穩(wěn)定WQ3型松散機(jī)松散回潮熱風(fēng)溫度
2017-03-16 20:50:31薛梅婁琦
山東工業(yè)技術(shù) 2017年3期
薛梅+婁琦

摘 要:WQ3型松散機(jī)松散回潮熱風(fēng)溫度的穩(wěn)定性影響煙絲出廠質(zhì)量。本文通過(guò)實(shí)踐,排查松散回潮熱風(fēng)溫度波動(dòng)的原因,改進(jìn)工藝流程,達(dá)到穩(wěn)定松散回潮熱風(fēng)溫度的效果。
關(guān)鍵詞:松散回潮機(jī);葉片加工;回潮
DOI:10.16640/j.cnki.37-1222/t.2017.03.037
1 背景
WQ3型松散回潮機(jī)用于葉片加工段上,對(duì)葉片進(jìn)行增溫增濕處理,增加煙片的含水率和溫度,提高煙片的耐加工性,使煙片松散,改善煙片的感官質(zhì)量。近期生產(chǎn)中,松散回潮熱風(fēng)溫度出現(xiàn)波動(dòng),CPK值出現(xiàn)下降趨勢(shì),對(duì)產(chǎn)品質(zhì)量形成隱患。選定我廠生產(chǎn)的紅旗渠卷煙牌號(hào)作為測(cè)試牌號(hào),在中控系統(tǒng)采集20批次紅旗渠熱風(fēng)溫度進(jìn)行統(tǒng)計(jì)分析。松散回潮熱風(fēng)溫度生產(chǎn)是最高的達(dá)到82.5,最低的達(dá)到78.7,反應(yīng)出松散回潮熱風(fēng)溫度波動(dòng)較大的問(wèn)題。
2 原因分析
松散回潮的熱風(fēng)溫度作為控制煙片出口溫度的重要熱源,其溫度的變化會(huì)引起出料煙片水分及溫度的波動(dòng),導(dǎo)致松散回潮出口溫度的波動(dòng)。實(shí)踐中,引起松散回潮熱風(fēng)波動(dòng)的原因通常有:
(1)蒸汽管路故障:在蒸汽供給正常的前提下,蒸汽管路的故障主要可能是蒸汽疏水閥排水不暢,從而造成熱風(fēng)溫度大幅下降。觀察閥后冷凝水的排放情況即可判斷蒸汽疏水閥排水是否暢通。造成蒸汽疏水閥排水不暢的原因是疏水閥過(guò)濾網(wǎng)堵塞或疏水閥后背壓過(guò)大,可根據(jù)情況分別進(jìn)行處理。
(2)氣動(dòng)薄膜調(diào)節(jié)閥故障:首先檢查氣動(dòng)薄膜調(diào)節(jié)閥的開(kāi)啟動(dòng)作是否正常,如在壓縮空氣供氣正常的情況下,氣動(dòng)薄膜調(diào)節(jié)閥不動(dòng)作或開(kāi)啟不到位,則可能是由于閥桿變形卡死、密封填料太緊、氣動(dòng)薄膜頭漏氣或者氣動(dòng)膜片破損等造成的。對(duì)于閥桿變形可采取校形修復(fù),如無(wú)法校形的則應(yīng)重新更換;上下膜頭結(jié)合處漏氣,可更換密封墊或加涂密封膠;氣動(dòng)膜片破損的應(yīng)重新更換膜片。
(3)電動(dòng)角執(zhí)行器故障:在所有電氣接線及控制信號(hào)無(wú)誤的情況下, 首先檢查左右轉(zhuǎn)角限位開(kāi)關(guān)位置是否和電動(dòng)角執(zhí)行器全開(kāi)全關(guān)位置相對(duì)應(yīng),如有不對(duì)應(yīng)則調(diào)整限位開(kāi)關(guān)位置使其互相對(duì)應(yīng)。再者檢查限位開(kāi)關(guān)接觸是否良好,如屬元器件失效則進(jìn)行更換。
(4)鉑熱電阻故障:如在接線正確的情況下,鉑熱電阻的故障只可能是已經(jīng)損壞,檢查確認(rèn)后重新更換。
(5)壓力變送器故障:首先檢查壓力變送器工作是否正常,有無(wú)信號(hào)輸出,如已損壞則進(jìn)行更換; 再者檢查輸出信號(hào)和實(shí)際壓力是否相符, 如不符合可進(jìn)一步檢查有無(wú)零點(diǎn)漂移現(xiàn)象,引出導(dǎo)管是否堵塞,根據(jù)故障原因相應(yīng)進(jìn)行處理。
(6)減壓閥失效:減壓閥故障導(dǎo)致減壓閥無(wú)法正常工作,如主閥膜片破裂導(dǎo)致減壓閥打不開(kāi)。內(nèi)部濾網(wǎng)堵塞導(dǎo)致減壓閥打不開(kāi),導(dǎo)閥膜片破裂導(dǎo)致減壓閥打不開(kāi)等。
維修人員經(jīng)過(guò)對(duì)以上因素逐一進(jìn)行排查后,發(fā)現(xiàn)松散回潮散熱器減壓后蒸汽波動(dòng)較大的主要原因是:松散回潮熱風(fēng)系統(tǒng)蒸汽管路減壓閥安裝在汽包底部出口處,由于蒸汽減壓閥安裝位置較低,生產(chǎn)結(jié)束后管路系統(tǒng)內(nèi)的產(chǎn)生的冷凝水積存在減壓閥處,造成減壓閥內(nèi)部零部件銹蝕嚴(yán)重,閥桿動(dòng)作卡滯;蒸汽管路及汽包內(nèi)壁銹蝕剝落產(chǎn)生的斑塊隨蒸汽流動(dòng)滯留在安裝位置較低的減壓閥閥體內(nèi),污垢雜質(zhì)容易堵塞閥體壓力反饋銅管及接頭導(dǎo)致壓力調(diào)整失靈,影響熱風(fēng)系統(tǒng)正常工作,形成設(shè)備故障和質(zhì)量事故隱患。
3 改進(jìn)措施
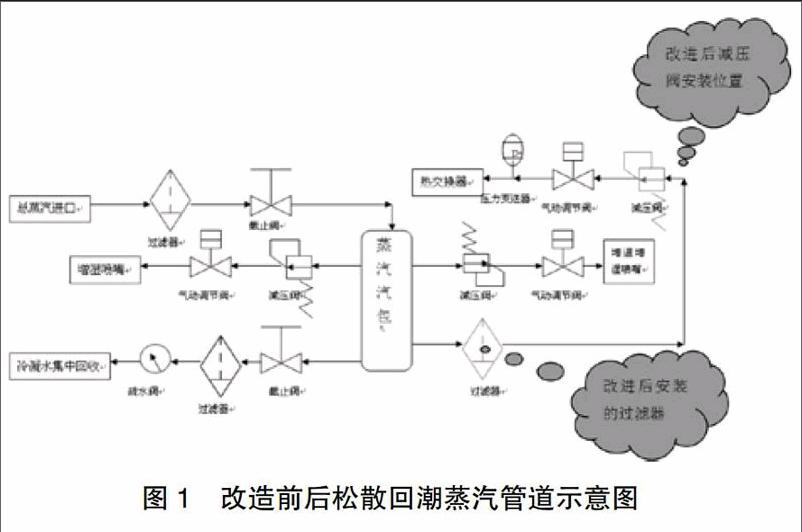
松散回潮的蒸汽管路由截止閥、過(guò)濾器、薄膜閥、減壓閥、汽包、壓力傳感器表、疏水閥等組成。蒸汽經(jīng)過(guò)濾器、截止閥、汽包后分為四路(如圖1):其中一路進(jìn)入到位于筒體下方的散熱器中,對(duì)空氣進(jìn)行加熱利用;一路進(jìn)入蒸汽噴管中向滾筒內(nèi)噴入蒸汽,直接對(duì)物料進(jìn)行加溫加濕;另一路接到蒸汽-水雙介質(zhì)噴嘴上作為霧化蒸汽;還有一路進(jìn)入冷凝水集中回收管路。
通過(guò)圖1可以看出,松散回潮熱風(fēng)系統(tǒng)蒸汽管路減壓閥安裝在汽包底部出口處,由于蒸汽減壓閥安裝位置較低,停產(chǎn)或生產(chǎn)結(jié)束后管路系統(tǒng)內(nèi)的產(chǎn)生的冷凝水積存在減壓閥處,造成減壓閥內(nèi)部零部件銹蝕嚴(yán)重,閥桿動(dòng)作卡滯;小組成員對(duì)管路進(jìn)行改進(jìn):
將蒸汽減壓閥安裝位置由汽包出口處上移,布局在與蒸汽薄膜調(diào)節(jié)閥水平的位置,從而避開(kāi)管路最低端,在原安裝減壓閥的底端安裝過(guò)濾器,可以將管道中的雜質(zhì)過(guò)濾,減少減壓閥因堵塞造成的調(diào)壓失靈現(xiàn)象,并將蒸汽壓力表和壓力傳感器重新定位。
4 效果對(duì)比分析
選定我廠生產(chǎn)的紅旗渠卷煙牌號(hào)作為測(cè)試牌號(hào),在中控系統(tǒng)采集20批次紅旗渠熱風(fēng)溫度進(jìn)行統(tǒng)計(jì)分析(見(jiàn)圖2)。
從圖2看出:改進(jìn)后,松散回潮熱風(fēng)溫度明顯穩(wěn)定,從而提高了產(chǎn)品質(zhì)量。
參考文獻(xiàn):
[1]周學(xué)政,何蓉,李東亮,劉心澤,戴亞. 松散回潮工藝參數(shù)對(duì)卷煙葉絲常規(guī)化學(xué)成分的影響[J]. 西南大學(xué)學(xué)報(bào)(自然科學(xué)版),2011,07:137-140.
