低品味海泡石在毛巾印花糊料中的應(yīng)用
2017-03-10 19:53:12陳鎮(zhèn)汪南方廖祥謝彥鄧海貞
紡織導(dǎo)報 2017年2期
陳鎮(zhèn)+汪南方+廖祥+謝彥+鄧海貞
摘要:海泡石是一種非金屬粘土礦物,用途廣泛,其所具有的流變性、懸浮性、增稠性和分散性等性能,為其在印花糊料中的應(yīng)用提供了可能。本研究采用低品位海泡石與海藻酸鈉進(jìn)行復(fù)配來制備棉毛巾印花用新型糊料。研究結(jié)果表明,海泡石與海藻酸鈉復(fù)配比例在3∶7、4∶6及5∶5時均可用于毛巾織物印花,其中4∶6時印花效果最佳。新型糊料安全環(huán)保,對環(huán)境及人體無毒無害,成本低,性能穩(wěn)定。
關(guān)鍵詞:糊料;海泡石;印花;毛巾
中圖分類號:TS194.2 文獻(xiàn)標(biāo)志碼:A
Application of Low Grade of Sepiolite in Paste for Towel Printing
Abstract: Sepiolite is a kind of non-metallic clay mineral with a wide range of uses. The properties of rheology, suspension, thickening and dispersing of sepiolite make it possible to be applied in printing paste. A new printing paste was prepared with low grade sepiolite and sodium alginate through compounding. The application results showed that the new printing paste could be used in printing of towel fabric, when the compound proportion of sepiolite and sodium alginate was 3∶7, 4∶6 and 5∶5. Moreover, the printing effect would be optimal, when the proportion was 4∶6. The new paste is not only safe and environmentally friendly, non-toxic and harmless to the environment and the human body, but also stable and low-cost.
Key words: paste; sepiolite; printing; towel
純棉毛巾織物一般以 3 個系統(tǒng)紗線(毛經(jīng)、地經(jīng)和緯紗)相互交織,表面毛圈密集,織物風(fēng)格相對粗獷、厚實,印花時對花型的精細(xì)度要求不高(絲網(wǎng)目數(shù)80 ~ 110目),但對其印透性要求較高。海藻酸鈉糊是棉織物活性染料印花的首選糊料,具有色澤鮮艷、工藝簡單、色牢度好等優(yōu)點,但也存在黏度大,易出現(xiàn)沾網(wǎng)、拖帶,存放過程中易結(jié)皮、變質(zhì)及價格較高(4萬 ~ 5 萬元/t)等缺點。
海泡石是一種層鏈狀結(jié)構(gòu)的含水富鎂硅酸鹽類非金屬粘土礦物,具有安全環(huán)保等諸多優(yōu)點,同時,其強(qiáng)大的功能使其高品位礦已在醫(yī)藥、環(huán)保、國防等領(lǐng)域廣泛應(yīng)用;而低品位海泡石受關(guān)注較少,但其所特有的流變性、懸浮性、增稠性和分散性等基本性能并未改變,再考慮到其明顯的價格優(yōu)勢(低品位海泡石售價低于 1 萬元/t),為其在紡織品印花糊料中的應(yīng)用提供了可能。
1 實驗部分
1.1 材料、藥品及儀器
1.1.1 實驗材料
純棉單面割絨漂白毛巾半制品(70 × 140 cm,克重300 g/m2,益陽龍源紡織有限公司)。
海泡石粉末(純度15%,細(xì)度300目,湘潭源遠(yuǎn)海泡石科技有限公司),顏色呈淺灰色,其基本化學(xué)組成如表 1 所示。
1.1.2 實驗藥品
活性艷藍(lán)KNR(無錫市麗馬化工染料有限公司);純堿、尿素、海藻酸鈉、防染鹽S(天津科密歐化學(xué)試劑有限公司)。
1.1.3 儀器及設(shè)備
MU562A型印花實驗機(jī)(北京紡織機(jī)械器材研究所),101-2型數(shù)顯電熱鼓風(fēng)烘箱、LSD-400間歇式定形烘干小樣機(jī)(佛山市南海區(qū)宏信機(jī)械設(shè)備有限公司),YG751B預(yù)制式染色摩擦牢度儀、SW-12D耐洗色牢度試驗機(jī)(寧波紡織儀器廠),PR-HWS-28恒溫水浴鍋(上海瑞普賽斯儀器股份有限公司),XY系列精密電子天平(常州市幸運電子設(shè)備有限公司),NDJ-8S數(shù)字式黏度計(上海精天電子儀器有限公司),Datacolor 600電腦測色配色儀(Datacolor公司),JJ-1A型電動攪拌器(金壇市良友儀器有限公司),紫外-可見分光光度計(上海美譜達(dá)儀器有限公司)。
1.2 糊料制備
1.2.1 糊料配方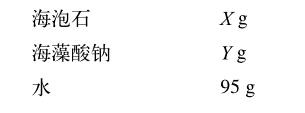
糊料中海泡石與海藻酸鈉總量濃度控制在5%(即 5 g),具體含量見表 2。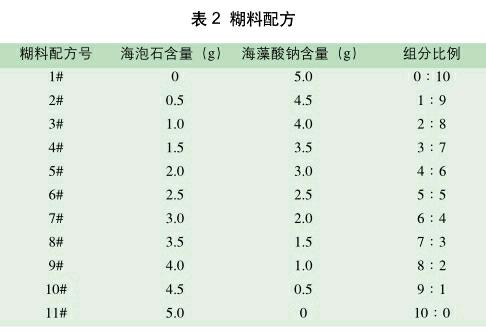
1.2.2 制糊工序
根據(jù)表 2 中的糊料配方,稱取海泡石與海藻酸鈉共5 g于250 mL燒杯中,加入60 ℃熱水加快速攪拌 5 ~ 10 min,得到新型糊料,靜置待用(調(diào)色漿及測試)。
1.3 印花工藝
1.3.1 色漿處方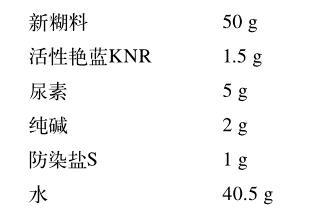
1.3.2 調(diào)漿工序
按量稱取染料、尿素、防染鹽S、純堿溶液于溫水中充分溶解,混合均勻,然后加入到新糊料中,攪拌均勻。
1.3.3 印花工藝
毛巾平鋪→壓網(wǎng)→倒?jié){→開機(jī)→印花→預(yù)烘干(80℃×3 min)→焙烘(150 ℃×3 min)→冷水洗→熱水洗→皂煮→熱水洗→冷水洗→烘干。
1.4 性能測試
1.4.1 原糊性能測試
(1)粘度
用數(shù)字粘度計測試不同配方在60 r/min轉(zhuǎn)速下的糊料粘度(Pa·s)。
(2)抱水性
取糊料10 g于在50 mL燒杯中,加入10 mL蒸餾水,攪拌均勻,然后將長l0 cm、寬 2 cm的劃有插入線標(biāo)記的定性濾紙插入糊內(nèi)(原糊與刻線一致),30 min之后量取水在濾紙上的上升高度(mm)。
(3)曳絲性
將直徑為 8 mm的玻璃棒浸在糊料液面下15 mm處,以 6 cm/s的速度向上拉出,隨棒拉出的糊絲斷開時的玻璃棒底端至糊料表面的距離(cm)。
(4)耐存儲性
將剩下的糊料(40 g)在室溫下用保鮮膜密封,于陰涼處存放 7 天,每隔 1 天測定其粘度(Pa·s)。1.4.2 色漿性能測試
(1)流變性
流變性用印花粘度指數(shù)(PVI值)來表示,在25 ℃下,用同一種轉(zhuǎn)子測定色漿在60 r/min和 6 r/min不同轉(zhuǎn)速下的粘度,二者之比,即:
(2)耐存儲性
將印花后剩余的色漿在室溫下用保鮮膜密封,于陰涼處存放 7 天,每隔 1 天測定其粘度(Pa·s)。1.4.3 印花效果測試
(1)脫糊率
式(2)中,W1為織物印花烘干后的質(zhì)量,g;W2為織物印花洗滌烘干后的質(zhì)量,g;W0為織物印花前的質(zhì)量,g。
(2)表面得色量
采用電腦測色配色儀測定毛巾織物印花絨面的K/S值。
(3)印透性
由于毛巾本身的織造及風(fēng)格的特殊性,要求印花時絨毛的根部及立絨的織底必須完全印透,不能有任何露白或白點,同時織物反面不能有任何滲色或色點。
(4)耐摩擦牢度
參考GB/T 3920 — 2008《紡織品 色牢度試驗 耐摩擦色牢度》,測定印花織物耐干、濕摩擦牢度。
(5)耐洗色牢度
參考GB/T 3921 — 2008《紡織品 色牢度試驗 耐皂洗色牢度》,測定印花織物耐洗色牢度。
(6)花紋清晰度
采用目測法評價,在由粗到細(xì)的測試花型上,若最細(xì)的線條也清晰可見,輪廓清楚,粗細(xì)均勻,評價為優(yōu);若細(xì)線條的輪廓模糊,而中等粗線條清晰可辨,評價為良;若中等粗的線條模糊,粗線條輪廓清楚,評價為中;若粗線條模糊,評價為差。
(7)手感
采用主觀評價方法,將印花毛巾在暗箱內(nèi),通過“搓、捏、摸、抓”等,評定織物的滑爽、軟糯、豐滿、彈性等手感特征,采用 5 級評級,1 級最差,5 級最好。
2 結(jié)果與討論
2.1 原糊的基本性能
根據(jù)1.2.1中的新型糊料配方設(shè)計,測得新型糊料的基本性能如表 3 所示。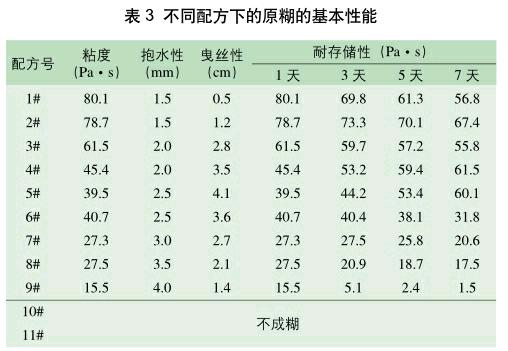
由表 3 可知,在海泡石:海藻酸鈉比例為9∶1和10∶0時不成糊,原因是糊料中海藻酸鈉含量過低(0.5%和0),而海泡石是一種無機(jī)物,單獨成糊時,最低含量需要達(dá)到30%以上。
粘度是反映糊料基本性能的重要指標(biāo),隨著海泡石含量的增大,新糊料的粘度呈明顯降低趨勢,這與海泡石及海藻酸鈉糊料本身的特性相符,而毛巾織物印花時粘度不宜過高,否則無法印透織物,因此,只要能成糊均可考慮進(jìn)行制漿應(yīng)用。
抱水性是指糊料對水分的抱合能力,間接反映了糊料的膨潤性、吸水性和耐稀釋性,海泡石含量越多,濾紙液面上升高度值越大,說明糊料的抱水性越差,在實際印花中抱水性太差,一方面難以調(diào)漿,另一方面易造成染料向纖維內(nèi)部擴(kuò)散,造成滲化嚴(yán)重。
曳絲性間接反映了糊料的粘彈性能,混合糊料隨海泡石比例的增大,曳絲長度先增大后減少,這也說明粘度太高或太低,均不利于曳絲性能,即在絲網(wǎng)印花時不利于色漿在輥體(或磁棒)表面的附著。
耐存儲性反映了糊料的基本穩(wěn)定性及儲水性能,4、5號配方在存放過程中,由于水分揮發(fā),含水量降低,粘度略有上升,其他配方在存儲過程中,粘度下降,其中 9 號配方下降最多,析水嚴(yán)重;而 1 號即純海藻酸鈉糊料經(jīng)過 7 天的放置后出現(xiàn)輕微結(jié)皮的現(xiàn)象。
2.2 色漿的基本性能
色漿的流變性能直接影響色漿的印花效果,PVI值則是衡量色漿流變性的重要指標(biāo),一般PVI值越小,色漿的流變性越好,適合印制精細(xì)花紋;而PVI值較大時,勻染性和印透性較好,適合毛巾等厚重類織物印花。不同配方比例下的PVI值及耐存儲性見表 4。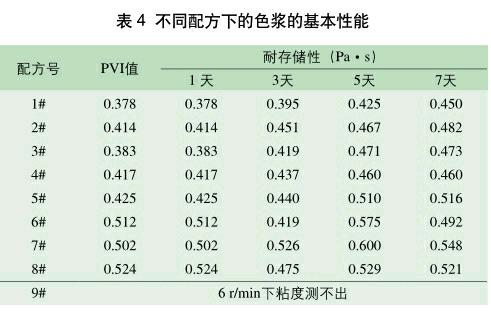
由表 4 可知,色漿的PVI值隨海泡石比例的增加逐步升高,9 號配方即海泡石∶海藻酸鈉為8∶2時,由于在制漿過程中還要加入水,因此,漿料已經(jīng)很稀,在 6 r/min下已沒有粘度讀數(shù),無法計算PVI值,不再適合印花加工,其它 2 ~ 8號配方基本穩(wěn)定,PVI值變化在可接受范圍內(nèi)。從耐存儲性上來看,1 號配方即純海藻酸鈉糊料經(jīng)過 7 天的放置后出現(xiàn)輕微結(jié)皮的現(xiàn)象,但通過快速攪拌,結(jié)皮可以溶解,重新成漿,其他漿料基本穩(wěn)定,變化不大。
2.3 印花效果
對 1 ~ 8 號配方按“1.3.3印花工序”進(jìn)行毛巾印花,測試結(jié)果如表 5 所示。
漿料在完成了印花工序后,糊料從織物上洗除,否則會對印花織物的手感產(chǎn)生很大影響。從表 5 可以看出,隨著海泡石比例的增大,脫糊率略有降低。一般認(rèn)為,脫糊率在85%以上即為合格,因此上述配方均可滿足生產(chǎn)需求,色漿中糊料易于洗除。
從表面得色量來看,隨海泡石含量的增加,K/S值增大,表面得色量增大,顏色增深,上染率提高,說明粘度越低,色漿越稀,透漿量增加,對上染纖維越有利。
4、5、6 號配方印透性良好,而 1 號配方絨毛根部未印透、露底,2、3 號配方有露底或少量白點,說明由于粘稠度太大,毛巾厚重而無法完全印透,7、8 號反面有色點甚至滲色,說明色漿粘稠度過低時,染料易滲透到毛巾的反面上去,這兩種現(xiàn)象均無法達(dá)到產(chǎn)品要求。
從摩擦牢度來看,濕摩擦基本都在 3 級以上,干摩擦基本都在 4 級以上,能達(dá)到企業(yè)生產(chǎn)的技術(shù)要求;從耐洗色牢度來看,變色均在 4 級以上,沾色牢度均在 5 級,達(dá)到企業(yè)生產(chǎn)的技術(shù)要求,這說明新型糊料在色牢度方面表現(xiàn)較好。
毛巾印花不同于梭織物或針織物,相對來說花紋要更粗獷,對花紋精細(xì)度要求相對低一些,但從本研究結(jié)果來看,3、4、5、6 號配方印花效果理想,細(xì)條紋清晰可見,輪廓清楚,粗細(xì)均勻。
對于毛巾織物來說,良好的觸感、親膚感會使印花產(chǎn)品更具競爭性,從實際觸感來看,1、2 號配方印花后毛巾絨毛部分手感略發(fā)硬,觸感稍差。隨著海泡石含量增加,手感柔軟、滑糯、豐滿而富有彈性,在實際生產(chǎn)中,還可以根據(jù)客戶要求,后柔軟整理繼續(xù)提升手感。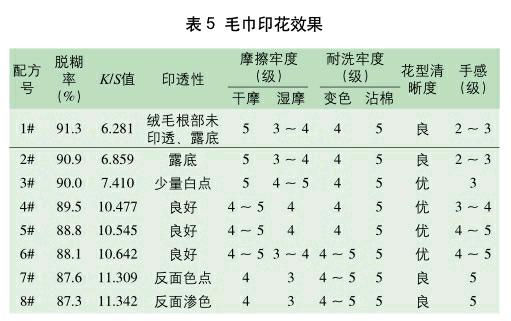

2.4 最佳配方
綜上所述,4、5、6 號配方均可用于毛巾織物印花,而且 5 號配方的應(yīng)用效果最佳,具體效果如表 6 所示。
3 結(jié)論
(1)采用低品位海泡石與海藻酸鈉進(jìn)行復(fù)配,可以制備用于純棉毛巾用的印花糊料,在海泡石∶海藻酸鈉比例為3∶7、4∶6、5∶5下(原糊濃度5%),可滿足毛巾印花要求,其中尤以4∶6時效果最佳。
(2)將低品位海泡石用于印花糊料,一方面對環(huán)境及人體無毒、無害,安全、環(huán)保,另一方面可有效降低糊料的成本,增加企業(yè)的效益。
(3)從實際操作中還發(fā)現(xiàn),采用海泡石與海藻酸鈉復(fù)配的新型糊料,可以常溫制糊,同時,減少制糊時間,提高糊料的存放穩(wěn)定性。
參考文獻(xiàn)
[1] 陳鎮(zhèn),易兵,汪南方,等. 毛巾織物的超聲波輔助酶氧前處理[J].印染,2016,42(8):24-26.
[2] 陳鎮(zhèn),易兵,汪南方,等. 毛巾織物堿氧和酶氧一浴法前處理比較[J]. 湖南工程學(xué)院學(xué)報(自科版),2014(3):60-63.
[3] 馮愈,李三梅,陳鎮(zhèn). 海藻酸鈉糊性能及對活性染料直接印花效果的影響[J]. 上海紡織科技,2015,43(10):13-16.
[4] 楊洪偉,金國標(biāo). 改性海藻酸鈉糊料的印花性能研究[J]. 現(xiàn)代紡織技術(shù),2015(2):13-16.
[5] 倪成濤,周明. 可替代海藻酸鈉的印花增稠劑FS-160[J]. 針織工業(yè),2012(11):32-33.
[6] 宋秉政,劉元軍,譚艷君. 改性海藻酸鈉的制備及其印花效果分析[J]. 染整技術(shù),2012,34(3):42-45.
[7] 張韜,賀洋. 海泡石環(huán)境吸附材料制備研究[J]. 非金屬礦,2016,39(4):46-47.
[8] 傅平豐,楊慧芬. 非金屬礦深加工[M]. 北京:科學(xué)出版社,2016.
[9] 謝治民,陳鎮(zhèn),戴友芝. 海泡石復(fù)合吸附劑研制及處理染料廢水性能研究[J]. 環(huán)境科學(xué)與技術(shù),2009,32(2):130-133.
[10] Platova R A. Evaluation of the efficiency of iron removal in the biochemical treatment of kaolin[J]. Glass and Ceramics,2015,71(11/12): 446-451.
[11] 傅平豐,楊慧芬. 非金屬礦深加工[M]. 北京:科學(xué)出版社,2016.
[12] Li X L,Wang Q P,Li H L,et al. Effect of sepiolite fiber on the structure and properties of the sepiolite/silica aerogel composite[J]. Journal of Sol-Gel Science and Technology,2013,67(3):646-653.