燃機電廠余熱鍋爐再熱器2進口聯箱管座裂紋原因分析及預防對策
2017-03-10 03:47:58廣東惠州天然氣發電有限公司李惠
電力設備管理 2017年12期
廣東惠州天然氣發電有限公司 李惠
1 設備概述
某燃機電廠一期工程建設3臺9F級燃氣-蒸汽聯合循環機組(單機容量390MW)。燃氣輪機由日本三菱重工和東方汽輪機廠聯合制造,型號為M701F型,最大負荷270MW;余熱鍋爐屬于臥式、自然循環、三壓、再熱、無補燃鍋爐。露天布置,效率不小于86.43%,設備于2006年底投入運行。
2 現場情況檢查
2.1 再熱器2進口聯箱結構
再熱器進口聯箱布置在余熱鍋爐爐底0米層,規格Ф610X30.96,材質SA-335P22,接管規格Ф273X15.09,材質SA-335P22,接管共有三組六條,每組一進一出,接管均接到爐內再熱器2受熱面模塊,結構見圖1。
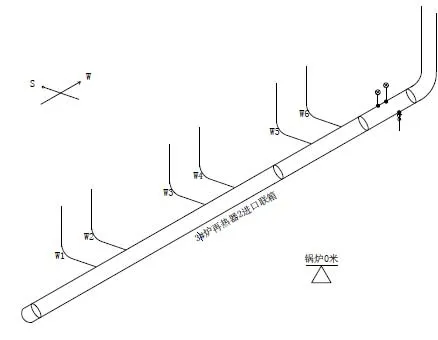
圖1 再熱器2進口聯箱示意圖
2.2 缺陷情況#2余熱鍋爐再熱器2進口聯箱在金屬檢驗中發現角焊縫出現較多的線性缺陷,經滲透探傷檢驗,可以觀察到1號連通管管座的下側中部和上惻中部都有1條裂紋顯示,如圖2、3所示;4號連通管管座的下側中部也有1條裂紋顯示,3條裂紋長度都是四分之一的圓周左右。以上3條裂紋都位于連通管管座角焊縫靠再熱器2進口聯箱一側的焊趾上,連通管管座角焊縫屬于廠家制造焊口。綜合1、2、3號爐歷次檢修期間檢查的情況,再熱器2進口聯箱管座裂紋有以下特征:
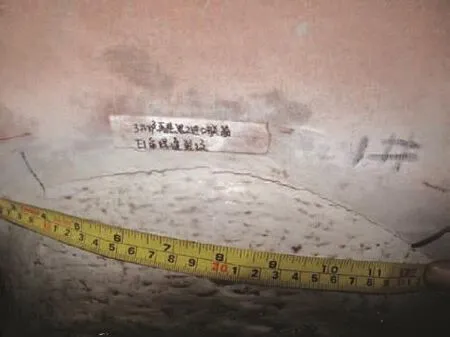
圖2 管座下側中部焊縫裂紋
1)1 、2、3號爐再熱器2進口聯箱管座均發現過裂紋,所有裂紋位置都在連通管管座角焊縫(廠家焊口)靠再熱器2進口聯箱一側的焊趾上;
2)裂紋都是在連通管管座的下側中部或(和)上惻中部出現,兩者比較,管座的下側中部出現裂紋的次數更多一些。
2.3聯箱受力情況及冷熱態膨脹量比較
再熱器2出口聯箱處于再熱器1模塊和再熱器2模塊之間,從再熱器1出來的蒸汽通過爐右側1條呈倒“U”形的大口徑管道引入到再熱器2進口聯箱,在通過6根連通管送到煙道內的模塊1下集箱在大口徑管道倒”U”形的頂部有1個恒力吊架,再熱器2出口聯箱中部有1個恒力吊架。
再熱器2出口聯箱中部恒力吊架的下方有膨脹指示器。在停爐的2號爐上,再熱器2進口聯箱的恒力吊架的膨脹指示值為0;為進行比較,觀察運行中的3號爐再熱器2進口聯箱的恒力吊架受力情況及其下方膨脹指示器的指示值,發現再熱器2聯箱的恒力吊架受力指示位置在8.5,膨脹指示器的指示值155,說明熱態運行時再熱器2出口聯箱位移較大,其支吊系統受力也較大。
3 缺陷原因分析
3.1 再熱器2進口聯箱通過6根連通管與模塊1相連。而模塊1的上下聯箱和受熱面管子靠爐頂的吊架懸吊在煙氣通道內的,模塊1處于模塊的最前方,最先與燃氣輪機出來的煙氣接觸。熱態運行時模塊1有明顯的前后擺動,由于模塊1的下聯箱通過6根連通管與再熱器2進口聯箱相連,模塊1的擺動會傳遞給6根連通管和再熱器2進口聯箱一齊振動,并產生交變的應力,在連通管與兩端聯箱之間的角焊縫等一些易形成應力集中的部位引起開裂。
3.2 機組熱態時模塊1及其上下聯箱、聯通管會向下膨脹,使的再熱器2進口聯箱位置下移,而在爐右側,引入管道也會向下膨脹,若兩側的膨脹值相差較大,則會使得再熱器2進口聯箱和連通管之間的管座角焊縫位置承受較大的應力。
3.3 材料方面:再熱器2進口聯箱和連通管材質均為SA-335P22鋼。P22鋼顯微組織為貝氏體+鐵素體,其組織穩定性及抗氧化性較好,是一種貝氏體耐熱鋼,但P22鋼也具有一定的冷裂傾向和再熱裂紋傾向,該鋼管焊接時容易產生以下問題:
1)近縫區冷裂紋。P22鋼在冷卻速度較大時,熱影響區會出現貝氏體和大量馬氏體的淬硬組織,導致缺口敏感性增加,脆化嚴重,加之氫的擴散聚集和較大應力疊加,容易引起近縫區冷裂紋。
2)再熱裂紋。該鋼種往往會在焊后消除應力熱處理過程中沿著熱影響區產生再熱裂紋,在高溫下長期運行的焊接接頭也會出現再熱裂紋。
3)回火脆性等。接頭在回火脆化溫度內受熱、鋼雜質在奧氏體晶界偏析,引起晶界脆化及Mn、Si等促進回火脆化的元素存在,產生回火脆性,P22鋼還有弧坑裂紋和根部裂紋的傾向。
從連通管的結構來看,管座與再熱器2進口聯箱之間的角焊縫部位不是最薄弱的部位,因為該處的管座是加強管座,角焊縫成形也較好,相對而言,管座與聯通管之間的對接接頭更薄弱一些。然而裂紋出現在了連通管管座角焊縫靠再熱器2進口聯箱一側的焊趾上,其原因可能是管座角焊縫焊接時焊接工藝執行不到位,比如焊前預熱溫度不夠,焊后熱處理溫度不夠或保溫時間不足或熱處理后冷卻速度過快等,使得管座角焊縫的缺口敏感性增加,角接接頭整體性能沒達到設計要求。

圖3 管座上惻中部焊縫裂紋
4 建議與對策
對同樣受到作用力的連通管另一端與模塊1下聯箱之間的管座角焊縫進行100%表面探傷。
對裂紋出現區域按照標準進行相應的補焊及加固處理,對再熱器2進口聯箱管座角焊縫焊趾處進行圓滑過渡處理,減小應力集中效應。
建議采取措施減小模塊1的擺動。可在模塊1下聯箱處裝設多個限位塊,限制模塊1下聯箱的前后方向的位移,但不能限制其上下方向的位移,以此來減小模塊1的擺動,從而防止或減小連通管的振動。
應加強對焊接工藝執行情況控制,嚴格執行焊接工藝卡要求,加強旁站和跟蹤檢查,防止出現違反工藝紀律的行為發生。對焊接重點要關注焊接時的層間溫度、焊接速度、蓋面時的焊條直徑的選用和焊工的操作手法等。
鍋爐啟動、停爐和運行過程中,嚴格按照運行規程和規定操作,嚴格執行啟、停曲線,嚴禁鍋爐快速升降負荷和超負荷運行,以避免應力集中引起的疲勞斷裂泄漏。
6)完善鍋爐膨脹指示裝置,加強檢查和記錄鍋爐各受熱部件的膨脹情況。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24