熱絲TIG焊技術在不銹鋼厚壁管施焊中的應用
2017-03-06 05:36:51王猛
中國設備工程 2017年2期
王猛
(久立特材料科技股份有限公司,浙江 湖州 313000)
熱絲TIG焊技術在不銹鋼厚壁管施焊中的應用
王猛
(久立特材料科技股份有限公司,浙江 湖州 313000)
闡述了熱絲TIG焊技術的工作原理和焊接不銹鋼厚壁管的優勢,介紹了熱絲TIG焊在不銹鋼厚壁管焊接中的應用,并通過選擇合適的坡口形式和焊接參數制定了詳細的焊接技術要點,分析了焊接過程中幾種常出現的缺陷形式及其預防措施,在很大程度上減小焊接缺陷的發生概率。
熱絲TIG焊;不銹鋼厚壁管;焊接缺陷
熱絲TIG焊是在傳統TIG焊(鎢極氬弧焊)的基礎上發展起來的一種新型焊接工藝,它由于采用惰性氣體氬氣保護,電弧燃燒穩定,具有焊縫質量好、效率高、節約能源的優點。熱絲TIG焊接時,將焊絲通過電阻絲加熱可提高焊絲的熔化速度,提高熔敷率,降低母材的稀釋率,故適應性和應用范圍極廣,具有很高的經濟價值。不銹鋼厚壁管由于所含合金元素較多,壁厚較厚,如采用其他焊接方式容易產生未熔合、未焊透和坑洼裂紋等質量缺陷。傳統的手工焊接方式生產效率低,工人勞動強度大,工件的質量也無法得到保證。故國內一些廠家開始采用更先進的焊接方法——熱絲TIG焊技術。
1 熱絲TIG焊接原理及焊接不銹鋼厚壁管的優勢
1.1 熱絲TIG焊接原理(圖1)
熱絲TIG焊是在普通TIG焊的基礎上加入獨立的焊絲加熱系統,使焊絲在送進熔池前由獨立的電源加熱系統加熱至300~500℃,這可提高焊絲的熔化溫度,極大提高熔敷效率。通過這種方式調整熔池的熱輸入量,減小母材的稀釋率,將極大地豐富了熱絲TIG焊的適用范圍。熱絲TIG焊機的送絲機構獨立于焊接機構,故焊接過程平穩,焊縫成形美觀,特別是對有坡口的焊縫,其側壁融合性要優于MIG焊。熱絲TIG焊已能夠焊接壁厚300mm的管材,使其焊接不銹鋼厚壁管具有很大優勢。
1.2 熱絲TIG焊接設備的工作特點
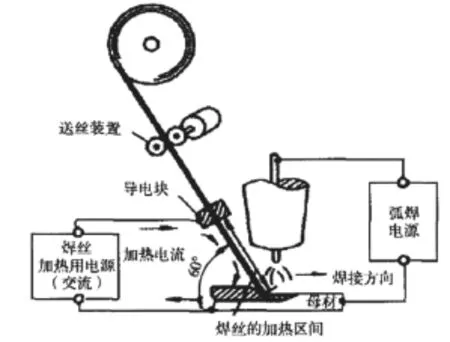
圖1 熱絲TIG焊接工作原理
熱絲TIG焊接設備主要由焊接模塊、固定機床、電源和冷卻系統等組成。其工作時鋼管轉動,焊槍保持位置不轉,焊縫處于平焊位置,焊機按照預制程序高效、連續地完成整條焊縫。引弧之前,把焊槍調到預置位置,并開始通惰性保護氣體,隨后開始引弧。起弧完成之后,鋼管開始勻速轉動,焊機隨之動作,焊接程序開始,焊絲開始送達。焊接過程中由弧長自動控制功能控制焊槍位置。每完成一層焊縫,焊槍按預置程序自動抬高,左右移動。最頂層焊縫完成時,熱絲停止輸送,焊槍停于程序預設位置,保護氣體也逐漸停止輸送。此時完成整條焊縫的焊接工作。
1.3 熱絲TIG焊接不銹鋼厚壁管的優勢
熱絲TIG焊的優點有很多。①可焊接出優質焊縫,電弧穩定性高,焊接過程無焊渣飛濺,焊縫成形美觀。②設定合理的焊接工藝參數可把焊縫的母材不銹鋼管材的稀釋率控制在很低水平。③焊接速度快,其焊接速度能夠達到普通手工氬弧焊的3~5倍。④可實現厚壁工件的窄縫焊接,這不僅可提高焊接效率,還能改善焊縫質量。⑤可在確保焊縫成形良好的情況下實現管道的全方位自動化焊接,易于實現機械化和自動化。不銹鋼厚壁管道是大型電站、石化裝置和高壓容器的重要焊接位置,并且其對焊縫的質量要求很嚴苛,一些特殊情況下還要面對各種復雜的焊接工況。熱絲TIG焊由于母材稀釋率低,焊接熱輸入量少,可以在任意位置焊接成形等特點,故是最優的焊接方案。
2 熱絲TIG焊在不銹鋼厚壁管焊接中的應用
2.1 焊接前的準備
焊接前應對焊接產品進行如下檢查:①核對焊接程序,確保焊機完好。②檢查焊接工件表面,確保無油污和銹蝕等缺陷。③核對焊接材料,確保使用驗收合格的焊材。④確認焊接操作員必須持有相應的資格證書。
2.2 焊接坡口
根據焊接工藝試驗,采用圖2所示的坡口形式。
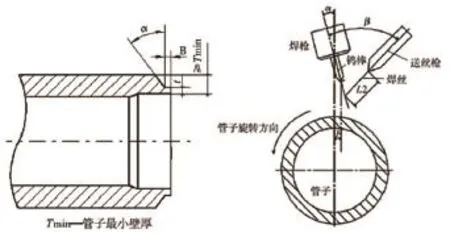
圖2 不銹鋼厚壁管的焊接坡口 圖3 不銹鋼厚壁管焊接示意圖
2.2 參數設置
影響焊接性能的參數基本可以分為兩類:機械參數和工藝參數。如圖3所示,機械參數由焊機本身特點決定,包括焊槍傾角α、焊槍與送絲槍夾角β、焊絲伸出長度L2、鎢棒與鋼管中心距離F等。工藝參數有:焊接電流、電弧電壓、管子旋轉速度、擺動寬度與速度、擺動兩側停留時間、熱絲電流等。這其中任意一個參數變化都將影響到焊接質量和穩定性。經過對比和多次試驗,最終確定的機械參數和工藝參數如表1、2所示。熱絲TIG焊不銹鋼厚壁管時,每一層焊縫高度宜控制在2~4mm。
2.3 不銹鋼厚壁管焊接時的缺陷及其預防措施
熱絲TIG焊接不銹鋼厚壁管時,對坡口的加工精度和表面平整度要求較高,不然容易產生氣孔、咬邊和裂紋等缺陷。這些缺陷有逐漸發展成裂紋的傾向,進而破壞焊縫內部結構組織,降低接頭的塑性和強度,甚至使接頭失效。針對相應的缺陷,具體預防措施如下。(1)氣孔產生的原因及其預防措施。不銹鋼厚壁管焊接時,當鋼管或者焊絲表面有油污、鐵銹和水分等雜質;氬氣流量設置不當,保護效果不佳;或者焊接回路能量過小都能產生氣孔缺陷。為了預防此缺陷產生,焊前需加強鋼管內外壁、焊絲的檢查清理工作,并確定合適的電弧長度,以確保焊接區域完全處在氬氣的保護范圍之內。(2)燒穿產生的原因及其預防措施。熱絲TIG焊接不銹鋼厚壁管時,若設置的焊接電流過大、焊接速度過慢、焊接坡口底部間隙過大、電弧在焊縫處停留的時間太久等都會造成鋼管被燒穿。因此焊接之前需要采取合適的焊接電流配合合適的焊接速度,盡可能減小焊縫底部的裝配間隙等措施減小鋼管被燒穿的概率。(3)咬邊產生的原因及其預防措施。熱絲TIG焊接不銹鋼厚壁管時,若焊槍擺動頻率或在焊縫兩側停留時間設置不當、焊接熱輸入量過大、電弧過長等都可能在鋼管焊縫邊界形成凹陷或溝槽等缺陷。施焊前加強工件表面清理、匹配恰當的焊槍擺動頻率及停留時間等都可以有效減少咬邊缺陷的出現。(4)未焊透產生的原因及其預防措施。熱絲TIG焊接不銹鋼厚壁管的形式是典型的單面焊雙面成型。若設置的焊接熱輸入量過小,電弧過長,焊縫坡口不合理,都能在焊縫另一側形成焊縫余高不足的缺陷。工作中可以通過匹配焊接電流與焊接速度,合理增大裝配間隙,合理設置坡口尺寸等減少未焊透缺陷的發生。(5)焊縫表面缺陷及其預防措施。熱絲TIG焊接不銹鋼厚壁管時,若焊接參數設置不合理容易在焊縫外表面產生凸起、凹陷等影響焊縫美觀的缺陷。凸起是由于焊接速度過慢,鋼管轉速與焊槍擺動速度不合理所致。凹陷是由于收弧過快,填充熔融金屬不足所致。合理的設置焊接電流、焊接速度等參數可以有效的防止未滿焊、焊縫余高過高等缺陷的出現。
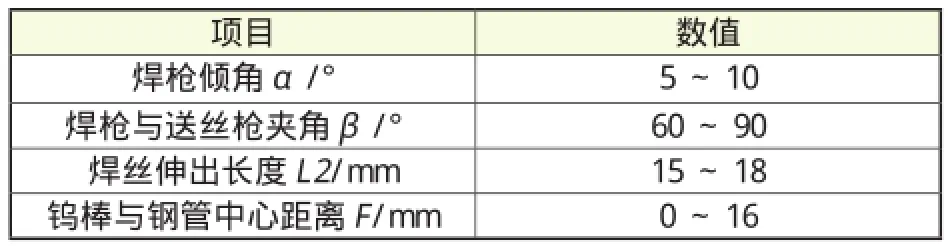
表1 不銹鋼管對焊的機械參數
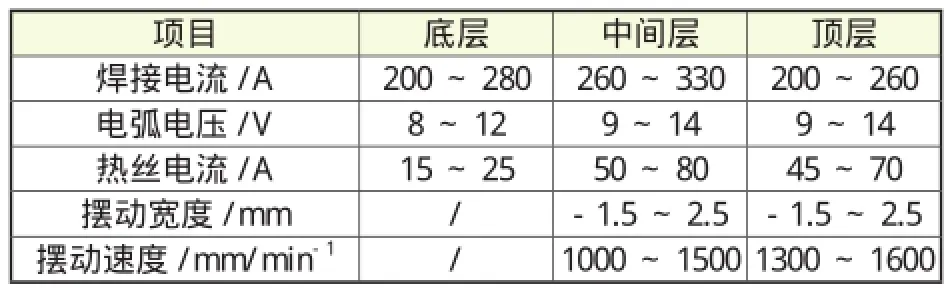
表2 不銹鋼管對焊的工藝參數
3 結語
熱絲TIG焊是極合理的焊接不銹鋼厚壁管的焊接工藝方法,具有很好的工藝性、適應性和經濟性。
[1]湯建峰. 熱絲TIG焊在轉爐汽化冷卻煙道制造中的應用[J].電焊機,2009,39(4):141~143.
[2]中國機械工程學會焊接學會.焊接手冊[M].3版.北京:機械工業出版社,2008.
TG444.74
A
1671-0711(2017)01(下)-0108-02
猜你喜歡
今日農業(2022年4期)2022-11-16 19:42:02
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
河北果樹(2020年2期)2020-01-09 11:15:07
建材發展導向(2019年5期)2019-09-09 09:21:46
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
