熒光磁粉表面缺陷檢測系統
2017-02-27 03:39:57高敏杰卜雄洙王正成
無損檢測 2017年2期
高敏杰,卜雄洙,孫 斌,王正成,張 振
(1.南京理工大學 機械工程學院,南京 210094;2.南京晨光集團有限責任公司,南京 210094)
熒光磁粉表面缺陷檢測系統
高敏杰1,卜雄洙1,孫 斌1,王正成1,張 振2
(1.南京理工大學 機械工程學院,南京 210094;2.南京晨光集團有限責任公司,南京 210094)
介紹了熒光磁粉檢測缺陷自動識別系統的工作原理、結構及數字圖像處理技術,包括從CCD相機中提取原始圖像、中值濾波、邊緣檢測和圖像二值化等;同時, 分析了熒光磁粉的物理特性和光源的特性及其打光方式,介紹了系統光學結構的設計。使用該系統對缺陷進行檢測驗證試驗,結果表明,該系統可有效識別出直徑0.5 mm的圓形缺陷和長度1.5 mm的線性缺陷。
熒光磁粉檢測;數字圖像處理;中值濾波;二值化
金屬軸(見圖1)是支撐和動力傳遞的重要零件,其質量直接關系到設備的正常運轉和操作人員的安全。熒光磁粉方法是檢測金屬軸外表面質量的重要手段。

圖1 金屬軸外觀
目前,國內熒光磁粉檢測的全自動化設備還處于發展階段,存在漏檢、誤檢、系統適用面窄及可靠性低等問題[1]。
文章介紹的檢測系統利用機器視覺代替人眼來進行缺陷識別與分類,利用計算機控制CCD相機進行圖像采集,并將圖像實時顯示在計算機界面上。然后,利用上位機的圖像處理軟件系統對采集到的圖像進行處理和缺陷識別與分類,并對計算結果進行保存;同時,也可以實現測量結果的格式化輸出。
這種基于機器視覺的缺陷檢測系統可以在不破壞受檢試件的條件下檢測出受檢試件表面的缺陷,且靈敏度高、檢測方便,能非常直觀地顯示缺陷的大小、形狀和位置等缺陷特征[2];有效解決了傳統質量檢測過程中,由于檢測人員疲勞和經驗積累水平等差異造成的誤檢、漏檢及效率低等問題。
1 系統工作原理及方案設計
該檢測系統的檢測對象——金屬軸具有如下特點:① 軸向尺寸長,直徑相對較小(見圖1);② 表面缺陷以裂紋、發紋等居多,而在各類缺陷中以線形裂紋為主。
1.1 系統檢測的工作原理
金屬軸被磁化后,在金屬軸上會建立一個磁場;當金屬軸表面或近表面有缺陷時,缺陷部位的磁力線會部分逸出,從而在缺陷部位形成漏磁場。金屬軸上噴灑熒光磁懸液后,磁粉將被吸附在漏磁場處,從而形成磁痕[3-4]。在紫外光的照射下,熒光磁粉中的熒光物質受激發而發射出熒光,再由高像素的CCD對其攝像,并將采集到的圖像傳入計算機進行圖像處理[5]。最后,通過對檢測結果與相關標準的比對,得出被檢金屬軸的檢測結果[6]。
1.2 檢測系統的總體方案
檢測系統主要包括:① 圖像獲取模塊,包括CCD相機、光源以及光學鏡頭等;② 圖像處理模塊,包括圖像采集、預處理和缺陷檢測等;③ 人機接口模塊以及系統與轉臺控制系統的通信模塊。
檢測系統框圖如圖2所示[7]。
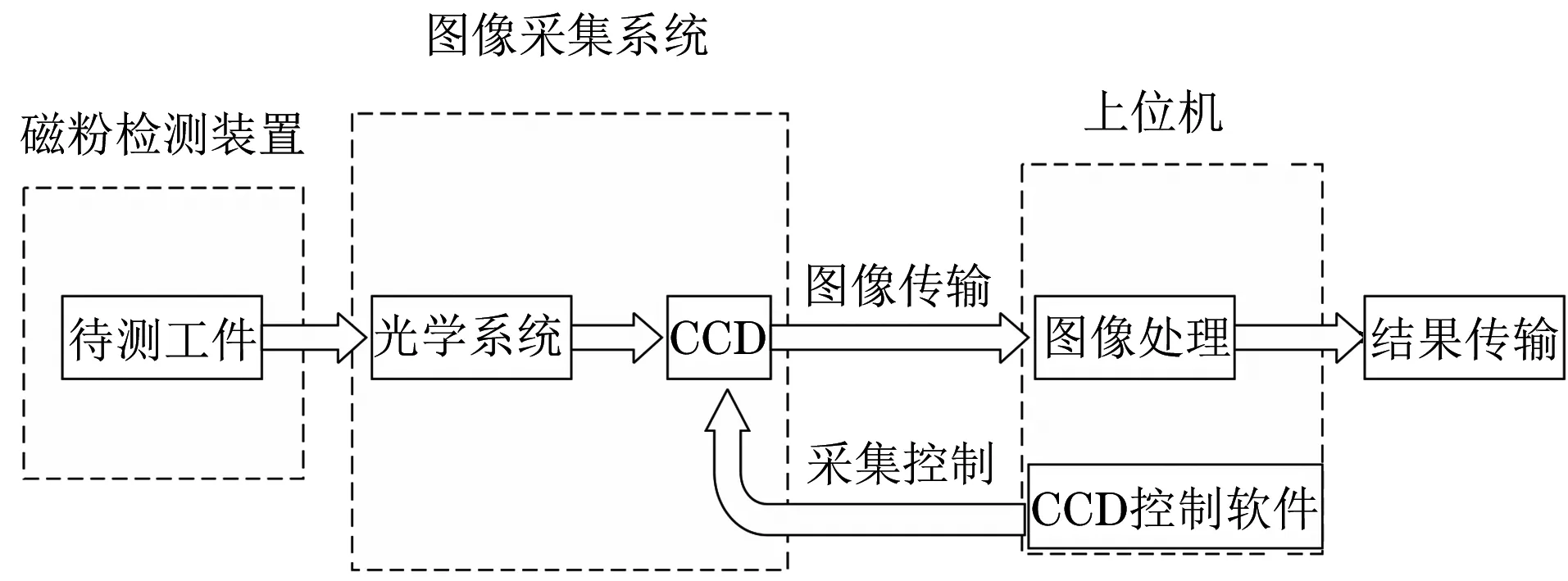
圖2 檢測系統框圖
該方案采用計算機和自動控制技術實現對運動機構的控制,從而實現自動檢測。系統主要由磁粉檢測裝置、圖像采集系統、上位機軟件系統三部分組成,系統的硬件結構如圖3所示。
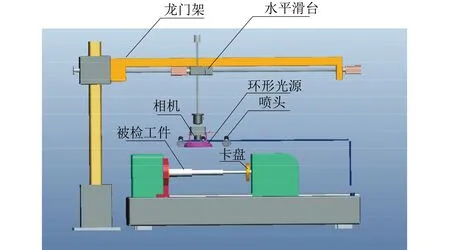
圖3 系統的硬件結構示意(不含上位機)
各部分功能如下:
(1) 磁粉檢測裝置主要由CDG-6000交直流熒光磁粉探傷機、控制單元、磁懸液噴淋裝置、夾持工裝等組成。
(2) 圖像采集系統主要包括MER-200-20GM型工業數字攝像機、M0814-MP2型Computar百萬像素定焦鏡頭、照明光源以及多自由度運動機構等。
(3) 軟件系統主要包括運動機構控制軟件和上位機圖像采集處理識別軟件。
圖像處理軟件流程如圖4所示。
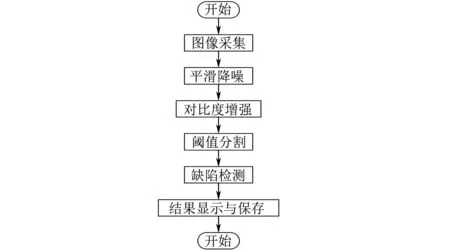
圖4 系統圖像處理軟件流程框圖
檢測系統的工作流程為:當待測金屬軸與外部硬件設備連接準備完畢后,用計算機控制采集系統對金屬軸進行磁化噴淋,然后再通過CCD進行圖像拍攝,并將圖像實時顯示在計算機界面上。最后,利用計算機上的圖像處理軟件系統對采集到的圖像進行處理,實現對目標缺陷的檢測識別與量化,并對結果進行保存。
2 光學系統結構分析
機器視覺系統中,照明的目的就是凸顯被測物的重要特征,抑制不需要的特征。為避免各類光線的互相干涉,獲取最佳質量的原始圖像,系統要求金屬軸表面的磁粉在缺陷處附著均勻,沒有磁粉淤積的現象。
現對光學系統中的光源質量和磁粉熒光的激發、發射光譜以及光源的打光方式進行如下分析。
2.1 熒光磁粉的特性
為保證較高檢測靈敏度,系統采用ZnS∶Zn,Pb熒光磁粉;磁粉顆粒大小控制在5~25 μm,磁導率較高且剩磁較低,由球狀和條狀磁粉按一定比例配制[4]。
ZnS∶Zn,Pb熒光磁粉的頻譜特性如圖5所示[5]。
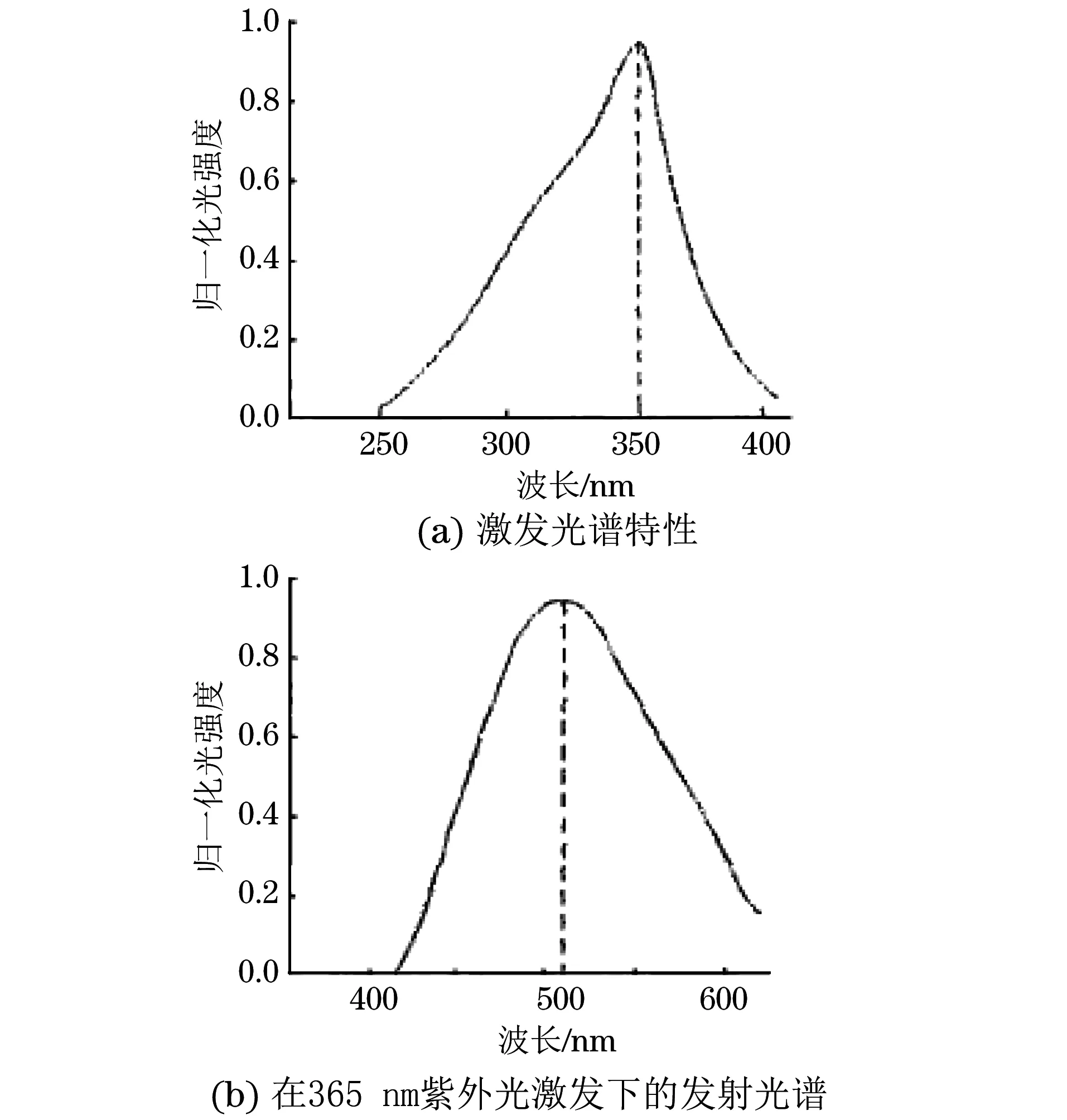
圖5 ZnS∶Zn,Pb熒光磁粉的頻譜特性
從圖5(a)可知,當激發光波長為350 nm時,該熒光磁粉的激發效果最好;考慮到可用光源的實際情況,仍采用365 nm的紫外光作為激發光;同時,照射強度要大于10 W·m-2。而由圖5(b)可知,在波長365 nm激發光的照射下,該熒光磁粉的發射光譜峰值約為510 nm。
2.2 光源的特性
文章使用定制的環形LED紫外燈作為檢測系統的光源,光譜范圍窄、光色單一、壽命長。為提高熒光磁粉的激發特性,系統應盡量采用純紫外光作為激發光;并且,應避免其他光線照射到金屬軸上,以免其被反射后與熒光磁粉的激發光重疊,而影響缺陷識別的準確性。故金屬軸和相機均應置于暗室中,進行暗場拍攝。為此,筆者在采用的紫外燈前加一塊濾光片,過濾掉波長小于300 nm的有害紫外線及波長大于420 nm的無用光,對光譜功率較為集中的365 nm紫外光線也具有較高的透過率,滿足系統的需要。
為采集到高質量的原始金屬軸圖像,系統所選相機的光譜響應的峰值波長也應在510 nm左右。由于CCD相機對長波紫外線有較高的響應靈敏度,為避免產生明場干擾,在鏡頭前加裝了波長為450 nm的短波截止片。
2.3 光源的打光方式
光源的安裝方式直接影響著被檢金屬軸的可辨識度和對比度,不合理的打光方式會造成金屬軸表面大面積亮斑,掩蓋相應區域的缺陷,造成缺陷的漏檢。
筆者綜合現有的技術條件和光源照明的實際效果,經過多次試驗后決定采用紫外燈環形打光方式,可得到對比度較好、缺陷明顯的金屬軸原始圖像,為后續的圖像處理提供了有力的基礎。
3 圖像處理與分析
由于在圖像采集過程中,金屬軸往往攜帶水跡、表面污染等干擾信息;同時,受光源照度、溫度的波動和CCD相機自身因素的影響,計算機采集到的原始圖像不可避免地存在一些噪聲。為使背景和缺陷之間的對比更加明顯,提高圖像的對比度,必須去除噪聲和干擾信息。
筆者根據金屬軸特征和實際采集到的原始圖像,設計了如下的圖像處理流程:首先,對圖像進行中值濾波,抑制噪聲和散粒狀干擾信息;然后,用邊緣檢測算子對經平滑處理后變模糊了的圖像進行邊緣提取,將圖像的邊緣凸現出來;最后,通過圖像的閾值分割,得到一個去除了噪聲和干擾信息的可疑缺陷圖像[5]。
3.1 中值濾波
中值濾波是一種非線性濾波方式。具體操作時,用一個窗口在圖像上進行像素級掃描,將窗口中包含的像素按灰度值升序或降序排列起來,取灰度值居中的像素灰度值為窗口中心像素的灰度進而消除噪聲[2]。中值濾波相比均值濾波而言,能夠更有效地消除隨機噪聲和脈沖噪聲。但是在降噪的同時,也會平滑圖像的邊緣,導致圖像邊緣模糊,故需要對圖像進行增強[8]。
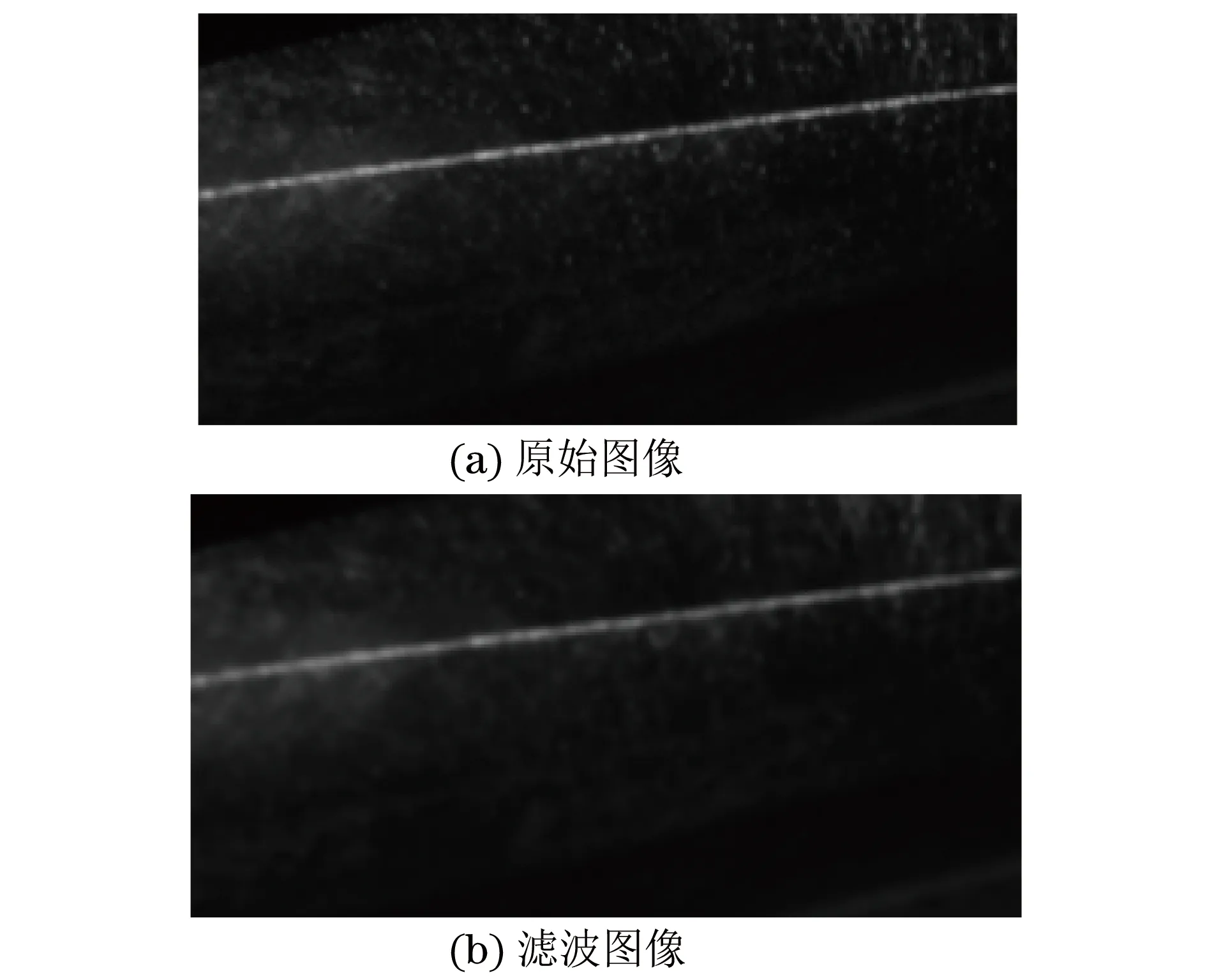
圖6 中值濾波的效果
中值濾波時中值的大小受窗口的階次和形狀影響。經過多次試驗驗證,系統采用方形窗口,對于一些復雜的圖像,還可以多次使用不同形狀和階次窗口的中值濾波器,以獲得更好的降噪效果,并達到保護邊緣的效果。中值濾波的效果如圖6所示。
3.2 邊緣提取
圖像經過平滑降噪以后,不可避免地會造成邊緣出現一定程度的模糊,而邊緣提取則可以將圖像中模糊了的邊緣重新提取出來,勾勒出圖像中的目標對象,便于后續進行缺陷檢測和特征提取。
圖像邊緣可分成凸緣型、階躍型和房頂型。文章實際檢測的缺陷邊緣主要屬于房頂型和凸緣型邊緣,其一階方向導數在邊緣處呈零交叉,二階方向導數在邊緣處取極值;通過檢測一階方向導數的零點就可以確定邊緣的位置[9]。
Laplacian算子是各向同性的二階微分算子,因此,筆者采用Laplacian算子進行邊緣檢測以得到較好的處理效果。文章借助模板來實現此功能,采用的模板如下[10]:
采用Laplacian算子的作用效果如圖7所示。
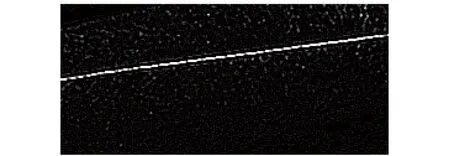
圖7 采用Laplacion算子的邊緣檢測圖像
3.3 圖像二值化
圖像在經過前面預處理以后,目標缺陷已經很明顯了,但是仍有少量噪聲和偽缺陷。為了提取目標缺陷,同時抑制不需要的圖像特征,需要對圖像進行二值化處理。圖像二值化以后,數據量減小,目標特征更加明顯,有助于提高圖像處理和缺陷檢測的效率[2]。
二值化的效果取決于閾值。通常由于非均勻照明、輸入設備參數不一致等因素的影響,單一閾值的處理效果不太好。在這種情況下,使用變化的閾值進行分割可以得到較好的處理效果,這時的閾值是局部圖像特征的函數,其在圖像范圍內是變化的,稱為自適應閾值化。
文章采用自適應閾值處理,避免固定閾值對不同亮度的圖像產生不適應性,提高閾值分割的通用性。同時,對圖像采用填充算法處理得到較為清晰的缺陷圖像,閾值分割的效果如圖8所示。

圖8 閾值分割圖像
3.4 缺陷提取
文章采用LabVIEW及其視覺開發模塊作為程序開發語言,通過IMAQ Particle Analysis VI等函數對預處理圖像進行逐行掃描,最終實現了目標缺陷的面積、周長、方向角、質心和外切矩形等特征參量的檢測、量化和顯示[7]。為使檢測結果顯示更加簡潔和直觀,對缺陷進行了編號,同時,將缺陷所有特征參量的結果都顯示在表格中;并且,可以以查表的形式,由用戶選擇系統當前標識的缺陷,通過矩形框在圖像顯示界面中將對應缺陷標出,單獨顯示出該缺陷的具體結果。
對具有不同缺陷的標準試件進行驗證試驗,顯示界面如圖9所示。試驗結果表明,系統實現了對直徑φ0.5 mm的圓形缺陷和長度1.5 mm的線性缺陷的準確識別,并且相對誤差小于5%,滿足最初的要求。
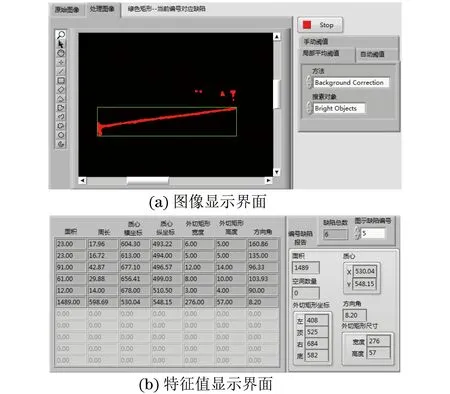
圖9 標準試件缺陷檢測的結果顯示
4 結語
由CCD相機、計算機及圖像處理軟件構成的熒光磁粉表面缺陷圖像檢測系統可以實現金屬軸表面缺陷的全自動化檢測、量化和定位,可以很好地識別金屬軸表面的裂紋等缺陷。系統不僅大大改善了磁粉檢測人員的工作環境,同時也降低了勞動強度,有效防止了漏檢事故的發生,對生產效率的提高和質量檢測具有重大意義。
最后,感謝熒光磁粉檢測圖像處理系統設計校級重點課題的極力支持。
[1] 唐魯楠,馮文慧.無損檢測技術在地鐵檢修中的應用[J].無損檢測,2016,38(3):82-84.
[2] 高義林.基于線陣CCD的車輪表面熒光磁粉探傷系統的研究[D].合肥:安徽大學,2010.
[3] 萬建榮,劉子珍,余愛國. 球墨鑄鐵曲軸表面熒光磁粉探傷[J]. 汽車工藝與材料, 2001(8):39-41.
[4] 付千發,李朋,李邱達,等. 核電廠汽輪機轉子葉片的熒光磁粉檢測[J]. 無損檢測, 2015,37(8):80-82.
[5] 吳海濱,鄭宏偉,李明琥,等.輪箍表面自動熒光磁粉探傷系統及其圖像處理技術[J].無損檢測,2007,29(3):128-131.
[6] 李喜孟.無損檢測[M].北京:機械工業出版社,2001:83-96.
[7] 李桂娟.身管內膛疵病檢測系統設計及實現[D].南京:南京理工大學,2013.
[8] YONG H L, KASSAM S A. Generalized median filtering and related nonlinear filtering techniques[J].IEEE Transactions on Acoustics Speech & Signal Processing,1985, 33(3):672-683.
[9] 韓九強. 機器視覺技術及應用[M].北京:高等教育出社,2009.
[10] BARBEDO J G A. Digital image processing techniques for detecting, quantifying and classifying plant diseases[J]. Springerplus, 2012, 2(1):660-661.
The Surface Defect Detection System of Fluorescent Magnetic Particle
GAO Min-jie1, BU Xiong-zhu1, SUN Bin1, WANG Zheng-cheng1, ZHANG Zhen2
(1.School of Mechanical Engineering, Nanjing University of Science and Technology, Nanjing 210094, China;2. Nanjing Chenguang Group Co., Ltd., Nanjing 210094, China)
The working principle, the structure and the digital image processing technology of a fluorescent magnetic particle testing defect automatic recognition system were introduced in this paper, including extracting the original image from CCD camera, median filtering, edge detection and image binarization. Moreover, the optical structure was analyzed, the physical characteristics, excitation spectra and emission spectra of the fluorescent magnetic powder and the lighting methods of light source were included. The system can effectively identify the circular defects of 0.5 mm diameter and the linear defects of 1.5mm in length.
Fluorescent magnetic particle inspection; Digital image processing; Median filter; Binarization procession
2016-06-31
高敏杰(1992-),男,碩士研究生,主要從事無損檢測圖像處理方面的工作。
卜雄洙,E-mail:buxu105@njust.edu.cn。
10.11973/wsjc201702017
TG115.28
A
1000-6656(2017)02-0067-04
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
