經編氨綸不倒絨織物生產工藝
2017-03-10 19:40:48胡瑜繆旭紅熊友根黃凱
紡織導報 2017年2期
胡瑜+繆旭紅+熊友根+黃凱
摘要:本文以滌綸、錦綸和氨綸為主要原料,在三梳高速特里科經編機上進行經編氨綸不倒絨織物的編織,闡述了其整經工藝和編織工藝,并總結了后整理工藝流程及主要工藝參數和要點,包括剪毛、預定形、染色、軋柔和成品定形工藝等,為該類產品的實際生產提供了一定的參考意見。
關鍵詞:經編;不倒絨;經編工藝;后整理工藝
中圖分類號:TS186.1 文獻標志碼:B
The Production Technology of Warp-knitted Spandex Velvet
Abstract: Warp-knitted spandex velvet usually uses polyester, nylon and spandex fibers as the main raw materials. The velvet was knitted on high-speed Tricot knitting machine with three bars. The warping and knitting technologies were described. Then the finishing process and key process parameters and technological points were summarized, including shearing, presetting, dyeing, softening and finished setting, which is of certain reference for the production of such products.
Key words: warp knitting; velvet; warp knitting technology; finishing technology
經編氨綸不倒絨產品是當前流行的經編絨類產品之一。目前該類織物一般在E28或E32的三梳或四梳高速特里科經編機上編織,利用前梳做較長的針背墊紗運動,以及氨綸的回復性,使形成的長延展線凸起在織物表面,形成類似毛圈織物的狀態,之后利用剪毛機將長延展線剪斷,從而形成直立于表面的絨毛。不倒絨的常用原料有滌氨或滌錦氨 2 種組合。滌氨類常常為單色產品,通過刷花、壓花等方式形成花紋;而滌錦氨類,因為滌綸和錦綸染色性能以及耐酸堿性的差異,常生產雙色爛花產品。經編不倒絨織物具有絨毛豐滿、直立,彈性和延伸性好的特點,適合做服裝面料。但經編不倒絨產品為剪絨面料,且帶有氨綸,在生產工藝的把握上有一定的難度,容易產生織造橫條、縱條以及織物水洗縮率、熨燙縮率大的問題。因此本文就經編滌錦氨類不倒絨產品的生產工藝進行探討,為生產此類產品提供參考。
1 原料選擇
經編氨綸不倒絨產品常在三梳特里科經編機上生產,前梳常采用55.5 dtex/36 f或83.3 dtex/36 f大有光或三角大有光滌綸全牽伸絲。大有光滌綸和三角大有光滌綸長絲光澤亮麗、模量高,織成的不倒絨織物具有良好的閃光性、懸垂性和不易起皺的特點,產品檔次高,能給人眼前一亮的感覺。中梳常采用44.4 dtex/12 f錦綸,錦綸耐堿不耐酸,與滌綸的耐酸堿性相反。不倒絨織物如若進行爛花,需采用正面爛花技術,為了防止底布被爛掉,需采用與面絲耐酸堿性相反的纖維,而錦綸恰恰合適。因此用錦綸作為中梳,可以對不倒絨織物用堿性漿料進行爛花,將前梳的滌綸部分爛掉,從而形成豐富的花紋。此外,錦綸和滌綸的染色性能也有很大的差異,因此可采用不同的染料對滌綸和錦綸分別進行染色,從而形成雙色效果,提高產品的時尚性。底絲采用44.4 dtex氨綸,氨綸含量在7% ~ 8.6%之間。氨綸的加入提高了產品的彈性和檔次,但因為采用了 3 種不同性能的紗線進行編織,這也給后續的染整工藝帶來了難度。
2 編織工藝
2.1 整經工藝
由于 3 種紗線的性能不同,因此其整經工藝需要分別控制。經編中80%的疵點源于整經不佳,因此控制好整經參數至關重要,其中整經張力和整經速度是 2 個保證盤頭質量的關鍵參數。整經張力要保持均勻一致,且松緊適宜,過松則盤頭松軟,不利于織造;過緊,整經時紗線易斷頭,影響坯布質量和生產效率。整經張力的大小需要根據原料的品種以及其線密度進行合理選擇。大有光滌綸全牽伸絲由于不含有TiO2,所以紗線強力相比半光絲和全消光絲要低,所以整經張力一般要偏小控制,55.5 dtex大有光滌綸和三角大有光滌綸的整經張力一般為10 ~ 12 cN。錦綸的初始模量小,其張力也要偏小控制,44.4 dtex的錦綸整經張力一般為 8 ~ 10 cN。
整經速度的快慢會間接影響整經張力的大小,整經速度越快,對紗線的損傷也越大。由于大有光滌綸強力低且靜電大,所以整經速度一般控制在550 ~ 600 m/min之間;最后一檔絲時,需將整經速度減小到450 m/min,這是因為最后一檔絲時靜電嚴重,整經速度過快會導致斷紗頻繁,影響后續的織造。錦綸的整經速度在500 m/ min左右。由于氨綸優良的彈性,在整經時還需額外設置牽伸率;氨綸整經時,牽伸率一般設置為70%,速度為200 m/min。實際生產中,需要根據實際的溫濕度對整經工藝進行合理的調整。
整經中頭紋數的計算,主要根據織物的橫密w(1 cm內的線圈縱行數)以及最終的幅寬l來計算得到。一個盤頭頭紋數n的計算如式(1) 所示,其中,p為織造一幅布所需要的盤頭數。
實際生產中,因為氨綸的存在,坯布極易卷邊。為了減少卷邊現象,常在布邊對氨綸梳進行空穿,如 3 穿 1空、4 穿 1 空等設置 8 ~ 12組。
2.2 織造工藝
在上機織造時,需要控制好經紗張力、送經量、機速、牽拉密度以及卷取密度的大小。經紗張力主要通過送經量、張力桿和牽拉密度來控制,可以先調整送經量,使成圈區域中的紗線張力均勻,再根據布面松緊情況設定牽拉密度。氨綸不倒絨的組織如下:GB1的組織根據毛高進行選擇,如 1 mm的毛高用1-0/4-5//、1.5 mm毛高用1-0/5-6//等,GB2的常用組織為1-0/1-2//,GB3的常用組織為1-2/1-0//。GB1和GB2的組織為同向墊紗。GB2的送經量一般設置為1 275 ~ 1 350 mm/rack,GB3的送經量可設置為700 ~ 760 mm/rack。牽拉密度一般設置在17.3 ~ 19.2橫列/cm之間。
在含氨綸的織物編織過程中,還需調整好牽拉卷取比,即卷取密度除以牽拉密度,牽拉卷取比的大小會直接影響下機橫密及門幅。氨綸不倒絨的牽拉卷取比一般控制在93%左右。牽拉卷取比越小,坯布的拉伸越大,則下機門幅越小,橫密越大;反之,牽拉卷取比越接近于 1,則下機門幅越大,橫密越小。牽拉卷取比的控制需要保證一個原則,即坯布在卷取過程中,門幅基本保持不變,且坯布的彈性適當,不能過緊或過松。坯布的下機門幅一般控制在130 ~ 145 cm之間,下機橫密在17 ~20縱行/cm之間。
3 染整工藝及要點
3.1 工藝流程
經編氨綸不倒絨產品的染整工藝流程為翻布→縫頭→剪毛→預定形→染色→軋柔→脫水→成品定形→質檢。另外,可通過刷花、爛花、印花等后整理方式來豐富不倒絨織物的花型。其中,影響織物效果的最主要環節有剪毛、預定形、染色、軋柔和成品定形。
3.2 剪毛工藝
剪毛工序一般安排在預定形前,這是因為預定形后剪毛,雖然可以減少布面的折皺,但是因為布面被拉伸,凸起的延展線高度降低,會增加剪毛難度;安排在剪毛后,凸起的延展線高度高,排列密實,容易被剪到,但是要控制好坯布的平整度,減少因為剪毛不齊而造成的豎條印。
剪毛時可采用 3 臺剪毛機進行連續性剪毛,導布速度控制在9.5 ~ 12 m/min。不同前梳延展線長度下,剪毛前后坯布匹重差異如表 1 所示,不同延展線長度下分別選取20匹布進行測試,取20匹布重量的平均值。從表 1可以看到,隨著毛高的增加,剪毛后的重量損失不斷增加。在實際生產中,要控制好剪毛損耗,使織物能達到最終的克重以及毛高要求。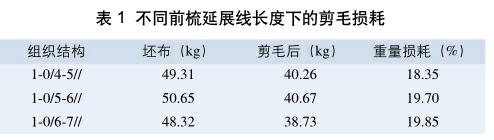
3.3 預定形工藝
預定形可以消除織物上的折皺、卷邊,使布面平整,并可以控制織物幅寬,防止坯布因氨綸收縮不勻而在染色過程中產生色花。氨綸不倒絨的預定形工藝一般為:溫度180 ℃,門幅155 cm,風量1 100 r/min,車速25 m/min,預定形之前面料部分卷邊,采用反面定形,用三指展布,中途不可停機,定形機前面不給張力,松散定形。
3.4 染色工藝
滌錦氨類不倒絨織物由于含有 3 種不同染色性能的紗線,所以一般先在高溫高壓溢流染色機中用分散染料對滌綸進行染色,然后用酸性染料對錦綸進行染色。染滌綸的溫度一般控制在130 ℃,錦綸的染色溫度為95℃,保溫時間為30 min。此外,需控制好染色時的升降溫速度,不能過快或過慢,升溫過快,則易產生色花;降溫過慢,則織物手感會變差。
3.5 軋柔工藝
軋柔工序能改善織物手感,使絨面柔軟、滑爽。軋柔助劑包括柔軟劑、平滑劑和膨松劑 3 種,用量分別是30、15和20 g/L。采用一次死毛的方式軋柔,軋柔時,放松壓力,速度控制在15 m/min。
3.6 成品定形工藝
成品定形可以消除織物的內應力,使織物尺寸穩定,布面光滑、平整,防止織物收縮。成品定形工藝參數為:門幅167 cm,溫度170 ℃,布速25 m/min,超喂量5%,風機轉速800 r/min。
4 結語
經編氨綸不倒絨織物相比普通拉毛織物,工藝流程短,成本低,絨毛更加力挺,光澤感強,手感柔軟,且富有彈性,再配以爛花、刷花、印花等工藝,是制作高級時裝、緊身服裝和家紡用的上乘面料。實際生產過程中,由于采用 3 種不同原料編織,因此需根據不同原料的特性,控制好生產工藝,防止織物產生橫條、豎條以及門幅縮率問題。
參考文獻
[1] 陳振洲,郁振琴.利用長延展線形成經編彈力絲絨織物的設計[J].針織工業,1998(4):9-12,3.
[2] 王蕾,夏風林.經編無光絨織物生產工藝[J].針織工業,2010(3):16-17,73.
[3] 王楠,繆旭紅,徐巧,等.滌氨經編彈力織物生產工藝探討[J].上海紡織科技,2015,43(5):8-10,28.
[4] 王超.滌綸經編絨類系列產品染整工藝設計及應用[J].針織工業,2013(2):39-44.
[5] 王超.滌綸經編天鵝絨產品開發及工藝探討[A].中國紡織工程學會.“聯勝杯”第8屆全國染色學術研討會論文集[C].北京:中國紡織工程學會,2013:335-336.
[6] 韓玉梅,繆旭紅,黃忠清.經編雙面法蘭絨生產工藝[J].針織工業,2015(6):26-28.