汽車發動機凸輪軸制造關鍵技術
2017-03-10 21:40:48王斌周黎明毛勝男
汽車科技 2017年1期
王斌++周黎明++毛勝男
摘 要:隨著汽車發動機技術的發展,凸輪軸的結構從整體式到組合式呈現了多元化的局面。本文重點研究了汽車發動機整體式、組合式凸輪軸多種制造工藝的關鍵技術,對汽車發動機凸輪軸的制造有很好的借鑒作用。
關鍵詞:整體式;組合式;關鍵技術
中圖分類號:TK416+.1 文獻標識碼:A 文章編號:1005-2550(2017)01-0060-05
Key Technology of Engine Camshaft Manufacturing
WANG Bin1, ZHOU Li-ming1, MAO Sheng-nan2
( 1.Dongfeng Motor Corporation Technical Center, Wuhan430058, China; 2. Dongfeng Peugeot Citroen Automobile Company LTD, Wuhan430058, China )
Abstract: With the development of automobile engine technology, A variety of structural forms have appeared in the cam shaft. This paper focuses on the key technologies of the automobile engine integrated and combined cam shaft, which is a good reference for the manufacture of the automobile engine camshaft.
王 斌
畢業于西南交通大學,本科學歷;現任東風汽車公司技術中心工程師;主要研究方向:汽車發動機零件制造技術。
凸輪軸是發動機5C件之一,是配氣系統關鍵零件,作為發動機三大摩擦副零件之一,要求其具有一定的強度和韌性,且凸輪表面有良好的耐磨和抗沖擊性能。隨著發動機技術的不斷革新以及汽車排放法規的逐漸嚴格,凸輪軸的結構形式、制造工藝也在不斷創新與豐富,呈現了多元化的局面,按凸輪軸結構形式,可分為整體式和組合式,對其制造關鍵技術下文將依次進行闡述。
一、整體式凸輪軸
整體式凸輪軸在汽油機上主要使用的是鑄鐵凸輪軸,如圖1,鑄鐵凸輪軸按硬化工藝進行分類,當前存在三種形式:1、冷激;2、球鐵淬硬;3、氬弧重熔硬化。前兩種工藝形式占據了國內鑄鐵凸輪軸市場的絕大數份額,也是我們研究的重點。
1 冷激鑄鐵凸輪軸
冷激鑄鐵凸輪軸是目前在汽油機上應用最廣泛的工藝形式,市場占有率約占7成,具有工藝成熟、成本低、耐磨等優點,同種結構凸輪軸,冷激鑄鐵凸輪軸成本是最低的。這也是國內多數主機廠選擇該工藝凸輪軸的最主要原因。冷激鑄鐵凸輪軸的關鍵技術有2方面:冷激鑄造、凸輪磨削。
1.1 冷激鑄造技術
通過使用冷鐵,使凸輪鑄件各部位冷卻速度不同,得到不同的金相組織,冷激面可得到硬化耐磨的白口層(即萊氏體,圖2),非冷激部位得到一定強度和韌性的灰口層(珠光體+石墨),兩者之間為麻口層(珠光體+石墨+滲碳體)。
1)材料成分
冷激凸輪軸采用材料一般為合金灰鑄鐵,成分包含C、Si、Mn、P、S、Cr、Ni、Mo、Cu,成分及用量是獲得理想基體組織和優良使用性能的重要保障。合金用量目前無行業標準,需根據自身研究與經驗自行配比。
C一般在3.2~3.7%,Si一般在1.6~2.4%,碳量增加,能夠減小白口深度、增大白口層硬度,但碳量過高,容易造成組織疏松。當碳量處于一般規定范圍時,通過硅量降低冷激白口深度和縮短麻口深度。
Mn一般為0.6~0.9%,S一般為<0.15%,Mn和S是碳化物的穩定劑,超過一定濃度會使白口層發脆,含量需要嚴控。
P一般為<0.15%,P能降低白口硬度,并產生白口碎裂傾向,要嚴格控制含量。Cr和Mo都有增加白口層深度的作用,但Cr能使組織變粗,Mo能細化晶粒,所以Cr和Mo一般配合使用。Ni和Cu起緩和劑作用,對白口深度和硬度作用較小,但對基體有一定的細化晶粒和提高強度作用。
某汽車公司冷激凸輪軸采用的合金用量為:
C:3.2%~3.5%,Si:1.8%~2.2%,
Mn:0.6%~0.9%,P≤0.1%,S≤0.1%,
Cr:0.4%~0.6%, Mo:0.2%~0.4%,
Ni:0.2%~0.4%,Cu:0.7%~1.0%。
2)鑄造工藝參數
試驗表明,鐵液溫度越高,澆注溫度越高,白口深度越大;一般要求鐵液溫度>1500℃,澆注溫度控制在1400~1420℃,某汽車公司產品采用的鐵液溫度為1520℃。
3)冷鐵
冷鐵形狀一般呈馬鞍型,夾角一般小于圖紙凸輪主升程段夾角,寬度一般略大于凸輪厚度1.5~2mm,高度一般在25~30mm。冷鐵的安放工藝應便捷并有定位裝置,保證固定。
1.2 凸輪磨削技術
凸輪磨削的精度直接影響發動機性能參數、機械損耗和排放,存在下列工藝難點:
①加工精度要求高,某汽車公司產品凸輪的尺寸精度要求為:主升程段精度為±0.03mm,緩沖段和基圓段精度為±0.015mm,粗糙度為Ra0.4。尺寸精度、粗糙度都通過磨削實現,要求非常高;
②凸輪輪廓復雜,各磨削點移動速度、線速度差異非常大,特別是現在帶有凹輪廓的凸輪,對磨削工藝提出了很大要求;
③凸輪各段硬度不同,主升程段最高,緩沖段其次,基圓最低,給磨削帶來了一定難度;
④軸類件磨削會產生彎曲變形,加工工藝性差;
⑤磨削易發生燒傷,產生裂紋,特別是主升程段,其磨削速度高,溫度高,凸輪硬度高,且凸輪形狀導致冷卻液不易進入磨削區域,因此容易產生磨削燒傷,表面探傷可發現細微裂紋,這是凸輪軸絕對不允許的。
目前凸輪磨削均采用先進的高速強力磨削工藝,其區別于傳統的外圓磨削,擁有非常高的切削速度、高硬度的CBN砂輪以及專用的伺服控制系統機床。磨削工藝參數及程序編制是保證加工質量的關鍵,凸輪磨削工藝參數包括磨削速度、進給速度、切削深度。
①磨削速度確定一般采用10區轉速法:基圓作為1區,升程段均分為9個區,一共10個區,基圓段角速度設為W1,2~10區轉速依次設為Wn=W1×i,n=2~10,i=0.1~1.5,從而達到各區恒線速磨削的目的,降程段同理。各轉速區轉變時,速度均勻過渡,不發生速度突變。
②切削深度一般設置為2~5mm;凸輪磨削一般無進給,進給速度為0。
在工藝參數確定后進行程序編制,編制完成后首先需要進行計算機切削模擬,校核合格后方可在機床上正式加工。當然,除了工藝參數和程序編制的工作,凸輪在實際磨削過程中還會產生較多細節問題,這些問題的解決或避免需要大量實踐經驗。
2 球鐵淬硬凸輪軸
球鐵淬硬凸輪軸主要應用于大功率汽油機上,其抗接觸疲勞能力優于冷激凸輪軸較多,所以當接觸應力較大時會選擇采用球鐵淬硬凸輪軸,其凸輪硬化是通過在加工過程中對凸輪進行淬火實現,所以其關鍵技術包括:凸輪淬火、凸輪磨削。凸輪磨削與冷激凸輪軸較類似,不再贅述。
2.1 凸輪淬火技術
通過對球鐵凸輪軸毛坯進行表面高或中頻淬火、回火,使得凸輪表面獲得回火馬氏體加少量碳化物等組成的硬化耐磨層。
目前淬火方式應用較多的是高頻感應淬火,技術關鍵點在于:感應器的設計。通過試驗可以發現凸輪主升程段和基圓段是易過熱區,緩沖段是難加熱區,為使凸輪在加熱過程中各部位均勻一致,不同區域則必須采用不同的間隙,因此加熱感應器的形狀設計就尤為重要,其決定了凸輪熱后硬度的均勻性和硬化層分布。
二、組合式凸輪軸
組合式凸輪軸是將芯軸、凸輪等若干部件分開制造,再裝配成一體。較傳統整體式凸輪軸,組合式凸輪軸具有輕量化、材料利用合理、成本更低(后期可達成)的優勢,組合式凸輪軸是按凸輪片與軸體裝配工藝進行分類,目前國內主流裝配工藝有:1、鋼球脹緊式;2、滾花式。
3 鋼球脹緊式凸輪軸
使帶有一定過盈量的鋼球通過中空軸體,在鋼球的擠壓作用下軸體發生擴徑塑性變形,凸輪發生彈性變形,鋼球通過后軸體與凸輪間產生壓應力,實現承載扭矩,稱為鋼球脹緊式凸輪軸,其制造關鍵技術包含:凸輪片加工、鋼球脹緊技術。
3.1 凸輪片加工
不同于整體式凸輪軸,組合式凸輪軸采用分體加工,凸輪片作為一個單體零件工藝流程為:①坯體的成型加工;②表面的硬化;③內孔的加工。凸輪輪廓的磨削加工是在凸輪套裝上軸體并實行脹緊后進行,工藝與整體式較類似,不再贅述。
①坯體的成型加工;凸輪材料目前常用的是粉末冶金料、Gr15和20Cr等,對應的制造工藝分別是粉末冶金和精鍛,如表1:
②表面硬化;一般采用淬火工藝,其工藝難點在于除了要控制凸輪表面硬度和硬化層深度外,還要求凸輪內孔表面不產生硬化層,這是基于凸輪內孔需要良好切削性和脹緊需要產生彈性變形的要求。某汽車公司產品采用的是高頻內冷淬火工藝,在淬火過程中對內孔表面不斷實施冷卻,同時工件不斷旋轉,保證淬火層厚度均勻,如圖5,6。
③內孔加工;內孔尺寸是保證裝配工藝性和脹緊后抗扭效果的重要一環,孔徑尺寸一般要求為IT7,通過鏜削工藝可保證。
3.2 鋼球脹緊技術
鋼球脹緊技術是保證凸輪抗扭扭矩達成設計要求的核心技術,其關鍵點在于:確定脹緊鋼球的大小以及相對應的塑性變形大小,一般確定過程如下:
①通過有限元分析確定鋼球大小及塑性變形量;
②通過大量工藝試驗,修正脹緊鋼球的大小,并確定脹緊壓力值。根據計算值,通常會進行50組鋼球-凸輪片的極限扭矩試驗驗證,確定最優方案,同時得到對應的鋼球通過鋼管壓力值的上下限,以指導后續生產安排與監測。
③總成裝配脹緊完成后進行靜態扭矩與動態扭矩的試驗檢測。
我們通過試驗驗證,目前鋼球脹緊技術凸輪軸氣門凸輪的最大靜態扭矩能達到150N·m,油泵凸輪能達到1000N·m。
某汽車公司產品裝配工藝流程如下:1、打點進行預裝配凸輪片(圖7);2、鋼球通過鋼管(圖8);3、脹緊完成(圖9)。
4 滾花式凸輪軸
滾花式凸輪軸就是凸輪與軸體采用滾花連接,用滾花刀依次在中空軸體上滾擠出齒尖與軸線平行或垂直的三角形齒,然后在常溫下依次將內圓為圓形或多邊形的凸輪片壓入軸體中,并保證位置和角度。類似的,其關鍵技術包含:凸輪片加工、滾花連接技術。
4.1 凸輪片加工
結構方面,滾花式的凸輪與脹緊式基本一致,不同點在于凸輪內腔除了可制成圓形外也可制成多邊形。多邊形結構優點是當軸體滾花不均勻或圓度有偏差時,仍能很好地裝配,保證尺寸精度,缺點是由于咬合面積小于圓形,其抗扭連接強度低。某汽車公司產品目前采用矩形槽形式,槽數一般設置為均步24個,槽深0.1~0.2mm。
工藝方面,滾花式凸輪由于在咬合過程中需要發生塑性變形,所以硬度不能太高,常用材料為粉末冶金和碳素鋼,盡量少使用高碳鋼,成型、硬化、機加工工藝與脹緊式基本一致。矩形槽內孔是在表面硬化處理后對直接對內腔進行拉削加工。
4.2 滾花連接技術
滾花連接技術原理在于軸體三角形齒滾擠過程中產生冷作硬化,齒硬度高于凸輪,壓入過程中凸輪片內壁發生塑性變形,三角形齒與凸輪相互咬合,達到牢固連接實現抗扭的目的。
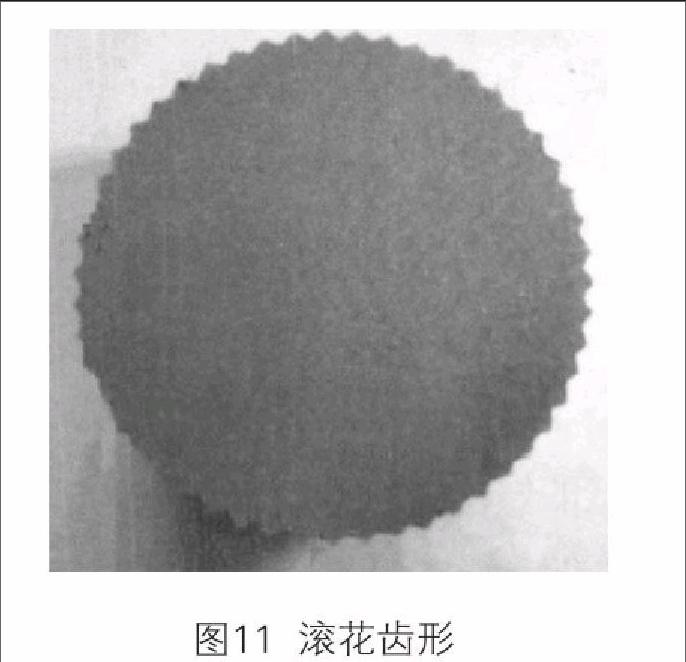
滾花連接技術關鍵在于滾花的加工,如圖11,注意點如下:
①三角齒形夾角和齒高是滾花連接工藝性和強度的關鍵,齒形夾角多大,齒咬入凸輪片就相對困難,夾角過小,則齒厚較薄,容易折斷;齒高過高,則壓裝力較大,齒高過小,則抗扭能力小。所以滾花三角齒形的角度和高度必須根據凸輪材料進行多次工藝試驗,以確定最優方案。
②滾花齒必須加工成平直,并保證與軸線平行度要求,齒形如果不平行于軸線,則在壓裝過程中凸輪片會順著齒形方向發生偏轉,從而凸輪片的相位角度發生偏轉,氣門開啟相位發生變化,對發動機性能產生惡劣影響。
我們通過試驗驗證,目前滾花連接技術凸輪軸氣門凸輪的最大靜態扭矩能達到450N·m。
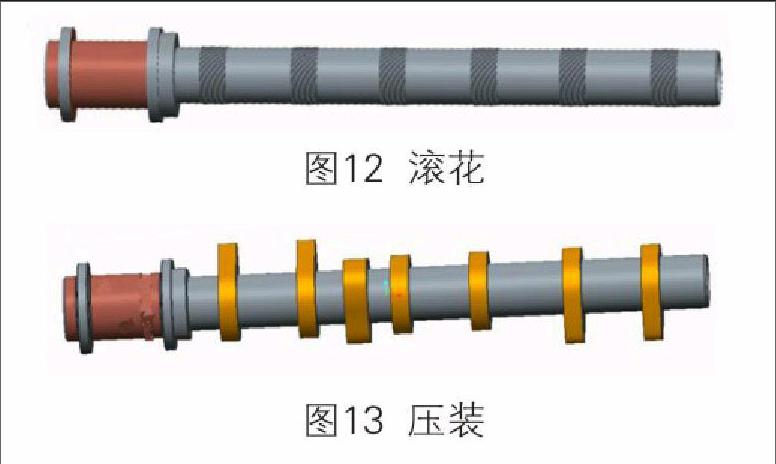
某汽車公司產品目前采用的滾花加工工藝是:①上端夾持軸體,下端頂尖定位;②芯軸不動,單花鍵圓柱滾刀圍繞芯軸旋轉加工;③依次加工完軸體上所有滾花位置。
凸輪的裝配工藝是:①凸輪片內孔拉矩形槽;②滾花刀依次在中空軸體上滾擠出軸向三角形齒;③自動壓裝機上進行裝配。
5 結語
凸輪軸的生產制造是項專業技術,它的發展也是中國自主汽車發動機發展的一個縮影,從最初的一無所知到逐步掌握整體式凸輪軸制造技術,再到目前都在研究甚至部分中國企業已掌握組合式凸輪軸制造技術,這些技術的積累是在大量的實踐中總結得來的,是民族制造業寶貴的結晶。
參考文獻:
[1]成都汽車配件總廠.QC/T 544-2000汽車發動機凸輪軸技術條件 [S].中華人民共和國汽車行業標準,2001.
[2]趙書城.冷激鑄鐵凸輪軸鑄造技術[J].中國鑄造裝備與技術,2001(3):3-6.
[3]張弛,楊慎華.裝配式凸輪軸滾花連接機理及連接強度研究[J].塑性工程學報,2005,12(1):90-92.
[4]張弛,徐沛娟,李月英,等.滾花裝配式凸輪軸關鍵技術研究[J].新技術新工藝,2009,7:61-64.
[5]黃竹學,李長河,蔡光起.超高速磨削技術及其在汽車零部件加工中的應用[J].汽車工藝與材料,2007,7:46-48.
