備概述
1.1 設備主要設計參數
⑴設備外形結構如圖1
⑵設備設計參數見表1
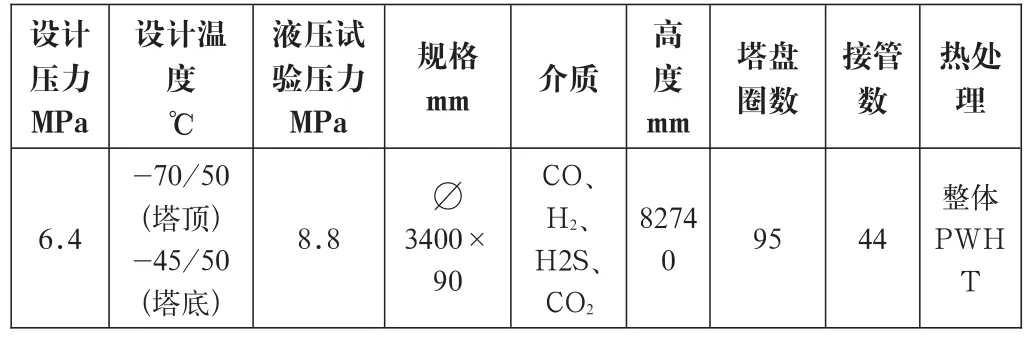
表1 設計參數
上段筒體、上下球形封頭主要受壓元件板材采用SA203Gr. E,是按照ASME標準生產的一種低溫鋼,ω(Ni)=3.5%,故將此鋼材歸為3.5Ni鋼,最低使用溫度-101℃[1],下段筒體主要受壓元件板材采用GB3531-2008 09MnNiDR,最低使用溫度-70℃。
⑶設備分段規格及重量見表2
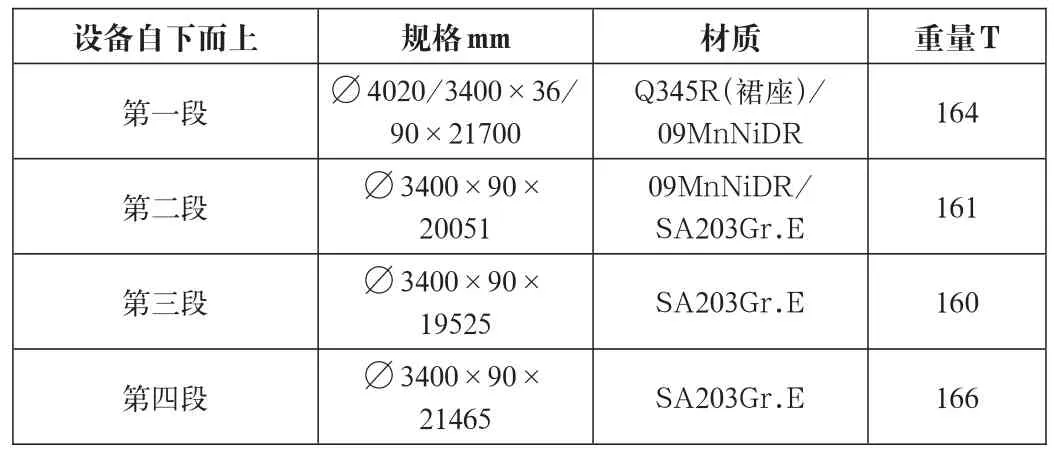
表2 分段規格及重量
1.2 設備制造技術要求
⑴SA203Gr.E板材以正火+回火狀態供貨,符合TSG R0004-2009中對進口鋼材的各項要求;并逐張進行超聲波無損檢測檢查,質量等級不低于II級。板材應逐張(T∕2處)進行-101℃夏比低溫(V形缺口)沖擊試驗(取樣為橫向),三個試樣平均沖擊功KV2≥34J,允許其中一個沖擊功小于34J,但不得小于24J。
09MnNiDR板材須滿足GB3531-2008《低溫壓力容器用低合金鋼鋼板》的要求,以正火+回火狀態供貨。鋼板應逐張進行超聲檢測,不低于II級;板材應逐張(T∕2處)進行-70℃夏比低溫(V形缺口)沖擊試驗,三個試樣平均沖擊功KV2≥27J,允許其中一個沖擊功小于27J,但不得小于20J。鋼板投入使用前,在最大模擬焊后熱處理狀態下進行化學成份、力學性能復檢,并滿足相關標準的要求。
⑵A、B類焊接接頭100%RT檢測,符合NB∕T47013.2-2015 II級,且在熱處理前、后及水壓試驗后100%UT檢測,符合NB∕T47013.3-2015 I級。A、B、D、E類焊縫在熱處理前后100MT∕PT檢測,I級合格。
⑶塔體任意3000mm筒體長度直線度偏差≤3mm,塔體整體直線度偏差≤30mm;塔盤支撐圈安裝水平度偏差≤5mm,支撐圈上表面在300mm弦長上的局部平面度公差1mm。
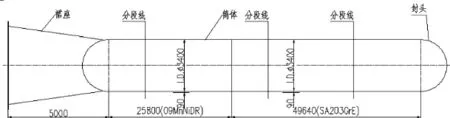
圖1
2 廠內分段制造質量控制
2.1 材料驗收
按照TSG R0004-2009《固定式壓力容器安全技術監察規程》規定壓力容器主要受壓元件范圍,根據標準和技術協議,對設備主要受壓元件的質量證明書進行審查,包括力學性能、化學成分、低溫沖擊功、交貨熱處理狀態(鍛件需審查熱處理曲線圖)、無損檢測等項目是否齊全并符合要求;并核對材料供貨商(如有要求)。同時制造廠應按照標準和技術協議要求的方式和項目,對入廠原材料進行復驗。
2.2 封頭成型及熱處理
封頭分片(頂圓+6片瓜瓣)下料,封頭SA203Gr.E板材以正火+回火狀態供貨,封頭瓜片熱壓成型的加熱過程(壓制溫度900℃,終壓溫度700℃)破壞供貨態鋼板的微觀組織結構,尤其是熱壓過程中材料晶粒的嚴重長大,會導致低溫沖擊功的下降,需按照標準對瓜片重新進行正火(850℃,保溫1.5h)+回火熱處理(620℃,保溫3.5h),同時按照標準要求母材試板同爐熱處理,并對母材試板進行力學性能和-101℃的低溫沖擊試驗,性能滿足原母材要求。瓜片成型尺寸及外觀質量按照GB12337驗收,與樣板間隙≤3mm,長寬方向弦長偏差≤2mm,對角線弦長偏差≤3mm;瓜片二次下料火焰切割,碳弧氣刨過程中,因急速加熱和冷卻以及局部的化學反應,在刨削表面及臨近區產生增碳現象和熱影響區,因此必須打磨清除淬硬層和熔渣,并經100%MT檢測,避免由此產生的焊接缺陷。封頭組對控制錯邊量≤5mm,棱角度≤5mm,大端直徑與筒體相配,以控制合攏環縫錯邊量。
2.3 筒節卷制
筒節縱縫棱角度E標準要求為(δs∕10+2)mm,且不大于5mm,故厚壁筒節卷制時先進行壓頭預彎,然后按照中徑展開周長二次下料后滾圓、組焊縱縫、校圓,控制單個筒節E≤5mm,內徑?4200±5mm,圓度≤20mm。縱縫焊接時,焊接試板同時施焊。
2.4 塔體總長
塔體總長的質量控制分為兩個部分:
⑴基礎環底面至塔釜封頭與塔殼連接焊縫的距離,NB∕T47041-2014要求:每1m為±2.5mm且不超過±6mm[2]。廠內制造時一般通過下封頭與裙座過渡段先行組焊,最終調節裙座合攏環縫的辦法控制,且控制為負偏差內,這樣做是為現場安裝時基礎環底部找平提供調整余量。
⑵塔體上、下兩封頭焊縫之間的距離(L),NB∕T47041-2014要求:每1m為±1.3 mm,當L≤30m時,不超過±20mm;當L>30 m時,不超過±40mm[2]。分段制造時,此長度通過控制單段筒體長度來實現,各段預留端口一節筒節根據本段其余筒節環縫組焊后實際長度調整下料,以保證單段筒體長度符合分段工藝。
2.5 筒體直線度
塔體直線度取標準和技術要求最小值,每3000mm偏差≤3 mm,塔體整體直線度偏差≤30mm;制造過程中每3節筒體(約6~8m)組對成一小段后,就需要測量筒體直線度,最終每段合攏時,在合攏縫組對及焊后都需測量直線度,并盡量控制在最小值。直線度沿筒體4條定位母線(即0°、90°、180°、270°)測量。
2.6 塔盤支持圈水平度
塔盤的水平度直接影響工藝操作特性及效率,塔盤水平度又直接受塔盤支持圈制造水平度的影響,因此塔盤支持圈水平度的質量控制在塔器監造檢驗中尤為重要。塔盤支持圈水平度在廠內制造中的控制要點:
⑴基準圓的質量控制
基準圓是塔盤支持圈劃線的依據,是塔盤支持圈水平度質量控制的關鍵;廠內制造時,分段筒體的最下端單節筒節在校圓并打支撐后,車床車制環縫坡口,以保證下端口水平度;在每段筒體環縫組焊完成后,以下端口坡口為基準,向上1000mm在筒體內外劃基準圓,并做永久性標記。同時,每段筒體在0°、45°、90°等8個間距45°方位測量實際長度,最大長度和最小長度經上端口修磨后控制在2mm范圍內。
⑵塔盤支持圈劃線
以基準圓線為基礎劃各支撐圈上表面裝配定位線,為減少劃線尺寸誤差,鉚工劃線和監造檢查,必須采用同一把經檢定合格的50m盤尺測量,每層塔盤在經0°、45°、90°等至少8個方位測量合格后,允許進行支持圈的裝配。
⑶塔盤支持圈組焊
塔盤支撐件按照劃好的安裝線進行組裝,焊接后及熱處理后進行校正,最終保證塔盤支撐圈安裝水平度偏差≤5mm,支撐圈上表面在300mm弦長上的局部水平度偏差≤1mm。
2.7 焊接質量控制
09MnNiDR和SA203Gr.E同屬含Ni低溫鋼。低溫鋼焊接時,除了要防止出現裂紋外,關鍵是要保證焊縫和熱影響區的低溫韌性。熱影響區韌性主要是通過控制焊接熱輸入,而焊縫韌性除了與熱輸入有關外,還取決于焊縫成分的選擇[3]。因此廠內焊接時,應注意以下兩點的質量控制:⑴選擇正確的焊接材料;⑵嚴格控制焊接熱輸入量和層間溫度,以避免焊接接頭過熱和晶粒長大,保證接頭的低溫韌性。制造廠主焊縫選用焊接材料見表3

表3 制造廠選用焊材
2.8 焊后熱處理質量控制
焊后熱處理是低溫設備制造的重要工序,其主要作用有:⑴降低焊接殘余應力;⑵改善焊縫和熱影響的組織形態,提高焊接接頭的低溫韌性;⑶降低焊接接頭的淬硬傾向;⑷恢復鋼材因冷成形所造成的韌性損失[4]。監造人員應在熱處理之前,審核制造廠熱處理工藝,熱電偶的布置要符合標準要求,進出爐溫度、升溫降溫速度、保溫溫度及時間應符合標準要求,并和焊接工藝評定相符。熱處理完成后,監造人員應審查熱處理曲線和工藝的一致性;檢測母材、焊縫金屬和熱影響區硬度,并通過焊接試板的力學性能和低溫沖擊功試驗驗證熱處理效果。
2.9 分段出廠質量控制
分段發貨設備應在包括端口、大直徑開孔等位置采取加固支撐,防止筒體運輸中變形;分段處4條定位母線處應做永久性標記并標注角度,方便現場合攏,同時距焊口50mm內應涂一層可焊性防腐涂料。
3 現場立式合攏組焊質量控制
3.1 立式組對
現場立式組對要兼顧設備整體垂直度和塔盤支撐圈水平度。組對時可通過調整對口間隙保證垂直度,垂直度的測量,應在互成直角的兩個方向上架設兩臺經緯儀進行,且應避免在受陽光照射和大風天氣下進行,定位焊必須在監造人員確認垂直度合格后進行,并采用水平管復測塔盤支持圈平面度。焊接過程中用同樣方法對垂直度進行監控、調整。
組對上、下端口4條定位母線應對齊,周向偏差不大于5mm,用周向布置的龍門卡具調整錯邊量至滿足標準要求。
3.2 合攏縫焊接
現場高空焊接工人勞動條件差,且焊接質量受低溫、風雨天氣等不利條件影響,焊接質量控制較廠內更為重要。筆者以焊接性較差的SA203Gr.E鋼材合攏縫焊接為例論述。
⑴焊接方法及焊材
現場采用立式組焊,合攏環縫只能采用橫焊位置的焊條電弧焊。
對于低溫鋼板選用焊材必須保證焊縫含有最少的有害元素(P、S、O、N等),同時焊縫金屬的拉伸性能和低溫沖擊功應高于母材下限值,制造廠選用焊條OE-CRYO 87(瑞士奧林康,相當于AWS A 5.5 E7016-C2L),性能滿足要求。
⑵預熱和消氫
根據國際焊接學會推薦的碳當量計算公式:

SA203Gr.E計算CE≤0.4%,可焊性好;同時3.5Ni鋼含碳量低,其他合金元素的含量也較少,故其淬硬傾向和冷裂傾向比較小,因而具有良好的焊接性能,一般可不預熱或用較低的預熱溫度來進行焊接[1]。現場施工由于板厚較厚(90mm)導致拘束度較大及高空作業低溫環境焊接,需要一定的預熱溫度和焊后消氫。
⑶焊接參數
為了避免形成粗晶組織而降低低溫韌性,焊接選用細直徑焊條(?3.2mm∕4.0mm),采用小電流快速多層多道焊以減小焊道過熱,并通過多層焊的重復加熱作用細化晶粒。
制定焊接工藝參數如表4

表4 焊接工藝參數
⑷焊接技術要求
①、高空作業采取搭建防風防雨棚等有效防護措施,同時做好焊條烘干、保溫控制,隨用隨取,盡量避免不利天氣因素對焊接的影響;
②、采用4名焊工均布且同步施焊,以減少焊接變形對塔體垂直度的影響;一條焊縫盡量一次焊接完成,過程中因為天氣等原因停滯時,要及時消氫,再次焊接時亦嚴格執行預熱要求;
③、焊條盡量不擺動,并且各層焊道接頭應錯開;
④、低溫設備不允許咬邊存在,蓋面層采用Φ3.2mm焊條可予以避免并獲得較好的焊縫外觀。
⑸局部熱處理
現場合攏環縫采用電加熱帶局部熱處理,加熱范圍內的均溫帶應覆蓋焊縫、熱影響區及相鄰母材;均溫帶最小寬度為焊縫兩側各加δPWHT(90mm),熱處理時要保證均溫帶內任意一點溫度不低于焊后熱處理規定的溫度[5]。
4 結語
超限3.5Ni低溫塔器廠內分段制造及現場立式組焊,監造人員應在原材料、封頭熱成型、塔盤支持圈水平度、整體垂直度、熱處理和現場合攏縫組焊等關鍵環節進行嚴格控制和檢查,最終確保塔器整體的制造質量。
[1]張凱.低溫容器用3.5Ni鋼的焊接[J].電焊機,2010,40(3):86-90.
[2]NB∕T47041-2014,塔式容器[S].
[3]李亞江.焊接冶金學[M].北京:機械工業出版社,2006,107.
[4]李平瑾.3.5Ni鋼低溫設備的制造和焊接[J].壓力容器,2000,17(1):61-66.
[5]NB∕T47015-2014,壓力容器焊接規程[S].
張劉偉南京三方化工設備監理有限公司 專業設備監理師
王常青南京三方化工設備監理有限公司 副總工程師
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45