焊條原始狀態對焊縫金屬中擴散氫含量的影響
2017-03-06 09:28:13黃景鵬徐學利鄭梗梗羅立輝
電焊機 2017年1期
關鍵詞:焊縫
黃景鵬,徐學利,鄭梗梗,羅立輝
(西安石油大學材料科學與工程學院,陜西西安710065)
焊條原始狀態對焊縫金屬中擴散氫含量的影響
黃景鵬,徐學利,鄭梗梗,羅立輝
(西安石油大學材料科學與工程學院,陜西西安710065)
選用E5015、E8515和E9018三種焊條,分別在常溫、200℃×1h,400℃×1h三種烘焙溫度下分析研究焊縫金屬中擴散氫含量。結果表明:隨著焊條烘焙溫度的升高以及熔敷金屬抗拉強度的增大,焊縫金屬中擴散氫的含量逐漸減少;常溫狀態下的焊條其焊縫中馬氏體和上貝氏體比烘焙條件下的多;E5015焊條和E8515焊條,其焊縫中板條狀鐵素體多于E9018焊條,而粒狀貝氏體少于E9018焊條。
低合金鋼;堿性焊條;烘焙溫度;熔敷金屬;擴散氫
0 前言
氫致裂紋是石油管道高強鋼焊接過程中經常遇到危害性極大的焊接缺陷,其中焊縫中的擴散氫是其產生的主要原因[1]。
隨著現代石油管道工程中所用鋼材強度越來越高,采用低氫高韌性焊接材料可降低氫致裂紋的產生幾率,還能很大程度上降低對工藝條件的要求。近年來,國內外都在著手于研究擴散氫,并在擴散氫的作用、測量方法及影響因素等方面取得了不少研究成果[2-5]。在此采用不同焊條在不同的烘焙溫度下測量熔敷金屬中的擴散氫,并研究其對擴散氫含量的影響。
1 實驗內容
根據標準GB3965-83,采用甘油法測定焊接接頭中擴散氫的含量。選用直徑4 mm的三種堿性焊條(E5015、E8515、E9018)以及三種烘焙溫度(常溫、200℃×1 h、400℃×1 h)作為實驗條件。試板為Q235鋼,板厚4 mm。
1.1 試樣及其制備
按國家標準,引弧板試樣尺寸50 mm×20 mm× 4 mm,熄弧板試樣尺寸70 mm×20 mm×4 mm。焊前采用機械方法打磨試板、引弧板和熄弧板,清除表面的鐵銹和保護漆,得到光滑平整的表面。進行擴散氫實驗前,采用精度為0.1 g的電子稱重儀對試樣進行稱重,得到試樣的實際質量m1。
將焊條E5015、E8515、E9018分別在同一溫度和濕度環境下進行常溫、烘焙200℃×1 h、烘焙400℃×1 h,然后進行焊接。
1.2 焊接
試驗焊機為ZX7-400型焊條電弧焊機,電源接法為直流反接。焊接工藝參數如表1所示。

表1 擴散氫實驗焊接工藝參數Table 1Welding parameters for the hydrogen diffusion experiment
將引弧板、試板和熄弧板依次放好并采用表1工藝參數進行焊接,焊接過程中不能斷弧,停焊10 s內將試樣置入約15℃的冷水中10~20 s使其迅速冷卻,用機械方法去除引弧板和熄弧板。隨后用酒精清洗使其表面無殘余物質,最后用鑷子取出并用吹風機吹干試板。
1.3 擴散氫的收集
將吹干的試板迅速放入充滿甘油的玻璃收集器內(注:收集器和甘油之前已經置于烘箱中),試樣從焊完到放入收集器內所用時間不超過90 s,并保持烘箱溫度為45℃恒溫。試板放入收集器內24 h后收集吸附在收集器管壁的氣泡并準確讀取氫氣的體積V,最后用電子稱重儀測量逸出氫氣后試板的質量m2。
1.4 擴散氫含量的計算

式中HD為熔敷金屬中擴散氫含量(單位:mL/100g);VD為收集的擴散氫的體積(單位:mL);T0=273 K;t為恒溫收集箱溫度,t=45℃;T為恒溫收集器溫度,T=318 K;m2為焊后中心試板質量(單位:g);m1為焊前中心試板質量(單位:g);P為實驗室氣壓,P= 97.9 kPa;P0為標準大氣壓101 kPa。每組試驗應取算術平均值并保留一位小數作為試驗結果。
2 實驗結果與分析
2.1 焊條烘焙溫度對焊縫金屬中擴散氫含量的影響
選用E5015、E8515和E9018三種焊條分別在常溫、200℃×1 h和400℃×1 h三種烘焙溫度下測定焊縫金屬中擴散氫的含量。即共有9組試驗,每組試驗取4個試樣,擴散氫含量取4個試樣測量結果的平均值。
實驗結果如圖1所示,可以看出隨著焊條烘焙溫度的增加,擴散氫的含量逐漸減少。這是因為焊條藥皮中的水可分為自由水、結晶水和結構水。自由水是指藥皮表面上的附著水以及藥皮內部的吸附水,其特點是水分子可以自由運動,并與周圍大氣環境的濕度相平衡,它與藥皮的結合不牢固,易烘干(一般在100℃~250℃保溫一定時間即可烘干去除)。藥皮原材料中的結晶水以中性水分子(H2O)的形式參與礦物的結晶構造,并占有固定位置,一般加熱到200℃~500℃會失水,但失水并不完全充分。結構水以H+,OH-,H3O+離子狀態加入礦物晶格構造。這些離子在礦物晶格中占有一定位置,結合得比結晶水更加牢固,必須破壞含水物質的晶格結構才能去除水分。通常焊條在正常烘焙溫度下難以去除結構水,只有在600℃~1 000℃條件下,才能因晶格破壞而逸出。
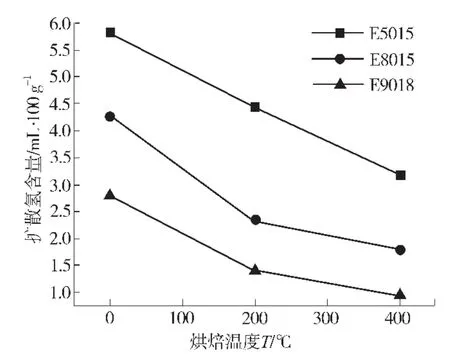
圖1 三種焊條隨烘焙溫度的增加擴散氫含量的變化Fig.1Three electrode with the increase of the baking temperature diffusion hydrogen volume changes
2.2 焊縫金屬抗拉強度對擴散氫含量的影響
采用萬能試驗機分別測定E5015、E8515和E9018三種焊條焊縫金屬的抗拉強度,測定結果如表2所示。材料強度與其化學成分有關。根據我國標準GB/T 25777—2010規定,以及全譜直讀火花光譜儀的標準測定試樣的化學成分,標樣的規格為:熔敷金屬的寬度大于等于16 mm,熔敷金屬的厚度大于等于1 mm。三種焊條熔敷金屬的主要化學成分及含量如表3所示。
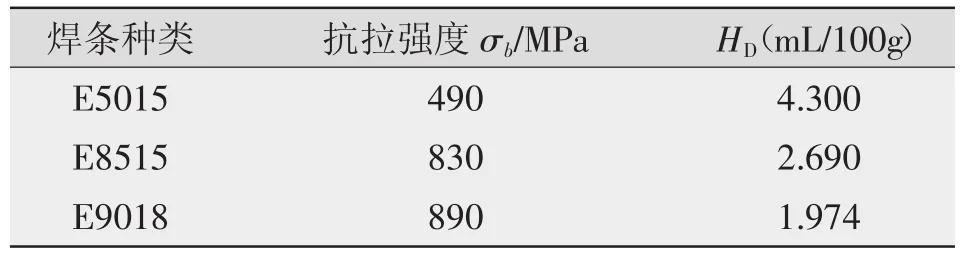
表2 三種不同焊條焊縫金屬的抗拉強度及平均擴散氫含量Table 2Three different electrode weld metal tensile strength and average diffusion hydrogen content
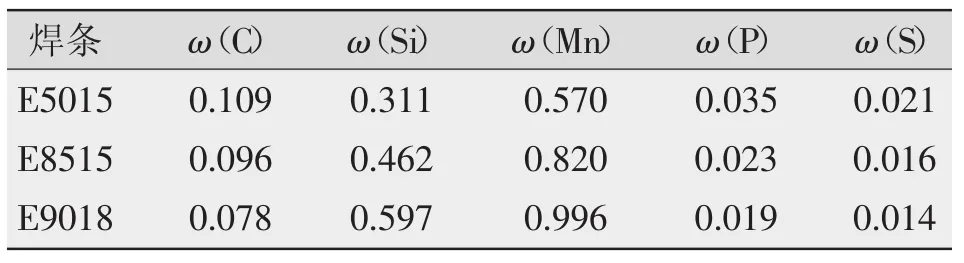
表3 E5015、E8515和E9018三種焊條熔敷金屬的化學成分Table 3Three electrode E5015,E8515 and E9018 main chemical composition %
在添加Si和Mn的焊縫金屬中,其抗拉強度主要與固溶強化、顯微組織和二次相顆粒尺寸有關[6]。由表3可知,三種焊條對應的熔敷金屬Si、Mn含量逐漸上升,在含Mn元素的焊縫中,隨著焊縫金屬中Si含量的增加,焊縫金屬中針狀鐵素體數量增加,長寬比發生變化,二次相數量增加,三種焊縫金屬的抗拉強度逐漸上升。另外隨著焊縫金屬中Mn含量的增加,焊縫金屬中針狀鐵素體的數量逐漸增加,先共析鐵素體和層狀組分的數量也相應增加,同時焊縫的針狀鐵素體和粗晶區、細晶區的顯微組織變得細小,使焊縫熔敷金屬抗拉強度上升[7]。
氟石和石英主要參與脫氫的化學反應如下
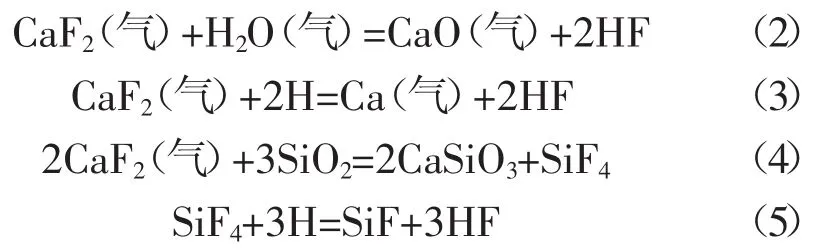
生成的HF是較穩定的氣體,高溫時不易分解。由式(5)可知,在含Mn元素的焊縫中,隨著焊縫金屬中Si含量的增加,焊縫金屬的抗拉強度上升,脫氫效果越來越明顯。
2.3 焊接區組織特征分析
常溫和烘干400℃×1 h下,三種焊條的焊縫組織如圖2~圖4所示。在擴散氫實驗中,每種焊接接頭都在焊后進行了水冷處理。結果表明,三種焊條的焊縫組織均由針狀鐵素體、板條狀鐵素體以及馬氏體、貝氏體組成,但各組織的含量有所不同。
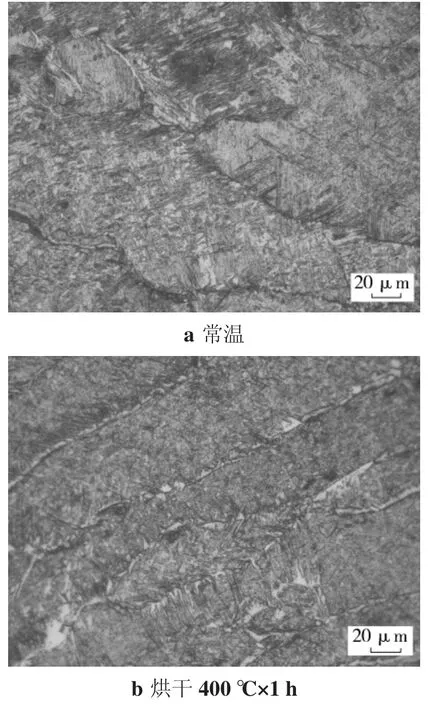
圖2 E5015焊條的焊縫組織Fig.2Weld microstructure of E5015 welding rod
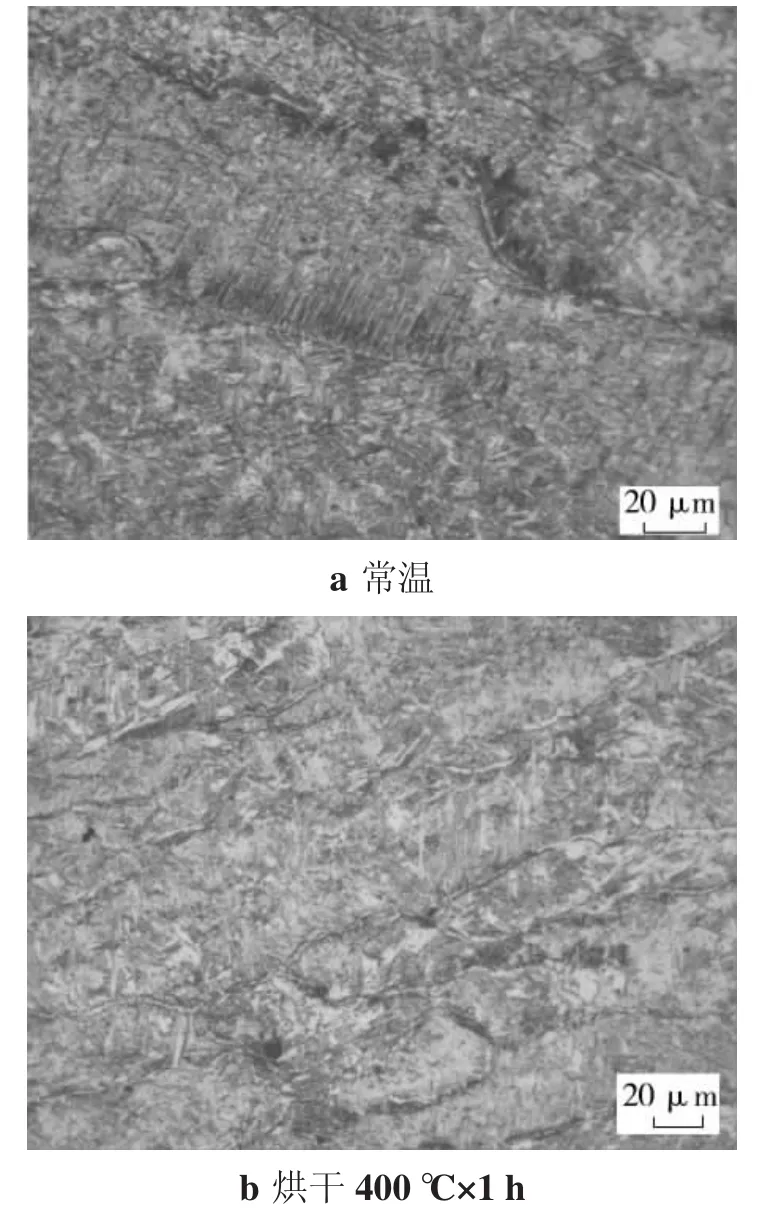
圖3 E8515焊條的焊縫組織Fig.3Weld microstructure of E8515 welding rod
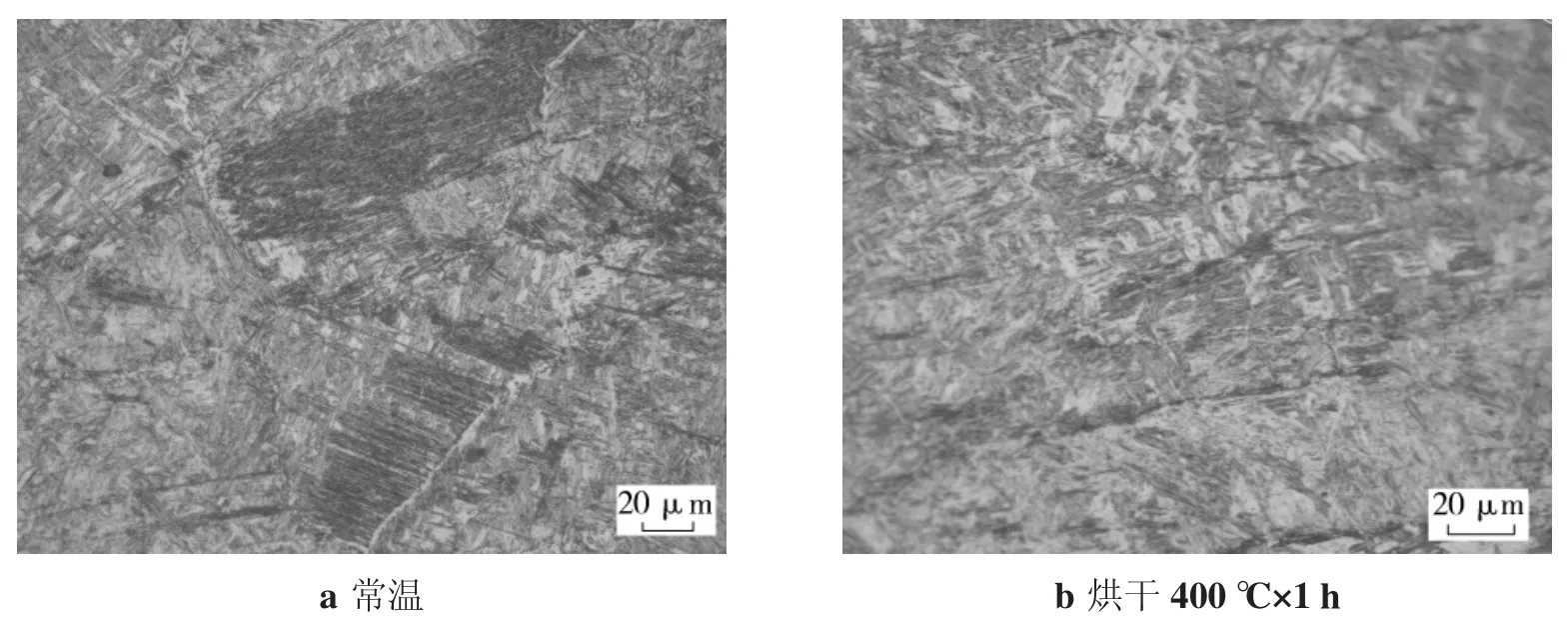
圖4 E9018焊條的焊縫組織Fig.4Weld microstructure of E9018 welding rod
由于水冷比空冷冷卻速度快,焊縫中基本不出現先共析鐵素體,只有少量的針狀鐵素體和板條狀鐵素體。常溫狀態下的焊條其焊縫中馬氏體和上貝氏體多于烘焙條件下的;E5015焊條和E8515焊條,其焊縫中板條狀鐵素體多于E9018焊條焊縫中的,而粒狀貝氏體則少于E9018焊條焊縫中的。
3 結論
(1)隨著焊條烘焙溫度的升高,焊縫金屬中擴散氫含量減少。
(2)焊縫金屬的抗拉強度越大,焊縫金屬中擴散氫含量越少。
(3)常溫狀態下的焊條其焊縫中馬氏體和上貝氏體多于烘焙條件下的;E5015焊條和E8515焊條,其焊縫中板條狀鐵素體多于E9018焊條焊縫中的,而粒狀貝氏體少于E9018焊條焊縫中的。
[1]張文鉞.焊接冶金學[M].北京:機械工業出版社,1995.
[2]王曉東,文九巴.低合金高強度焊接結構鋼擴散氫的研究進展[J].洛陽工學院學報,2002,23(2):16-20.
[3]劉忠杰,肖桐.焊縫金屬中可擴散氫含量的實驗研究[J].兵器材料與工程,2003,26(5):44-45.
[4]洪江波,熊征.高強焊條藥皮堿度對韌性與擴散氫的影響[J].焊接學報,2008,29(5):18-20.
[5]劉全印,暢保鋼.關于焊接材料擴散氫含量檢測試驗的討論[J].焊接技術,2011,40(4):52-54.
[6]尹士科.焊接材料實用基礎知識[M].北京:化學工業出版社,2004.
[7]薛旭斌,王青云.E5015(J507)焊條藥皮中大理石的顆粒度對其熔敷金屬化學成分及力學性能的影響[J].材料開發與應用,2014,29(5):7-9.
Impact of electrode primitive state on diffusible hydrogen content in the weld metal
HUANG Jingpeng,XU Xueli,ZHENG Genggeng,LUO Lihui
(School of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China)
By choosing E5015,E8515 and E9018 three electrodes at three baking temperature,such as room temperature,at 200℃for 1 h,at 400℃for 1 h respectively,diffusible hydrogen content in weld metal are analyzed.The results show that with the increase of electrode baking temperature and tensile strength of deposited metal,the content of diffusible hydrogen in weld metal gradually reduces;under the normal temperature state of electrode in the weld on martensite and upper bainite are more than baking conditions;E5015 electrode and E8515 electrode,the weld than E9018 electrode medium plate strip ferrite in the weld,and granular bainite than in less E9018 electrode weld.
low alloy steel;alkaline welding rod;baking temperature;deposited metal;diffusible hydrogen
TG422.1
A
1001-2303(2017)01-0116-04
10.7512/j.issn.1001-2303.2017.01.23
獻
黃景鵬,徐學利,鄭梗梗,等.焊條原始狀態對焊縫金屬中擴散氫含量的影響[J].電焊機,2017,47(1):116-119.
2016-06-08
西安石油大學《材料科學與工程》省級優勢學科資助項目(ys37020203)
黃景鵬(1992—),男,陜西寶雞人,在讀碩士,主要從事焊接冶金學、金屬材料焊接性等研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
