基于ANSYS的礦用凈水球罐熱結構耦合分析
2017-03-15 08:01:21高立志孟巧榮王然風袁繼成
中國煤炭 2017年2期
高立志 孟巧榮 王然風 袁繼成
(太原理工大學礦業工程學院,山西省太原市,030024)
★ 煤炭科技·機電與信息化 ★
基于ANSYS的礦用凈水球罐熱結構耦合分析
高立志 孟巧榮 王然風 袁繼成
(太原理工大學礦業工程學院,山西省太原市,030024)
為了研究熱載荷對礦用凈水球罐罐體應力分布的影響,運用ANSYS有限元經典編程環境構建了凈水球罐對接環焊縫的計算模型。分析了球罐環焊縫焊接過程的數值模擬,詳細介紹了環焊縫溫度場與應力場結果及分析。應力場分析表明,在球罐外表面焊料與母材結合處經向殘余應力達到最大510 MPa,緯向峰值則出現在焊縫中心,而在球罐內表面赤道位置處兩向殘余應力最大且均小于420 MPa,該分析對減小球罐殘余應力、確保設備安全運行具有一定的借鑒意義。
礦用凈水球罐 有限元分析 熱結構耦合 殘余應力
自動在線凈水站作為一種為整個綜采工作面供水的主要設備,兼具凈水、軟水的雙重功能,改進了原有的井下供水系統,使部分礦井水在井下實現了循環利用。礦井水凈化后,在噴霧泵的作用下,高壓水經主管路送至工作面的采煤機組,完成工作面的噴霧降塵與機組設備的冷卻降溫;經凈化的水在軟水裝置處理后,降低了鈣鎂化合物的含量,通過膠管送至配液箱完成乳化液的配比。在整個凈水站中,兩個反沖洗球罐作為關鍵部件,起著至關重要的作用,球罐的破裂或裂紋的出現將對采煤系統的正常運行與井下人員的人身安全產生最為直接的影響。因此,分析和預測殘余應力在罐體上的分布情況,對改善焊接工藝、確保設備安全運行尤為重要。
目前焊接殘余應力的獲取主要通過試驗測試和仿真分析兩種途徑,本文通過ANSYS有限元法對球罐環焊縫的填充過程進行動態仿真,并對在熱源移動過程中得到的瞬態溫度場以及基于此溫度場的殘余應力場進行分析。
1 球罐環焊縫焊接過程數值模擬
1.1 研究及分析對象
本文以煤礦井下凈水站0.7 m3的儲水球罐作為研究對象,以球罐環焊縫焊接過程作為分析對象。該罐內徑為550 mm,壁厚為12 mm,材質為304不銹鋼。球罐環焊縫焊接坡口采用V形焊,共4道焊縫。凈水站執行機構三維模型如圖1所示,球罐環焊縫坡口及焊道順序如圖2所示。
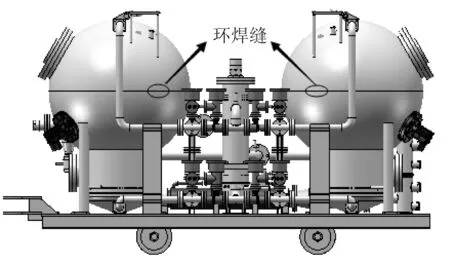
圖1 凈水站執行機構三維模型
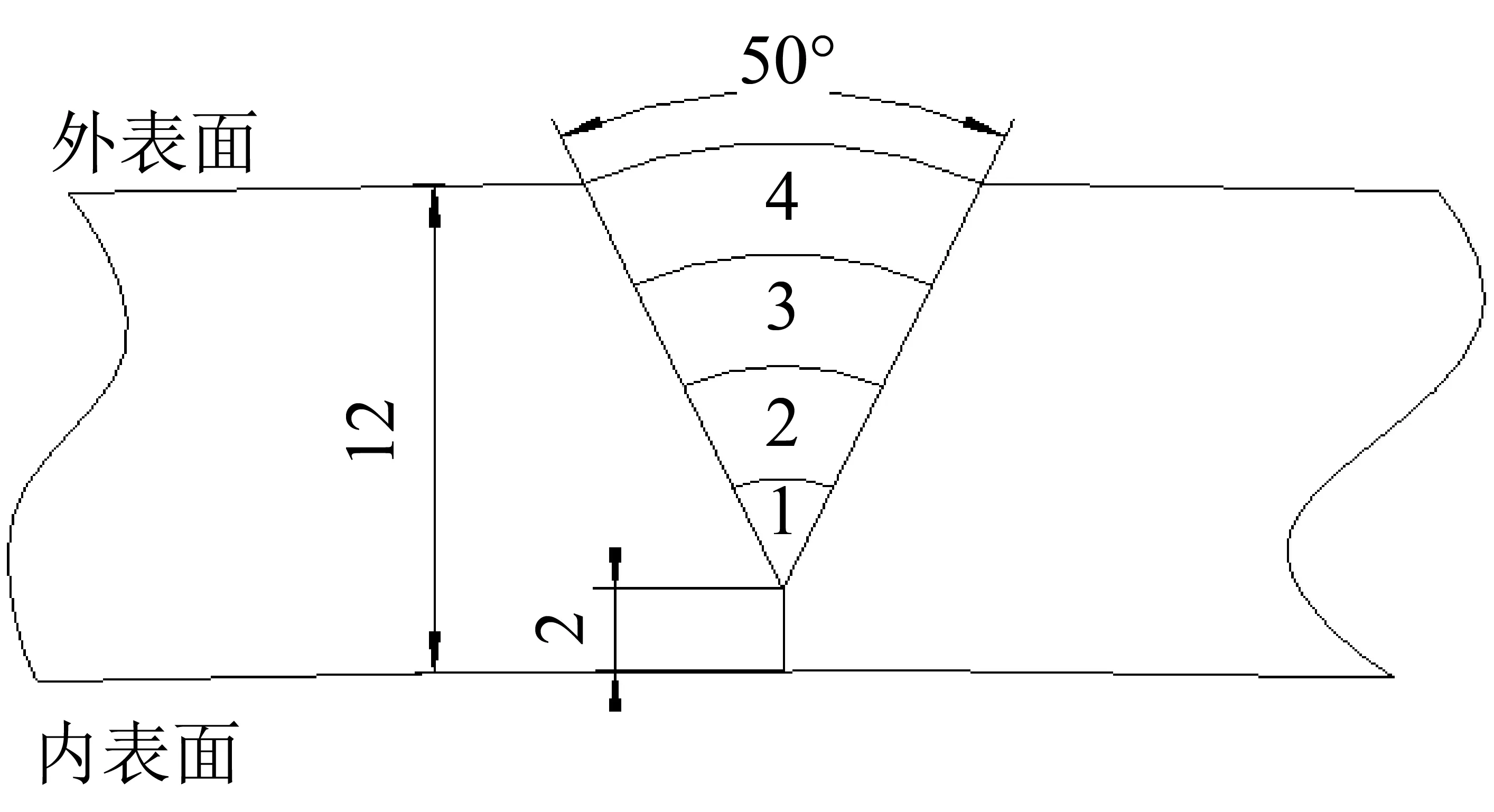
圖2 球罐環焊縫坡口及焊道順序
在熱和應力分析過程中,304不銹鋼的熱物性參數和力學性能隨著溫度的升高不斷改變,它們的正確與否會對溫度場和應力場的計算結果產生重要的影響。因此,對比熱c、熱導率λ、密度ρ、屈服強度ReL、線膨脹系數β、彈性模E、泊松比μ性能參數進行數值擬合,得到的304熱物理性能參數如圖3所示。
1.2 建立有限元模型
由于球罐整體尺寸偏大,考慮到計算效率與能力的影響,需對模型進行簡化,沿赤道方向截取一段長為對應15°的周長,沿經向相應寬度約為550 mm的弧形板進行計算分析,模型網格劃分與焊縫區網格放大如圖4所示。
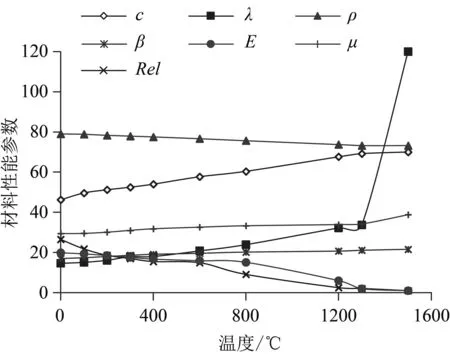
圖3 304熱物理性能參數
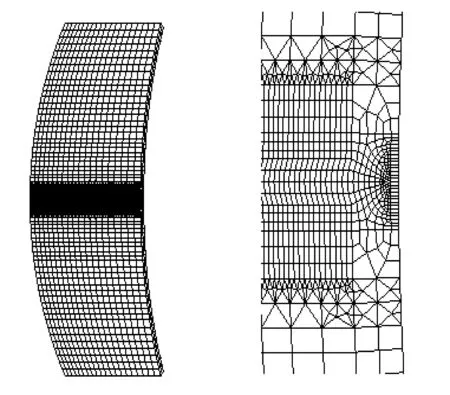
圖4 模型網格劃分與焊縫區網格放大
為了確保計算精度,在對凈水球罐模型進行網格劃分時,考慮到在焊縫及其附近范圍內溫度和應力變化劇烈,采用映射網格劃分,沿焊縫深度方向逐漸加密,上層第4道焊縫單元約為2 mm左右。而遠離焊縫的兩側區域,隨著距離的增加網格越來越為稀疏(掃掠網格),中間部分采用自由四面體網格進行過渡。整個有限元模型數據為Solid70三維實體熱傳導單元32345個,節點總數31712個。
1.3 計算過程分析
在焊接過程中,由于焊接熱源的移動,再加上熱循環的影響,使得焊縫周邊母材承受不均勻的溫度梯度以及激冷激熱等因素的共同作用,造成母材體積不同程度的改變,產生熱應力。因為應力的變化對溫度幾乎沒有影響,所以選擇單向耦合法,即先對環焊縫的溫度場進行計算,然后以溫度場得到的各個節點溫度為負載加載到有限元模型上,求得焊接殘余應力的分析結果。在熱分析時,由于本文所研究的球罐對接屬于大坡口厚板焊接,一定程度上可以認為熱源能量在環焊縫單位體積上均勻分布,而體生熱率恰好滿足此條件。體積熱生成率如下:
HGEN=η·U·I∕(V·S·T)
式中:η——焊接熱效率,取0.75;
U——電弧電壓,V;
I——焊接電流,A;
V——焊接速度,m/s;
S——焊縫的橫截面積,m2;
T——每一個載荷步的加載時間,s。
焊縫的逐步填充是通過APDL語言與單元的生死特性相結合來完成的。始焊前,焊縫還沒有出現,我們認為焊縫單元已被“殺死”(EKILL,ALL),隨著焊接過程的不斷進行,利用單元的生死特性使焊縫逐一“復活”(ELIVE,ALL)。具體方法為:對有限元模型單元進行編號,利用“*DO-*ENDDO”語句,沿焊縫方向依次讀取所要加載單元的編號,隨著載荷步的增加,熱源逐步前移,得到焊接溫度場;以此結果為基礎,將三維實體傳熱單元轉換為相應的結構單元,對模型施加位移約束,進行應力分析,得到焊接應力場。
2 環焊縫溫度場與應力場結果及分析
2.1 焊接過程熱分析
第4層焊道焊接過程中溫度場分布云圖如圖5所示。
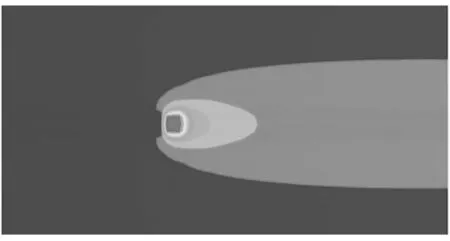
圖5 第4層焊道焊接過程中溫度場分布云圖
由圖5可知,焊接時熔池中心點的溫度最高,在緊鄰熱源的一塊較小區域,等溫線以其為中心呈現為半徑差值逐漸增大的一系列同心圓;由于熱源前方焊縫還未進行填充,處于室溫狀態,因此溫差較大,等溫線較為集中;在熱源經過的區域,已填充焊縫前后溫差較小,等溫線之間間距較大;熱源兩側在材料內部熱傳導以及與空氣對流換熱的作用下,溫度來不及迅速升高,變化趨勢較為緩慢些。隨著熱源的移動,熔池及其附近區域達到準穩態階段,以一個基本穩定的溫度場形態移動。
為了更直觀的反應焊縫處溫度隨時間的變化過程,在第4道焊縫沿經線方向采集5個樣點A、B、C、D、E進行分析,其中A點位于焊縫中心,B點位于焊縫外表面與母材交界處的熔合線上,C、D、E距B點的距離大致分別為10 mm、50 mm、100 mm。采樣點在球罐上的位置圖如圖6所示。
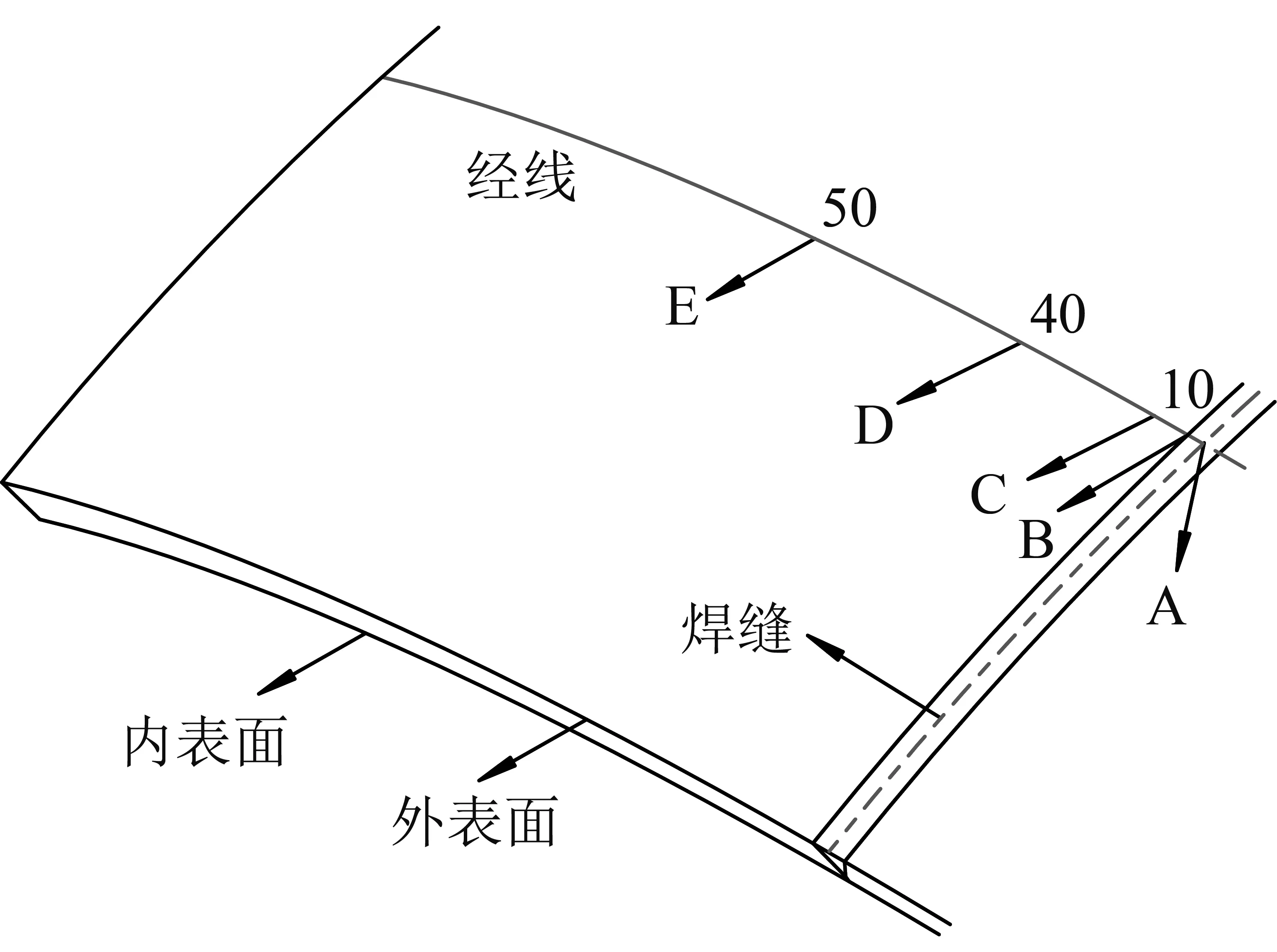
圖6 采樣點在球罐上的位置圖
采樣點熱循環曲線圖如圖7所示。
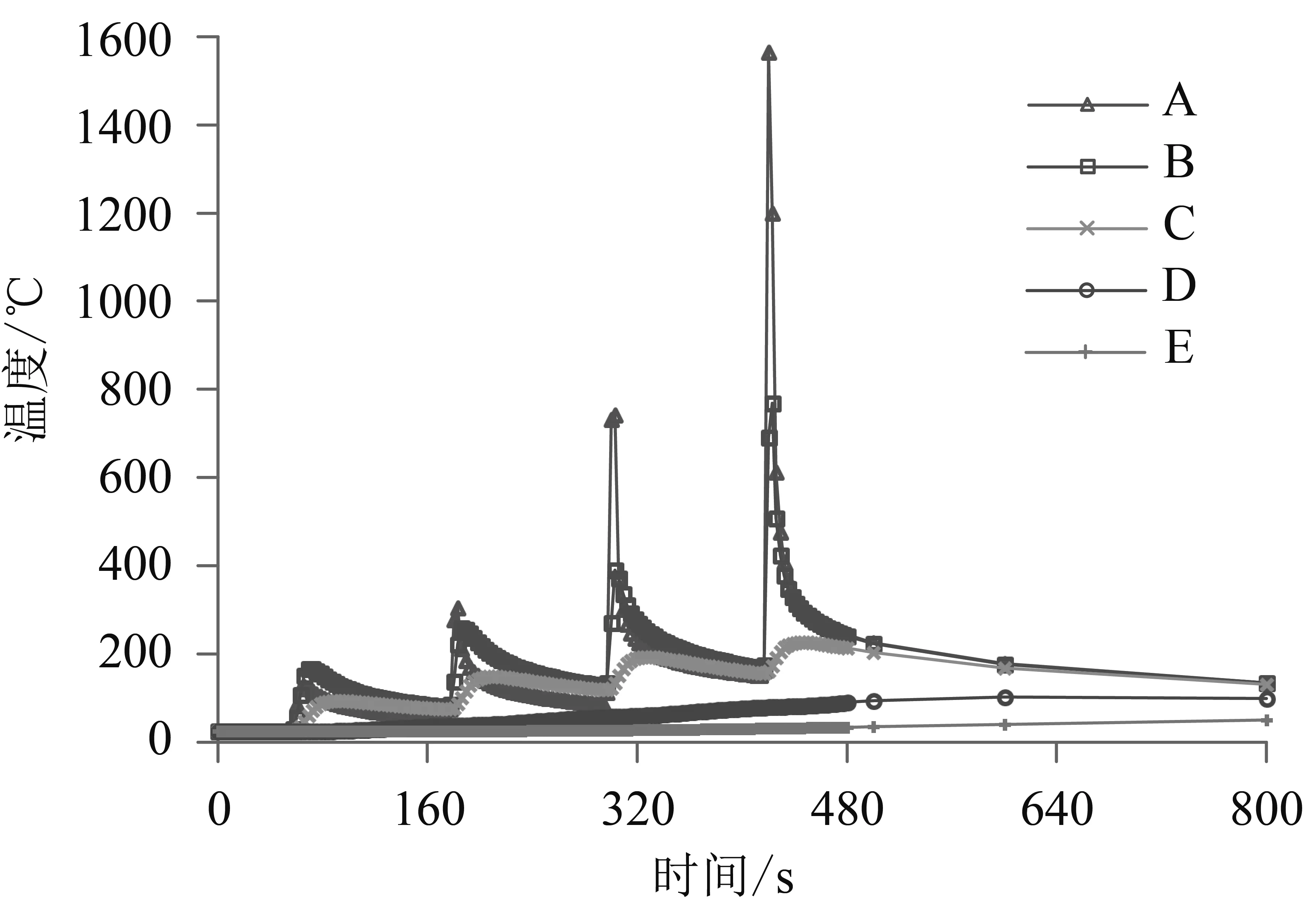
圖7 采樣點熱循環曲線圖
由圖7可知,5個采樣點溫度均經歷了4次波動,A和B兩點的溫度波動最大,D和E點的波動較小,在距離熔合線附近10 mm左右范圍內溫度的變化較為劇烈,隨著距離的增加溫度波動逐漸減小。由此可見溫度的波動程度與到焊縫的距離成反比且在距熔合線10 mm范圍之內受熱源的影響較大。
對圖7中5個采樣點溫度變化曲線的波谷進行分析可以看出,5個點的波谷溫差不大,在開始的幾層焊道焊接時各點的波谷溫度值略微呈現上升的趨勢,這是因為前一層焊道會為后一層起到預熱的作用。
對采樣點溫度變化曲線的波峰進行分析,A和B兩點溫度波動的峰值逐漸上升,這與焊接順序有關,隨著焊接層數的增加,A和B兩點與熔池的距離逐漸減小,溫度峰值經歷了3次疊加越來越大。而C、D、E三點由于距離焊縫較遠,焊接熱源所釋放出來的熱量經過一段距離的熱傳導與對流換熱,峰值雖然也呈現為上升趨勢,但這種趨勢較為緩慢。在整個加熱過程完成后,隨著載荷步的增大,各點的溫度慢慢降低并接近于室溫。以第4層焊道的溫度波動為例,當焊接熱源經過A點時,該點的溫度在很短的時間內由1563℃降至300℃左右,溫升與溫降幾乎是在瞬間完成的,導致材料不均勻的熱脹冷縮,進而引起體積不同程度的變化,產生復雜的應力場。
2.2 焊接過程殘余應力分析
焊縫第4層焊道焊接過程中應力場分布云圖如圖8所示。
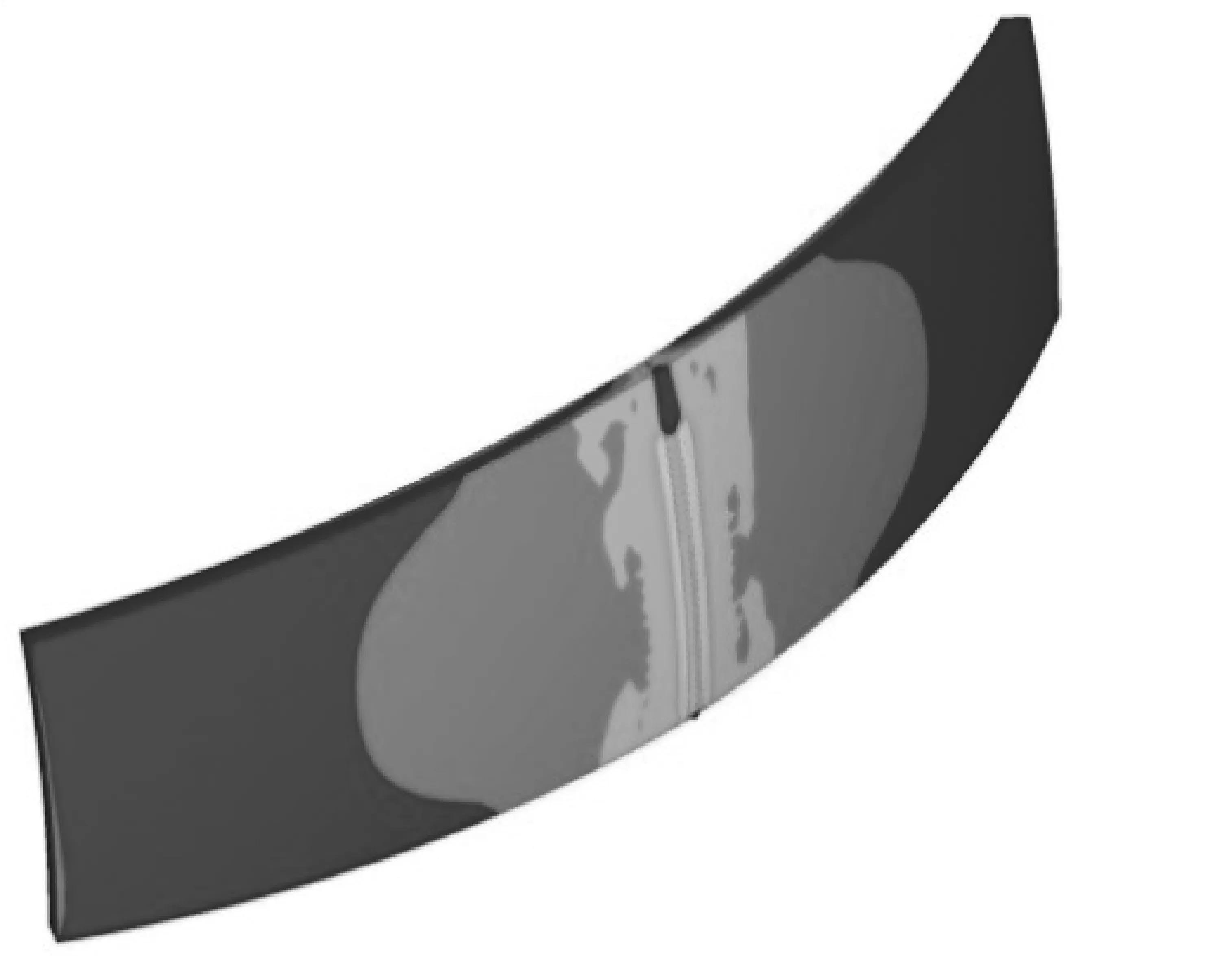
圖8 焊縫第4層焊道焊接過程中應力場分布云圖
由圖8可知,熱源溫度較高,超過了材料的熔化溫度,達到了材料在此溫度下的屈服極限,使得熔池處于液化狀態,因此熔池所處位置的等效應力較小,即圖中夾在兩條黃色應力帶中間的已焊部分。隨著熱源的移動,在熔合線附近區域的熱應力沿焊接方向逐步前移,并向焊縫兩側擴散,熱應力在整個球壁成球形,基本成對稱分布。
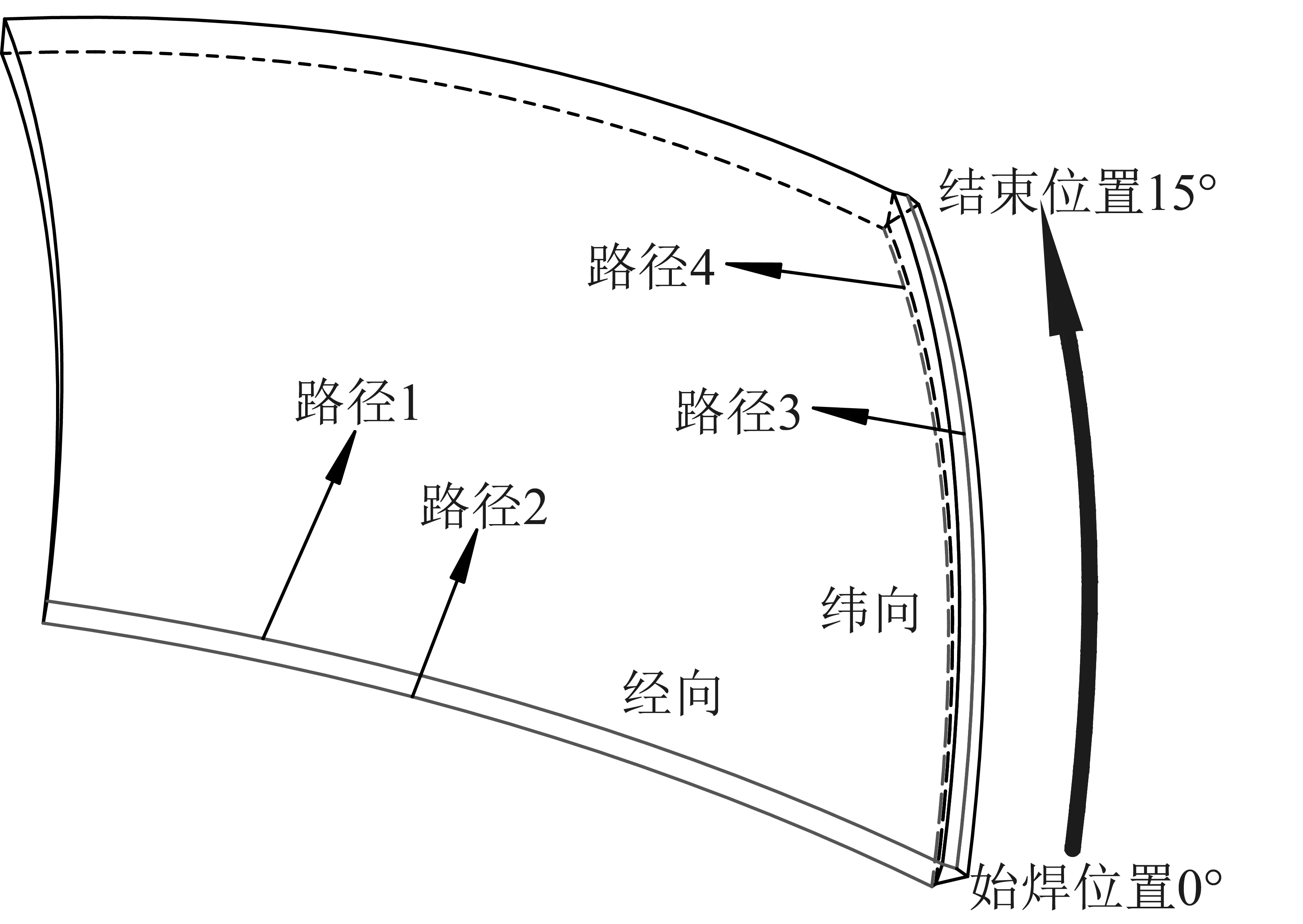
圖9 路徑圖
為了更確切地描述焊縫冷卻后殘余應力的分布規律,在距始焊位置焊縫中心沿球壁經向作路徑1和路徑2,沿球壁緯向作路徑3和路徑4。路徑圖如圖9所示。
外表面經向應力變化圖和內表面經向應力變化圖如圖10和圖11所示。
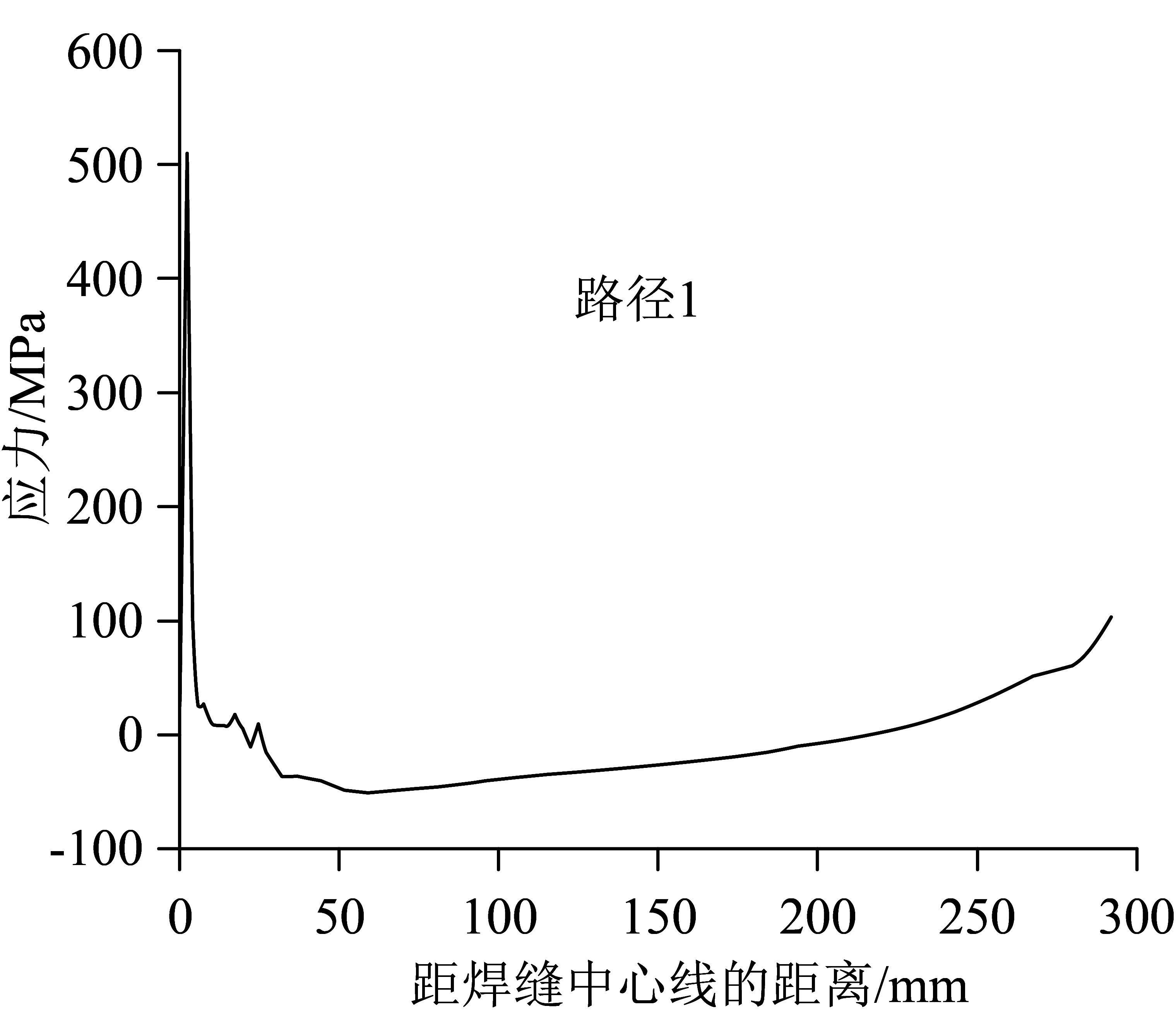
圖10 外表面經向應力變化圖
由圖10可知,經向應力在距熔合線10 mm左右的范圍內均為拉應力,且在熔合線處數值可達510 MPa。超過應力峰值后,經向曲線急劇下降,殘余拉應力快速衰減,當距離d大于24 mm時,衰減至負值;隨著d值的不斷增加,經向曲線緩慢上升,經向壓應力的絕對值小于50 MPa;當d增至220 mm時,經向應力由負轉正數值可達103 MPa。
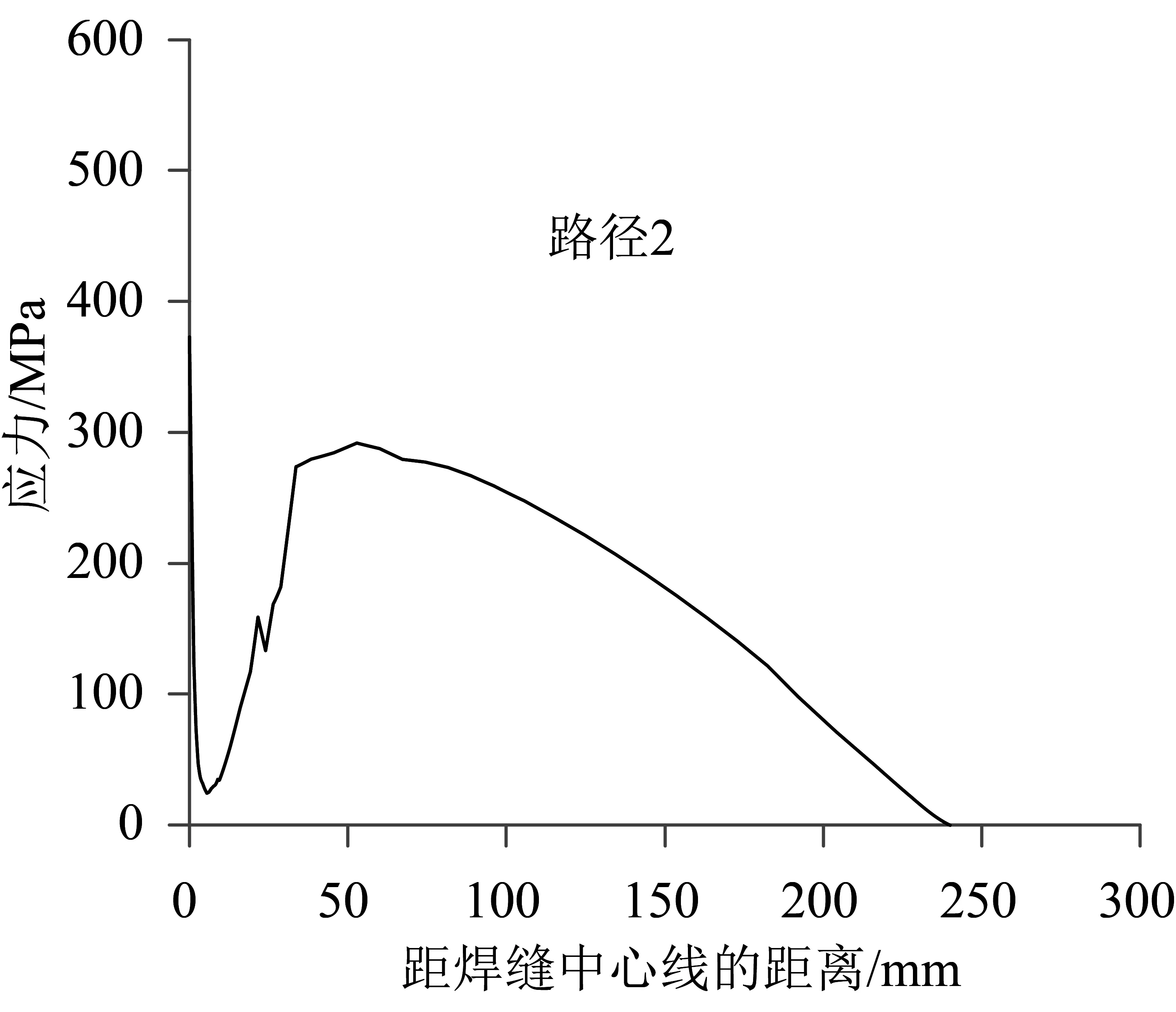
圖11 內表面經向應力變化圖
由圖11可知,內表面與外表面經向應力變化曲線的趨勢基本相反。主要原因在于熱源加熱過程中,緊鄰熱源的一塊較小區域溫度較高超過了材料的屈服強度,導致塑性變形的產生。同時在赤道平面沿徑向焊縫受到的約束較小,向內收縮,所以在球罐外表面的焊縫附近表現為內凹形變,相應的內表面則出現外凸,從而沿經向方向呈現為拉應力,在與外表面相對應的220 mm處,又過渡為壓應力,絕對值可達23 MPa。
外表面緯向應力變化圖和內表面緯向應力變化圖如圖12和圖13所示。
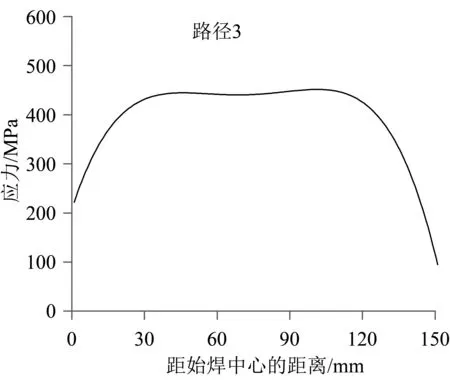
圖12 外表面緯向應力變化圖
由圖12可知,沿焊縫方向應力曲線呈倒U形分布且為拉應力,焊縫起止端的值偏小,中間部位在一個穩定值445 MPa上下輕微浮動。出現這種分布,是由于在有限元模擬時考慮到計算效率與能力等因素,只截取了球罐部分環焊縫進行分析,在模型兩端的約束比中間段要小,所以焊接殘余應力較小。對整個球罐來說,環焊縫是閉合的,因此其殘余應力應與有限元模型中間段相同,同時,也說明所取計算模型的尺寸較為合理。
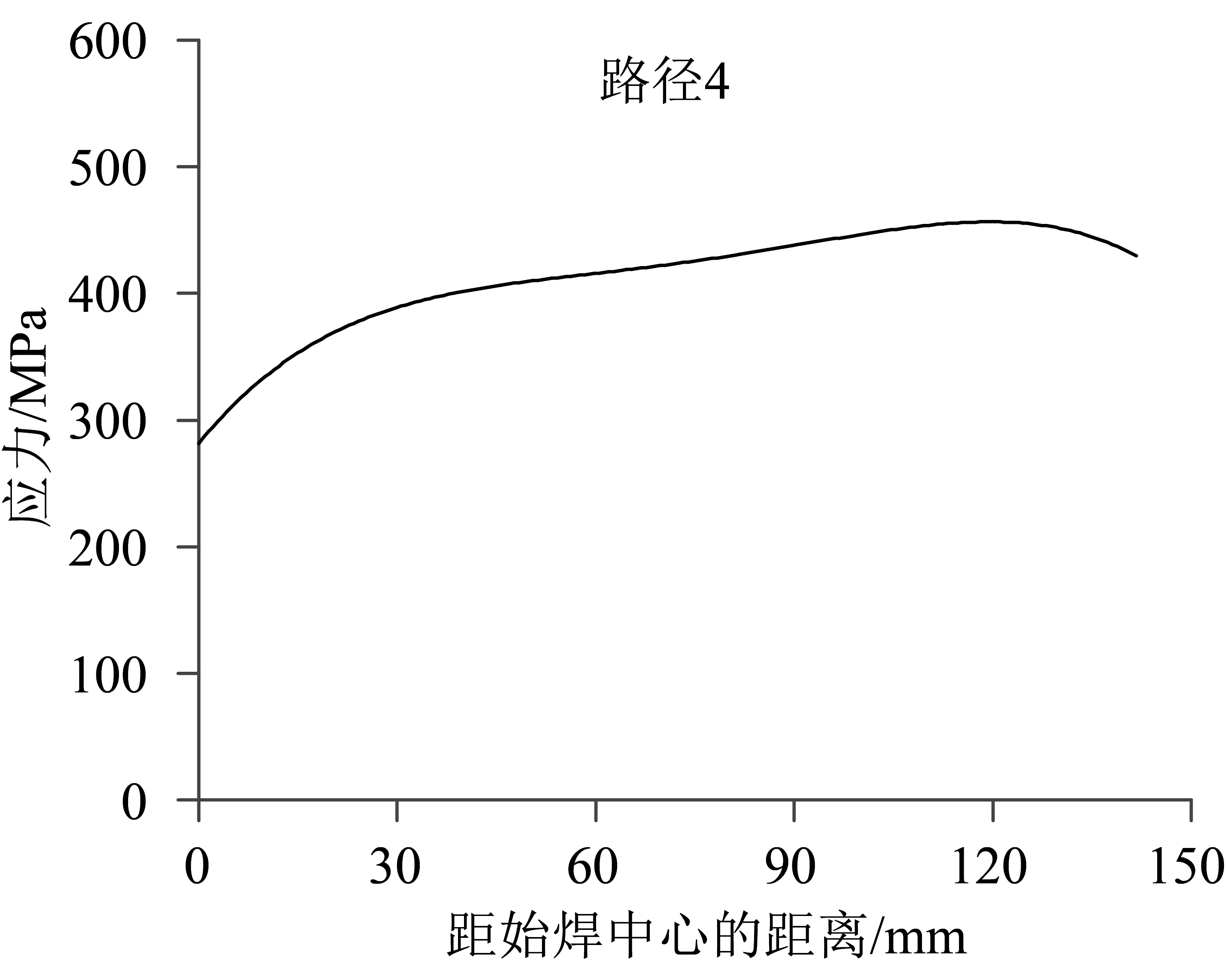
圖13 內表面緯向應力變化圖
由圖13可知,可以看出內表面緯向應力與外表面的分布規律大致相同,穩定區域的拉應力約為410 MPa。
3 結論
(1)焊接熱影響區很小,溫度的波動范圍集中在焊縫的熔合線附近,溫度波動程度與距焊縫的距離成反比,距離越遠,波動程度越小,這與實際過程相符,說明可以在此基礎上求解應力場。
(2)由于熱源移動過程中,熱循環的不均勻性,造成殘余應力的復雜性,整體來看,在球罐外表面焊料與母材結合處經向殘余應力較大可達510 MPa,緯向峰值則出現在焊縫中心;而在球罐內表面赤道位置處兩向殘余應力最大且均小于420 MPa。
通過對礦用凈水球罐環焊縫的熱結構模擬,得出了在熱源加載下的溫度變化以及殘余應力在凈水球罐罐體上的應力分布,一方面為確定焊接結構的最佳設計和最佳工藝參數提供了參考,另一方面為罐體結構的壁厚優化設計提供了基礎。
[1] 萬晉,李佳,林少雄.球罐焊接殘余應力數值模擬分析[J].焊接學報,2016(4)
[2] 陳靜,郝少祥.基于ANSYS的液壓支架后連桿強度分析及結構優化[J].中國煤炭,2009(10)
[3] 楊曉翔,龔凌諸,陳仲波.球罐環焊縫接頭殘余應力的三維非線性有限元分析[J].壓力容器,2012(5)
[4] 陳重毅,麻永林,刑淑清等.SA508-3鋼厚壁圓筒縱焊溫度場及應力場有限元分析[J].內蒙古科技大學學報,2011(2)
[5] 陳以田,杜長龍.滾筒式采煤機截割部殼體熱結構耦合分析[J].煤炭科學技術,2014(3)
[6] 張錦洲.基于ANSYS的球罐對接接頭焊接應力分析[J].長江大學學報(自然科學版),2011(3)
[7] 龍憲春.鋼質管道環焊縫殘余應力與強度分析研究[D].西南石油大學,2012
[8] 陳星明,何東升.基于單元生死的管道對接焊殘余應力數值模擬[J].金屬鑄鍛焊技術,2009(9)
[9] 楊慶祥,張運坤,張躍等. 304不銹鋼熱處理過程溫度場和應力場數值模擬[J].材料熱處理學報,2009(2)
(責任編輯 路 強)
Thermal-structural coupling analysis of mining purifying water spherical tank based on ANSYS
Gao Lizhi, Meng Qiaorong, Wang Ranfeng, Yuan Jicheng
(College of Mining Engineering, Taiyuan University of Technology, Taiyuan, Shanxi 030024, China)
In order to study influences of thermal load on stress distribution of mining purifying water spherical tank, the computational model of purifying water spherical tank's butt-welded joint was established by using ANSYS finite element classic programming environment. Numerical simulation on welding process of spherical tank's circumferential weld was analyzed, and results and analysis of temperature field and stress field of circumferential weld were introduced. The results showed that meridionalresidual stress reached the maximum 510 MPa at the junction of solders and base metal which was located on the outer surface of spherical tank, the peak of latitudinal residual stress appeared in center of the weld, but on the inner surface of spherical tank, both of meridional and latitudinal residual stresses got maximum value in the equatorial position and were all below 420 MPa. This research had a certain degree of reference to reduce the residual stress and ensure the safe operation of equipment.
purifying water spherical tank, finite elemant analysis, thermal-structural coupling, residual stress
國家自然科學基金(51274148)
高立志,孟巧榮,王然風等.基于ANSYS的礦用凈水球罐熱結構耦合分析[J].中國煤炭,2017,43(2):73-77. Gao Lizhi, Meng Qiaorong, Wang Ranfeng, et.al. Thermal-structural coupling analysis of mining purifying water spherical tank based on ANSYS[J].China Coal,2017,43(2):73-77.
TD434
A
高立志(1991-),男,山西運城人,太原理工大學礦業工程學院在讀研究生,主要研究方向為煤礦機械設備結構設計及數值模擬分析。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
