DP600/6061無匙孔攪拌摩擦點焊溫度場研究
2017-03-06 09:28:11王希靖許有偉郁志勇
電焊機 2017年1期
王希靖,許有偉,劉 勇,郁志勇
(蘭州理工大學甘肅省有色金屬新材料國家重點實驗室,甘肅蘭州730050)
DP600/6061無匙孔攪拌摩擦點焊溫度場研究
王希靖,許有偉,劉 勇,郁志勇
(蘭州理工大學甘肅省有色金屬新材料國家重點實驗室,甘肅蘭州730050)
根據無匙孔攪拌摩擦點焊過程的特點,建立了簡化的熱輸入數值模型,利用有限元分析軟件ANSYS模擬1mm DP600鍍鋅鋼板和3mm 6061鋁合金板搭接無匙孔攪拌摩擦點焊過程中的瞬態溫度場分布和各特征點的熱循環曲線。通過模擬結果與熱電偶測得的各特征點溫度曲線的對比,發現隨著焊接過程的進行,最高溫度出現在DP600上表面軸肩2/3處;對比分析不同攪拌頭轉速下焊點區域溫度分布的情況,得到轉速對溫度分布的影響規律,進而驗證了熱輸入模型和模擬方法的正確性,為工藝實驗參數的選取提供科學的依據。
溫度場;有限元模擬;無匙孔攪拌摩擦點焊
0 前言
無匙孔攪拌摩擦點焊是一種新型的固相連接技術,被焊材料焊接變形小、能量消耗少、生產成本低,在異種金屬焊接方面具有其他焊接方法無法比擬的優勢[1-2]。它通過控制攪拌頭與工件的相對移動和攪拌針與軸肩的相對運動,不僅增加了攪拌頭的作用區域,提高了接頭強度,而且使焊接過程中形成的退出孔得到填充,減少后續處理工序,應用前景廣闊。
國內外學者對攪拌摩擦點焊的研究大多集中在同種材料或熔點相近的異種材料之間,對于DP600鍍鋅鋼和6061鋁合金這樣熔點相差很大的異種金屬間的攪拌摩擦點焊過程的熱力學方面的理論和規律性研究卻很少。本研究通過建立簡化的熱源模型[3-8],利用有限元分析軟件ANSYS對無匙孔攪拌摩擦點焊過程的三個階段(插入階段、攪拌與后退階段、回抽階段)的溫度場進行了模擬,確定無匙孔攪拌摩擦點焊過程中DP600表面以及與6061界面處的溫度分布和變化規律,為選取工藝實驗參數提供科學依據。試驗選用規格150 mm×50 mm×1 mm的DP600鍍鋅鋼板(上層)和150 mm×50 mm×3 mm的6061鋁合金板材(下層),搭接形式如圖1所示。DP600鍍鋅鋼板和6061鋁合金的主要化學成分如表1和表2所示。
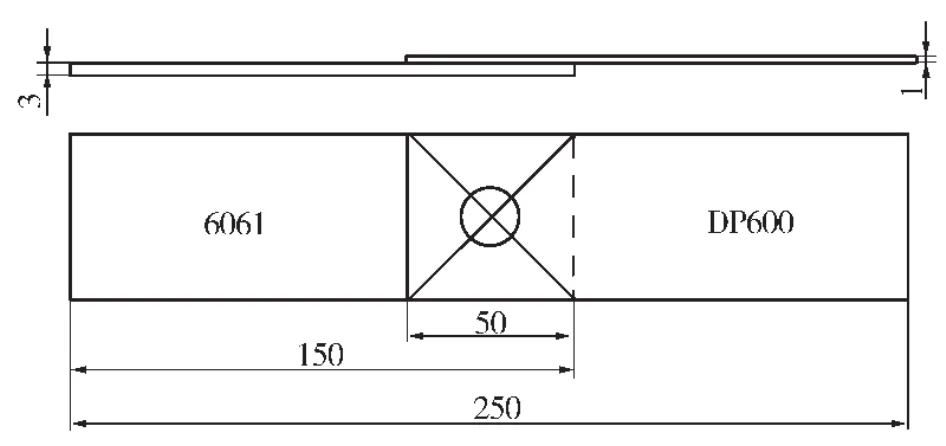
圖1 工件搭接示意Fig.1Schematic of lap way

表1 試驗用DP600鍍鋅鋼板化學成分%Table 1Chemical compositions of 6061 aluminum ally

表2 試驗用6061鋁合金化學成分%Table 2Chemical compositions of 6061 aluminum ally
1 溫度場熱輸入數值模型
根據無匙孔攪拌摩擦點焊焊接過程的特點,其生成熱主要來源于三部分[9-10]:①軸肩端面與焊件上表面間的摩擦熱;②攪拌針與焊件間的摩擦熱;③攪拌針附近金屬的塑性變形熱。綜合考慮每一部分的生成熱十分困難,因此,本研究簡化了熱輸入模型,即忽略焊接過程中焊件材料的變形熱,焊接過程的全部熱輸入為軸肩和攪拌針與焊接材料的摩擦做功[11]。無匙孔攪拌摩擦點焊的攪拌頭示意如圖2所示。

圖2 攪拌頭示意Fig.2Stirring head schematic
1.1 軸肩與焊件表面的摩擦熱輸入
軸肩產熱實際有效區域為R1與R2之間的環,假設焊接壓力均勻地施加于軸肩,不隨半徑變化,則半徑為r,寬度為dr的微圓環上所受摩擦力為[12-14]

式中μ為摩擦系數。對于攪拌摩擦焊過程來說,在攪拌頭下壓階段,由于系統溫度不高,在壓力作用下,攪拌針與被焊材料之間偏向于擠壓摩擦,此時宜采用庫侖摩擦模型;隨著攪拌針的逐漸壓入,被焊材料的溫度升高,尤其是軸肩接觸到鋁板之后,鍍鋅鋼板的溫度急劇上升,攪拌頭與鋁板之間逐步向剪切摩擦過渡,宜采用常應力摩擦模型[15]。
微圓環上軸肩旋轉作用力矩為

軸肩旋轉扭矩為

軸肩產熱功率為

式中ω為攪拌頭轉速;P為軸肩端面上所受的軸向力。
1.2 攪拌針與焊件的摩擦熱輸入
攪拌針半徑為R2,高度為H,設攪拌針承受的均勻壓力為P,則攪拌針旋轉扭矩為[12-14]

產熱功率為

2 數值模擬過程
2.1 有限元模型
不考慮材料塑性變形對產熱的影響,本研究在采用ANSYS有限元分析軟件模擬時選用SOLID70單元[16]。SOLID70是八節點六面體單元,每個節點只有一個溫度自由度并且能夠進行熱傳導,滿足計算要求。在建立有限元模型時,通過獨立的設計焊點使兩種金屬只有在焊點處相連,其余搭接處只為相互接觸,即在焊點處的熱傳導相當于在導體內部進行,而搭接處的熱傳導相當于在存在分離界面的導體間進行,從而更準確地逼近實際。在進行網格劃分時,為了保證計算的準確性并盡可能減少計算量,采用了非均勻網格劃分[17],在焊點中心附近的區域采用較密集的網格,遠離焊點中心的區域采用較稀疏的網格,網格劃分如圖3所示。
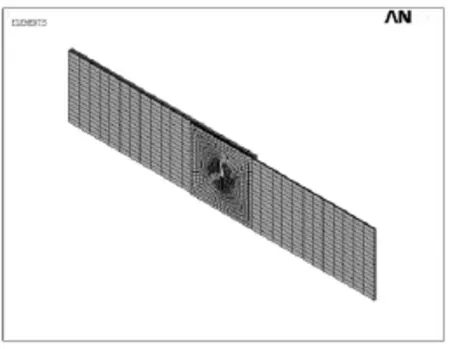
圖3 有限元網格模型Fig.3Finite element meshed model
2.2 初始條件、邊界條件與熱載荷
材料的熱物理性能是影響溫度場的重要因素。DP600鍍鋅鋼板和6061鋁合金的導熱系數及比熱容隨溫度的變化數值如表3、表4所示。

表3 DP600鍍鋅鋼和6061鋁合金在不同溫度時的導熱系數Table 3DP600 galvanized steel and 6061 aluminum alloy thermal conductivity at different temperatures

表4 DP600鍍鋅鋼和6061鋁合金比熱容Table 4DP600 galvanized steel and 6061 aluminum alloy heat capacity at different temperatures
無匙孔攪拌摩擦點焊有限元模型的載荷分布如圖4所示。軸肩端面與焊件接觸面施加熱流密度為已知的面載荷,攪拌針處為了避免節點奇異,將熱輸入定義為體載荷。在整個點焊過程中,待焊工件的熱量會從兩方面流失:(1)點焊過程中產生的熱量,使待焊工件與周圍環境之間形成溫度差,在待焊工件的各個表面上施加表面對流邊界條件,對流換熱系數為30 W/(m2·K);(2)待焊工件底面與墊板之間產生熱傳導,熱傳導系數為200 W/(m2·K)[18]。

圖4 熱源模型示意Fig.4Schematic of heat source model
3 模擬結果和分析
3.1 無匙孔攪拌摩擦點焊的溫度場分布
攪拌頭轉速ω=1 200 r/min時不同點焊階段對應的溫度分布云圖如圖5所示。由圖5可知,攪拌針回抽完畢階段(t=16 s),整板的溫度分布要高于攪拌和后退階段(t=12 s);隨著點焊過程的進行,高溫區域逐漸擴大,但最高溫度一直位于軸肩2/3處,這是因為該區域相對于焊點中心位置攪拌頭旋轉的線速度較大,產生的熱量較多;另外,相對于焊點邊緣位置不能進行有效的熱傳導,熱量不易散失。
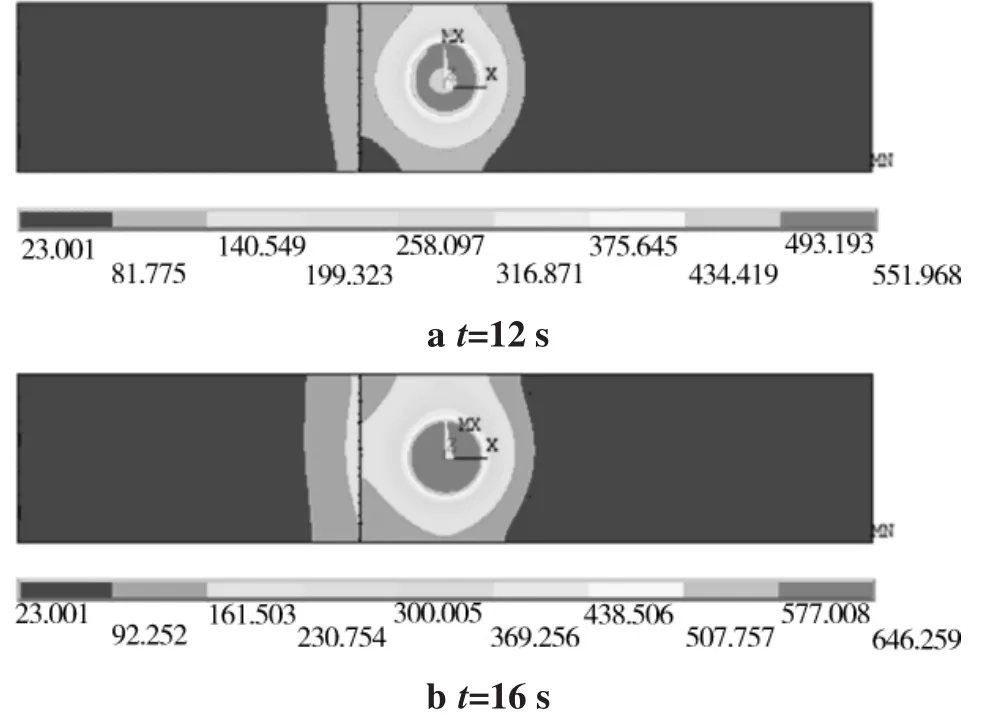
圖5 ω=1 200 r/min時的溫度分布云圖Fig.5Temperature contours with ω=1 200 r/min
攪拌頭轉速1 200 r/min、焊接時間16 s時,焊點橫向剖面的溫度分布云圖如圖6所示。可以看出,界面處最高溫度出現在軸肩作用區域前方2/3處;高溫區域主要集中在DP600這一層,這是因為鍍鋅鋼板為熱源中心作用的位置,而且DP600的導熱系數遠小于6061的導熱系數。高溫區域集中在DP600有助于熔點較高的DP600更容易達到超塑性狀態,使其具有更好的塑性流動性,從而增加攪拌頭的攪拌效果,改善焊點成形。
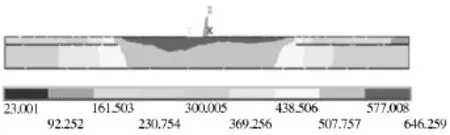
圖6 ω=1 200 r/min,t=16 s時焊點中心截面溫度分布云圖Fig.6Temperature contours of cross section of solder center at ω=1 200 r/min,t=16 s
3.2 不同轉速下溫度場的變化規律
在其他參數不變、攪拌頭轉速800~1 300 r/min時,DP600和6061峰值溫度隨轉速的變化如圖7所示。隨著攪拌頭轉速的提升,DP600和6061的峰值溫度都有所升高,但DP600溫度的上升幅度要高于6061溫度的上升幅度,即攪拌頭轉速的變化對DP600的影響要大于對6061的影響。同時,隨著攪拌頭轉速的提升,旋轉速度對溫度場的影響作用減緩,溫度變化增量減小。
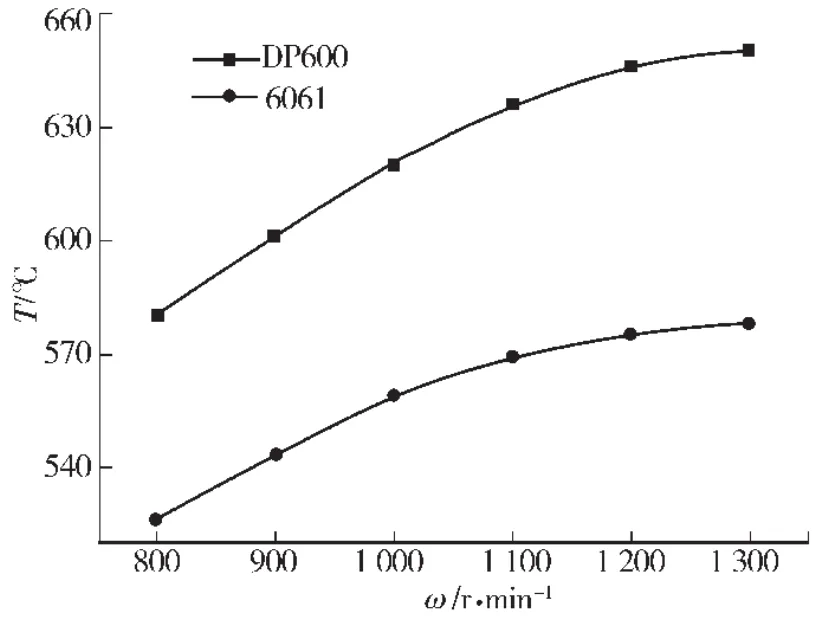
圖7 DP600和6061的峰值溫度隨轉速的變化Fig.7Peak temperature of DP600 and 6061 changes with the rotation speed
無匙孔攪拌摩擦點焊焊接熔點相差較大的異種金屬時,在保證熔點較低的金屬不熔化的前提下,為了使熔點較高的金屬具有更好的塑性流動性,提高攪拌頭的攪拌效果和焊點的成形效果,應最大程度地提高熔點較高材料的焊接溫度,即提高攪拌頭的轉速。由前述分析可知,當攪拌頭轉速大于1 200 r/min時,轉速對焊接溫度的影響已為次要因素;另外,考慮到攪拌頭的旋轉速度太大又易造成飛邊和減薄量等缺陷,因此無匙孔攪拌摩擦點焊焊接DP600/6061時,攪拌頭轉速宜選為ω=1 200 r/min。
4 模擬結果與實測結果對比
對無匙孔攪拌摩擦點焊焊接過程中接頭上的各特征點進行熱循環曲線測量實驗。實驗用鎳鉻—鎳硅K型熱電偶分別測量不同特征點處溫度隨時間的變化情況。試驗時從焊件底部鉆直徑為1.5 mm的小孔,先將熱電偶一端用電容焊偶儀焊至待測小孔中及DP600上表面,再用樹脂膠將小孔填滿壓實;另一端接至midi LOGGER GL220十通道溫度記錄儀。焊接時,記錄儀記錄測量點在不同轉速下的時間—溫度曲線。同時比較DP600和6061上表面在不同轉速、不同特征點的模擬結果與實測數據,如表5所示,其中x表示該特征點距離焊點中心的位置。由表5可知,模擬結果與實測數據基本相符,表明所建立熱源模型的精準度較高,從而驗證了采用ANSYS軟件對DP600/6061無匙孔攪拌摩擦點焊溫度場計算方法的合理性。
5 結論
(1)通過數值模擬和實際測量無匙孔攪拌摩擦點焊過程中不同特征點的溫度,發現隨著點焊過程的進行,高溫區域逐漸擴大,但最高溫度一直處于DP600上表面軸肩2/3處。

表5 不同轉速下模擬與實測的最高溫度對比Table 5Contrast of maximum temperature of simulated and measured under different rotation speed ℃
(2)通過模擬DP600/6061無匙孔攪拌摩擦點焊溫度場的數值,發現隨著攪拌頭旋轉速度的升高,DP600和6061各自的峰值溫度都有所提高,DP600峰值溫度的上升幅度要高于6061峰值溫度的上升幅度。但當攪拌頭轉速大于1200r/min時,攪拌頭轉速對溫度場的影響作用減緩。
(3)分析無匙孔攪拌摩擦點焊的溫度場分布發現,該方法在焊接異種金屬時,通過合理的控制焊接參數,既能保證熔點較低的金屬不熔化,又能使熔點較高的金屬有較好的塑性流動性,從而有效減少焊接過程中缺陷的形成。
(4)對比不同攪拌頭轉速下無匙孔攪拌摩擦點焊過程中的模擬數據與實驗結果,發現基本吻合,表明所建立熱源模型的精準度較高,從而驗證了無匙孔攪拌摩擦點焊溫度場計算方法的合理性。
[1]Buffa G,Fratini L,Piacentini M.On the influence of tool path in friction stir spot welding of aluminum alloys[J].Journal of Materials Processing Technology,2008,208(1/3):309-317.
[2]王希靖,趙鋼,張忠科,等.鎂-鋼異種金屬無匙孔攪拌摩擦點焊工藝的研究[J].熱加工工藝,2012(17):153-155.
[3]Hassanifard S,Ahmadi S R.Weld arrangement effect on the fatigue behavior of multi friction stir spot welded joints [J].Materials and Design,2013(44):291-302.
[4]Hassanifard S,Mohammadpour M,Rashid H A.A novel method for improving fatigue life of friction stir spot using localized plasticity[J].Materials and Design,2014(53):962-971.
[5]Pirizadeh M,Azdast T,Ahmadi S R.Friction stir welding of thermoplastics using a newly designed tool[J].Materials and Design,2014(54):342-347.
[6]黃璞,楊善文,王炯,等.CLAM鋼攪拌摩擦焊溫度場有限元分析[J].精密成形工程,2013,5(3):35-39.
[7]姜淑鳳.7075鋁合金攪拌摩擦焊溫度場及應力場的數值模[J].鑄造技術,2013,34(10):1356-1359.
[8]萬昕.鋁/鎂異種金屬攪拌摩擦焊搭接溫度場的研究[D].遼寧:大連交通大學,2012.
[9]Gould J E,Feng Z L.A heat flow model for friction stir welding of aluminum alloys[J].Journal of Materials Processing &Manufacturing Science,1998,7(2):185-194.
[10]Jabbari M.Elucidating of rotation speed in friction stir welding of pure copper:Thermal modeling[J].Computational Materials Science,2014(81):296-302.
[11]王大勇,馮吉才,王攀峰.攪拌摩擦焊接熱輸入數值模型[J].焊接學報,2005,26(3):25-28,32.
[12]Song M,Kovacevic R.Thermal modeling of friction stir welding in a moving coordinate system and its validation[J]. International Journal of Machine Tools and Manufacture,2003,43(6):605-615.
[13]CHAO Y J,QI X.Heat Transfer and Thermo-Mechanical Analysis of Friction Stir Joining of AA6061-T6 Plates[A]. 1st International Symposium on Friction Stir Welding[C]. California:Thousand Oaks,1999:14-16.
[14]CHAO Y J,LIU S.Temperature,Force and Power in Friction Stir[C].Ohio:Advanced Materials&Process,2003:9-12.
[15]杜巖峰,白景彬,田志杰,等.2219鋁合金攪拌摩擦焊溫度場的三維實體耦合數值模擬[J].焊接學報,2014,35(8):57-60.
[16]張紅松,胡仁喜,康士廷,等.ANSYS 12.0有限元分析從入門到精通[M].北京:機械工業出版社,2010.
[17]Samrand Rash Ahmadi,Soran Hassanifard,Masoud Mohammad Pour.Fatigue life prediction of friction stir spot welds based on cyclic strain range with hardness distribution and finite element analysis[J].Acta Mechanica,2012,223(4):829-839.
[18]張志函,李文亞.攪拌工具與墊板對攪拌摩擦焊溫度場影響的數值分析[J].航空制造技術,2013(4):62-64.
Temperature field simulation of DP600/6061 with non-keyhole friction stir spot welding
WANG Xijing,XU Youwei,LIU Yong,YU Zhiyong
(State Key Laboratory of Gansu Advanced Nonferrous Metal Materials,Lanzhou University of Technology,Lanzhou 730050,China)
Based on the characteristics of non-keyhole friction stir spot welding process,a simplified heat input numerical model is established to simulate the transient temperature distribution and the thermal cycle curve of each feature point of 1 mm DP600 galvanized steel and 3 mm 6061 aluminum alloy by using the finite element analysis software ANSYS.Comparing the temperature of simulation and actual measurement,find the highest temperature appearing on the field of 2/3 of stirring head;comparing the distribution of temperature with different rotation speed,get the law of it.And then testify the correctness of the heat input models and the simulation methods,to provide scientific method to decide how to select craft parameters.
temperature field;finite element simulation;non-keyhole friction stir spot welding
TG402
A
1001-2303(2017)01-0096-05
10.7512/j.issn.1001-2303.2017.01.18
獻
王希靖,許有偉,劉勇,等.DP600/6061無匙孔攪拌摩擦點焊溫度場研究[J].電焊機,2017,47(1):96-100.
2015-11-03;
2016-11-28
國家自然科學基金項目(51265030)
王希靖(1956—),男,甘肅蘭州人,教授,主要從事焊接設備及其自動化、攪拌摩擦焊技術及焊接質量控制方面的研究工作。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
