海綿鈦還原罐焊縫開裂原因及防止措施
2017-03-06 09:28:07王若愚李大東劉錦燕
電焊機 2017年1期
王若愚,李大東,陸 鑫,劉錦燕
(攀鋼集團研究院有限公司,四川攀枝花617000)
海綿鈦還原罐焊縫開裂原因及防止措施
王若愚,李大東,陸 鑫,劉錦燕
(攀鋼集團研究院有限公司,四川攀枝花617000)
海綿鈦還原罐工況惡劣,焊縫受力大,使用一段時間部分罐體焊縫開裂。通過取樣分析,還原罐材質為18-8型奧氏體不銹鋼,裂紋產生于罐體外側,焊縫開裂與還原罐工作溫度高、焊縫受力太大、制造過程中焊接熱輸入太大導致的焊縫晶粒粗大密切相關。還原罐噴淋冷卻過程中,在水蒸汽與氯離子(Cl-)的共同作用下,加速了罐體的腐蝕和裂紋擴展。采取在還原罐下加支撐,減小焊縫受力,采用小線能量焊接,控制層間溫度等措施,能降低還原罐焊縫開裂傾向,延長還原罐的使用壽命,降低海綿鈦生產成本。
不銹鋼;裂紋;晶粒粗大;線能量;層間溫度
0 前言
還原罐是生產海綿鈦的關鍵設備,某年產海綿鈦1.5萬t的企業,每個不銹鋼還原罐(直徑1.88 m,壁厚40mm,長4.88 m)成本約30萬元,設計使用壽命30爐次。部分還原罐使用15爐次后即出現焊縫開裂。該企業每年維修和更換還原罐費用高達1 000萬。為避免還原罐焊縫過早開裂,延長其使用壽命,降低生產成本,研究還原罐焊縫開裂原因及防止開裂具有重要意義。
還原罐焊縫有筒體與封頭連接的環焊縫和筒體縱縫兩種,雖然縱焊縫受力大于環焊縫,從理論上講更容易開裂,但環焊縫的受力狀況和焊縫內部質量比縱焊縫差,且環焊縫為工作焊縫,一旦產生裂紋,應力往往集中在裂紋端部,形成楔入作用,向薄弱地方擴展,特別是應力和缺陷等因素疊加在一起時最為不利,裂紋更容易形成并擴展。縱焊縫因其內在質量較好,且為聯系焊縫,故縱焊縫發生失效少于環焊縫。典型環焊縫裂紋見圖1,縱焊縫裂紋見圖2。
1 還原罐取樣分析
為分析還原罐產生裂紋的原因,對開裂焊縫樣進行了宏觀形貌、化學成分及金相分析。

圖1 環焊縫裂紋Fig.1Cracks of girth welds

圖2 縱焊縫裂紋Fig.2Cracks of longitudinal welds
1.1 焊縫裂紋宏觀形貌分析
環焊縫橫截面形貌如圖3所示,縱焊縫橫截面形貌如圖4所示。由焊縫橫截面形貌可知,環焊縫和縱焊縫均采用X型坡口,只在焊縫外側有裂紋。為看清焊縫裂紋細節,放大縫橫截面形貌,環焊縫橫截面放大形貌如圖5所示,縱焊縫橫截面放大形貌如圖6所示。
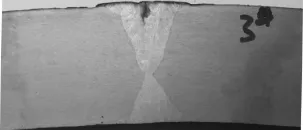
圖3 環焊縫橫截面形貌Fig.3Cross sectional images of girth welds
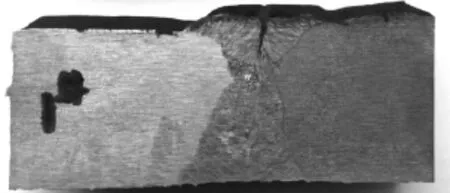
圖4 縱焊縫橫截面形貌Fig.4Cross sectional images of longitudinal welds
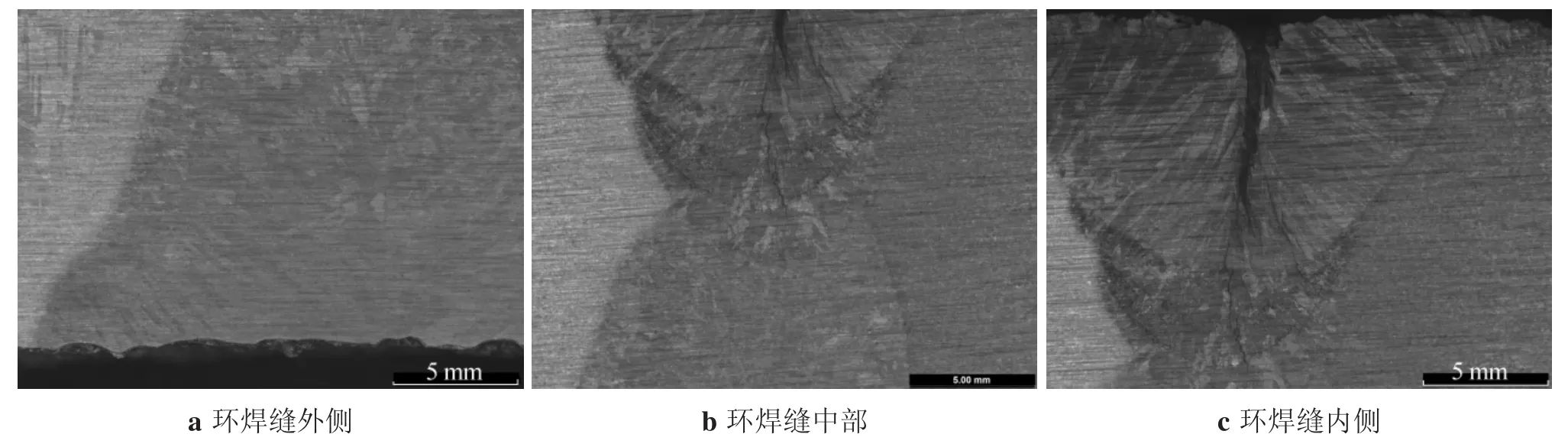
圖5 環焊縫橫截面放大形貌Fig.5Scale-up cross sectional images of girth welds
觀察環焊縫和縱焊縫橫截面宏觀形貌可見,焊縫外側晶粒粗大,結晶方向明顯。結晶方向最明顯的環焊縫外側裂紋最嚴重(裂紋寬2.5 mm,深15 mm);焊縫內側晶粒細小,結晶方向不太明顯,沒有裂紋。環焊縫蓋面層焊縫寬度25 mm,熔深10.5 mm,裂紋深度15 mm,縱焊縫裂紋深度6 mm。
1.2 化學成分分析
還原罐環焊縫最容易產生裂紋,且裂紋尺寸大,通過觀察環焊縫橫截面形貌可知兩側母材顏色有差別,左側母材顏色淺,焊縫和右側母材顏色深,顏色淺說明耐蝕性好。分析該試樣化學成分,結果如表1所示。
由表1可知,還原罐為18-8型奧氏體不銹鋼,母材和焊縫中主要合金元素Cr、Ni相當,有裂紋側和無裂紋側的合金元素基本相同;母材耐蝕性較好一側Ti、Mo含量明顯高于焊縫和耐蝕性較差的母材;焊縫中有害元素S和P略高于母材,有益合金元素Ti、Nb均低于母材。
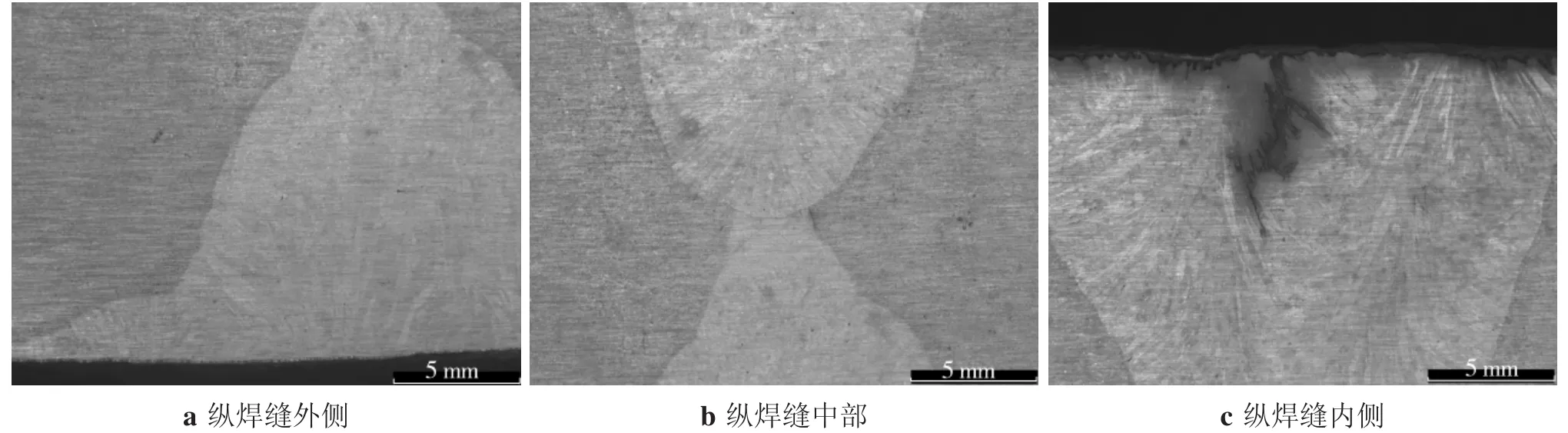
圖6 縱焊縫橫截面放大形貌Fig.6Scale-up cross sectional images of longitudinal welds

表1 還原罐化學成分%
1.3 金相分析
1.3.1 環焊縫外側金相
環焊縫外側金相照片如圖7所示。
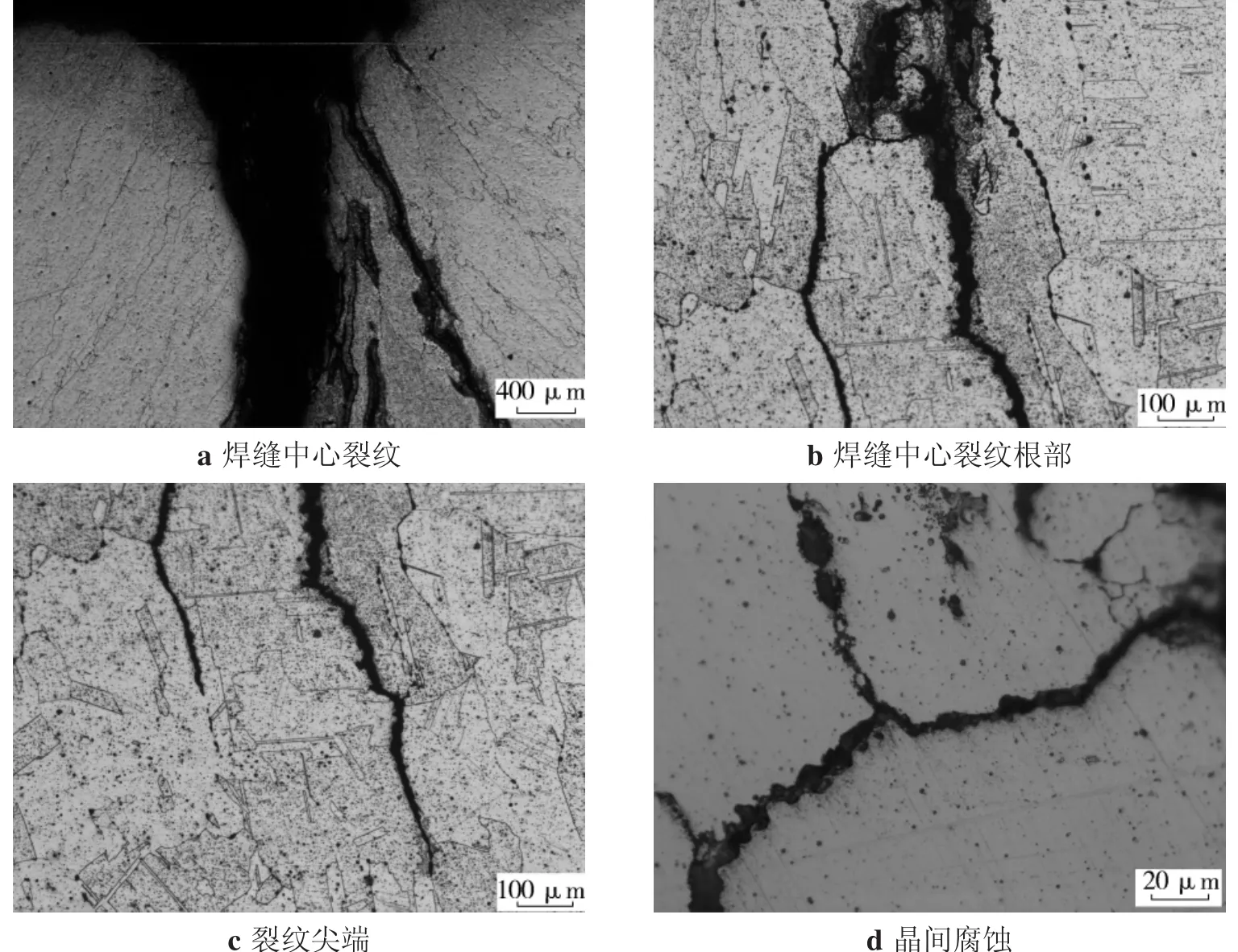
圖7 環焊縫外側金相照片Fig.7Metallographs of girth welds
由圖7可知,外側環焊縫晶粒粗大,裂紋呈樹枝狀,從焊縫表面向焊縫中心生長,主要為沿晶開裂,也有少量穿晶開裂。
1.3.2 環焊縫內側金相
環焊縫內側沒有裂紋,金相照片如圖8所示。
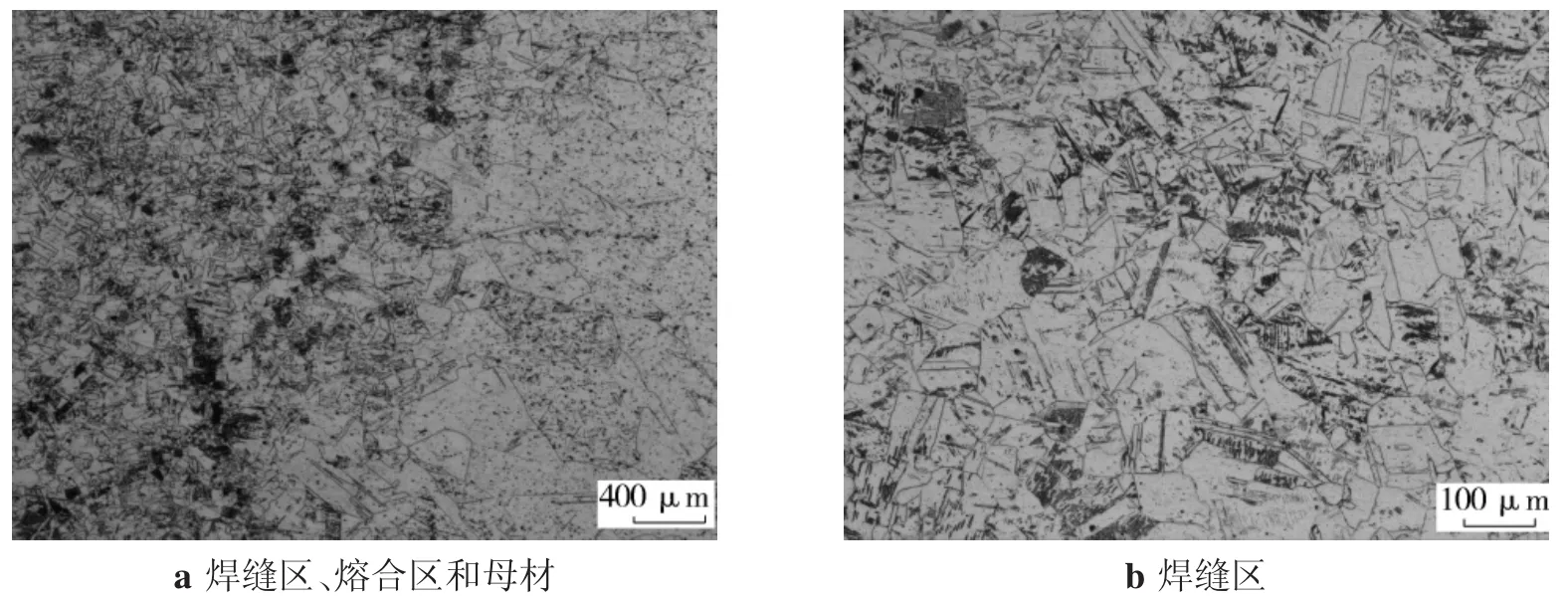
圖8 環焊縫內側金相照片Fig.8Metallograghs of the inner side girth welds
內側環焊縫晶粒細小,這是因為焊縫內側通常采用焊條電弧焊,焊接時熱輸入小、冷速快,晶粒細小,有害雜質元素分散,低熔共晶不易集聚,因此在焊縫內側未發現裂紋。
1.3.3 縱焊縫金相
縱焊縫金相如圖9所示。縱焊縫橫截面和焊縫縱斷面上既有點蝕坑,也有線狀腐蝕。這兩種腐蝕與腐蝕介質有關。
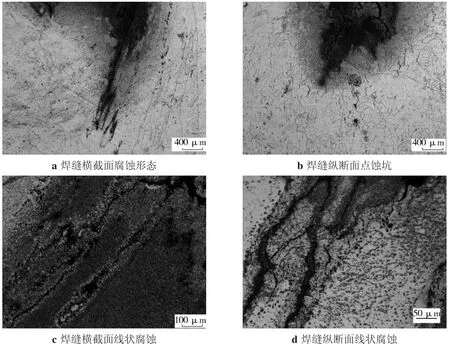
圖9 縱焊縫金相照片Fig.9Metallograghs of longitudinal welds
2 海綿鈦還原罐裂紋產生原因
分析海綿鈦生產工藝流程及還原罐取樣,觀察焊縫裂紋形貌,發現造成還原罐焊縫產生裂紋的主要原因是:還原罐工況惡劣,焊縫承受應力大,加上高溫水蒸汽和氯離子(Cl-)作用,造成應力腐蝕;焊接時熱輸入太大,焊縫晶粒粗大,S、P等低熔點雜質最后在焊縫中心凝固,形成低熔點共晶(Ni-S共晶的熔點645℃,Ni-P共晶的熔點880℃)[1],還原罐在高溫使用時,產生液化裂紋,裂紋逐漸擴展,造成開裂;還原罐在水和氯離子(Cl-)作用下,形成點蝕坑和線狀腐蝕,點蝕坑和線狀腐蝕逐漸擴展,形成裂紋。
2.1 海綿鈦生產工藝流程及工況
海綿鈦主要生產工藝是鎂熱還原法,其基本原理是:在氬氣的保護下,向反應器內加入TiCl4使之與Mg反應,生成海綿鈦和氯化鎂,再采用真空蒸餾法除去海綿鈦中的鎂和氯化鎂等雜質,得到純凈的海綿鈦。海綿鈦生產流程中經歷預處理、反應、蒸餾、冷凝四個工藝操作階段[2]。其中蒸餾階段溫度高,時間長(1 000℃~1 020℃,恒溫160 h)。冷凝階段是指溫度降至500℃~600℃,噴淋65h冷卻至常溫。
海綿鈦生產過程中,反應階段內部通氬氣保護,蒸餾和冷凝階段內部抽真空,冷凝階段外壁與高溫水蒸汽和氯離子(Cl-)作用時間長,外壁比內壁工況惡劣,因此外側容易開裂。
2.2 還原罐工況惡劣,受力大
海綿鈦生產中還原罐工況惡劣,高溫工作時間長,承受周期性加熱、冷卻循環載荷,蒸餾階段的還原罐處于低真空封閉爐體中持續加熱,溫度維持在1 000℃~1 020℃長達160 h[3],并且容器還要經受自重和載荷(總重26.7 t)影響,在高溫和受力的聯合作用下,加上焊接缺欠或接頭晶粒粗大等原因,焊縫成為整個結構的薄弱處,在外力作用下發生開裂。環焊縫為工作焊縫,制造時內部質量差,工作過程中一旦產生裂紋,裂紋容易擴展,所以環焊縫裂紋一般較長;縱焊縫為聯系焊縫,加上其內在質量較好,即使產生裂紋,裂紋不易擴展,裂紋一般較短,兩種焊縫裂紋走向均與受力方向垂直(如圖10、圖11所示),由此證明焊縫開裂與焊縫承受外力太大有密切關系。
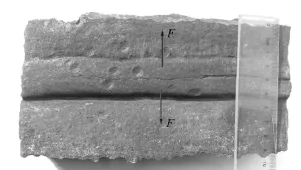
圖10 環焊縫裂紋及受力方向Fig.10Cracks and force directions of girth welds

圖11 縱焊縫裂紋及受力方向Fig.11Cracks and force directions of longitudinal welds
2.3 熱輸入太大,焊縫晶粒粗大,偏析明顯
還原罐環焊縫蓋面層焊縫晶粒粗大,結晶方向明顯,這與焊接熱輸入太大密切相關。當熱輸入過大時,熔池體積增大(單層熔深10.5 mm,焊縫寬度25 mm),加上不銹鋼熱導率低,液、固相線距離較大,熔池結晶時間較長,造成低熔點有害雜質元素聚集在焊縫中心最后凝固處。由于還原罐在蒸餾階段高溫區載荷大,停留時間長,在外力作用下焊縫中心偏析處首先產生液化裂紋,再加上氯離子(Cl-)和高溫水蒸汽的作用,隨著使用時間和使用次數的增加,裂紋逐漸擴展,形成宏觀裂紋。
2.4 點蝕和晶間腐蝕擴展形成裂紋
還原罐縱焊縫裂紋同樣與焊縫晶粒粗大有關。奧氏體不銹鋼鈍化膜在S、P等雜質形成的低熔共晶處和粗大晶粒的晶界上較脆弱。還原罐冷凝階段,噴淋冷卻過程中(溫度500℃~600℃),在高溫水蒸汽及氯離子(Cl-)的共同作用下,鈍化膜脆弱處容易被破壞,破壞部分成為活化的陽極,周圍區成為陰極區,構成大陰極小陽極的微電池。陽極的電流密度很大,活性大,溶解速度快,遂形成許多小蝕坑,稱為孔蝕核,只要介質中含有一定量的水及氯離子(Cl-),便可使蝕核逐漸形成蝕孔,蝕孔逐漸發展成點蝕坑(見圖9a、9b),并逐步擴展形成裂紋。鈍化膜脆弱的晶界上,晶間腐蝕處在微電池作用下發展為線狀腐蝕(見圖9c、9d),最后逐漸擴展形成裂紋。
2.5 應力腐蝕裂紋
奧氏體不銹鋼在水及氯離子作用下易產生應力腐蝕裂紋,應力腐蝕敏感性隨著溫度升高而增大[4]。海綿鈦還原罐裂紋發生在焊縫上,觀察裂紋形貌可知,環焊縫裂紋與焊縫方向平行,縱焊縫裂紋近似垂直于焊接方向;裂紋從表面開始向內部擴展,點蝕和晶間腐蝕往往是裂紋的根源,裂紋表現為沿晶斷裂和穿晶擴展,裂紋尖端常出現分枝,整體為樹枝狀。這些特點符合應力腐蝕裂紋的特征。
奧氏體不銹鋼由于導熱性差、線脹系數大、屈服點低,焊接時變形大。由于海綿鈦還原罐厚度較大,焊接變形受到限制,接頭中必然會殘留較多的焊接殘余應力,加上生產過程中罐內海綿鈦和鎂的自重,焊縫要承受較大的拉應力作用。拉應力與冷凝階段高溫水蒸汽和氯離子(Cl-)共同作用,導致焊縫出現應力腐蝕裂紋。
3 還原罐焊縫裂紋防止措施
(1)減小作用在焊縫上的力。
海綿鈦生產中,還原罐通常采用懸掛方式,焊縫受力很大。還原罐生產過程中強力組裝會使焊縫產生很大的拘束應力。焊縫在外加應力和拘束應力共同作用下容易開裂。因此,在卷制筒體時應嚴格控制橢圓度,確保自然裝配,避免產生拘束應力。為減小焊縫受力,在還原罐下加支撐,可大大減小焊縫受力,減小焊縫開裂傾向。
(2)采用小線能量焊接。
還原罐生產中通常采用焊條電弧焊和埋弧焊,推薦采用如表2所示的工藝參數進行焊接。為了減少焊接熱輸入,無論焊條電弧焊或埋弧焊,應盡量多層多道焊,單層焊縫厚度不超過4 mm,單道焊道寬度不超過15 mm。

表2 焊接工藝參數
(3)控制層間溫度。
為防止焊接接頭晶粒粗大,除采用較小線能量外,焊后采用噴水或噴霧冷卻,加快焊件的冷卻速度,控制層間溫度,前一層溫度低于100℃,才允許焊接下一層。
(4)提高焊接質量。
提高焊接質量,盡量降低或消除焊接接頭應力集中。焊縫余高不超過2 mm,無咬邊、未熔合及未焊透等缺陷。焊后采用機械方法,如表面打磨拋光、噴丸或錘擊來形成表面壓應力,提高接頭耐蝕能力。
4 結論
采用以上工藝措施生產的還原罐,達到設計使用壽命(平均使用30爐次)焊縫處才出現少量裂紋,大大提高了還原罐使用壽命,降低了維修費用,降低海綿鈦企業生產成本。這些措施對其他奧氏體不銹鋼容器的焊接生產同樣具有指導意義。
[1]英若采.熔焊原理及金屬材料焊接[M].北京:機械工業出版社,2007.
[2]孫康.鈦提取冶金物理化學[M].北京:冶金工業出版社,2001.
[3]劉正紅,陳志強,李少兵,等.海綿鈦制造用還原蒸餾容器[J].Ti工業進展,2009,26(5):10-12.
[4]孫軍,周成,王瑞巖,等.304L不銹鋼在氯離子溶液中的應力腐蝕特性研究[J].齊魯工業大學學報,2015(3):69-74.
[5]雷世明.焊接方法與設備(第2版)[M].北京:機械工業出版社,2012.
Weld crack causes and prevention of weld cracking the reduction jar of titanium sponge
WANG Ruoyu,LI Dadong,LU Xin,LIU Jinyan
(Pangang Group Research Institute Co.,Ltd.,Panzhihua 617000,China)
The reduction jar of titanium sponge production is under a bad working condition,and the weld seam is under a large stress,after a period time of using,section of the weld seam on the tank will be cracked.By analysis of samples,we learn that the reduction jar was made of 18-8 austenitic stainless steel,crack occurred on the lateral of tanks.There was a close relationship between the weld seam cracks and highly working temperature,large force the weld seam pressured,coarse grain during the welding process.At the same time,under the combined action of water and chloride(Cl-)during the spray cooling process,accelerated the corrosion of tanks and crack propagation.Measures should be taken such as adding some supports under the reduction jars,reducing the weld stress,using lower welding line energy,and controlling the interpass temperature,etc,to reduce the tendency to weld seam cracks,and extend its service life,and reduce the costs.
stainless steel;crack;coarse grain;line energy;interpass temperature
TG441.7
B
1001-2303(2017)01-0074-06
10.7512/j.issn.1001-2303.2017.01.14
獻
王若愚,李大東,陸鑫,等.海綿鈦還原罐焊縫開裂原因及防止措施[J].電焊機,2017,47(1):74-79.
2016-06-30;
2016-10-18
王若愚(1970—),男,四川資中人,高級工程師,碩士,主要從事金屬材料焊接與技術的研究工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
