PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用及相關(guān)問題研究
2017-03-16 12:29:13劉保東孟慶瑀
山東工業(yè)技術(shù) 2017年3期
劉保東+孟慶瑀

摘 要:基于目前PLC在膠帶輸送機(jī)集中控制系統(tǒng)中的應(yīng)用缺陷,文章分析了PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用效果以及應(yīng)用現(xiàn)狀,并提出了與之對(duì)應(yīng)的設(shè)計(jì)控制方法。其目的是為相關(guān)建設(shè)者提供一些理論依據(jù)。
關(guān)鍵詞:PLC;膠帶輸送機(jī)集中控制系統(tǒng);膠帶機(jī)順煤流;膠帶機(jī)逆煤流
DOI:10.16640/j.cnki.37-1222/t.2017.03.165
0 引言
現(xiàn)代化經(jīng)濟(jì)建設(shè)步伐的不斷向前推進(jìn),使得人們對(duì)能源的使用需求越來越大。膠帶輸送機(jī)是煤炭企業(yè)實(shí)現(xiàn)安全生產(chǎn)以及提高生產(chǎn)效率的關(guān)鍵,然而,其運(yùn)行使用過程中卻受諸多因素的影響,這就使得企業(yè)的經(jīng)營發(fā)展目標(biāo)難以實(shí)現(xiàn)。針對(duì)這一問題,相關(guān)建設(shè)人員應(yīng)將基于PLC的膠帶輸送機(jī)集中控制系統(tǒng)作用于實(shí)踐,從而實(shí)現(xiàn)其應(yīng)用的經(jīng)濟(jì)成本控制目標(biāo)、效率目標(biāo)。這是緩解煤炭資源開采企業(yè)經(jīng)營建設(shè)壓力的重要課題內(nèi)容,研究人員應(yīng)將其重視起來,從而推動(dòng)現(xiàn)代化經(jīng)濟(jì)建設(shè)的快速穩(wěn)定發(fā)展。
1 PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用效果
膠帶輸送機(jī)是一種通過連續(xù)運(yùn)輸來實(shí)現(xiàn)長距離運(yùn)行的機(jī)械設(shè)備,其主要被應(yīng)用于各類煤炭行業(yè)。研究表明,膠帶輸送機(jī)的運(yùn)行使用成本是由其皮帶使用壽命決定的。然而,膠帶輸送機(jī)在實(shí)際應(yīng)用過程中存在諸多問題影響,這就使其運(yùn)行使用容易出現(xiàn)安全事故。這種情況,煤礦企業(yè)的安全生產(chǎn)就難以實(shí)現(xiàn),從而在一定程度上阻礙了行業(yè)的正常發(fā)展。為此,研究人員可將可編程控制器,PLC(Programmable Logic Controller)應(yīng)用于其系統(tǒng)控制,從而提高膠帶輸送機(jī)的運(yùn)行使用效率。PLC技術(shù)一種結(jié)合繼電邏輯控制以及IT技術(shù)的科學(xué)技術(shù),其作為新型的工業(yè)控制器,具有編程過程簡單實(shí)用、硬件設(shè)備配備齊全且編程控制器應(yīng)用可靠性、靈活性高的特點(diǎn)。當(dāng)該技術(shù)作用于膠帶輸送機(jī)設(shè)備后,不僅達(dá)到了膠帶輸送系統(tǒng)的集中控制目標(biāo),還實(shí)現(xiàn)自動(dòng)化控制。然而,其在實(shí)際應(yīng)用過程中,由于技術(shù)并不成熟,使得煤炭企業(yè)面臨一定風(fēng)險(xiǎn)。為此,研究人員應(yīng)在明確PLC在膠帶輸送機(jī)集中控制系統(tǒng)中的應(yīng)用現(xiàn)狀基礎(chǔ)上,找出具體優(yōu)化設(shè)計(jì)的方式方法,從而達(dá)到其真正的效用。
2 PLC在膠帶輸送機(jī)集中控制系統(tǒng)應(yīng)用中的相關(guān)問題
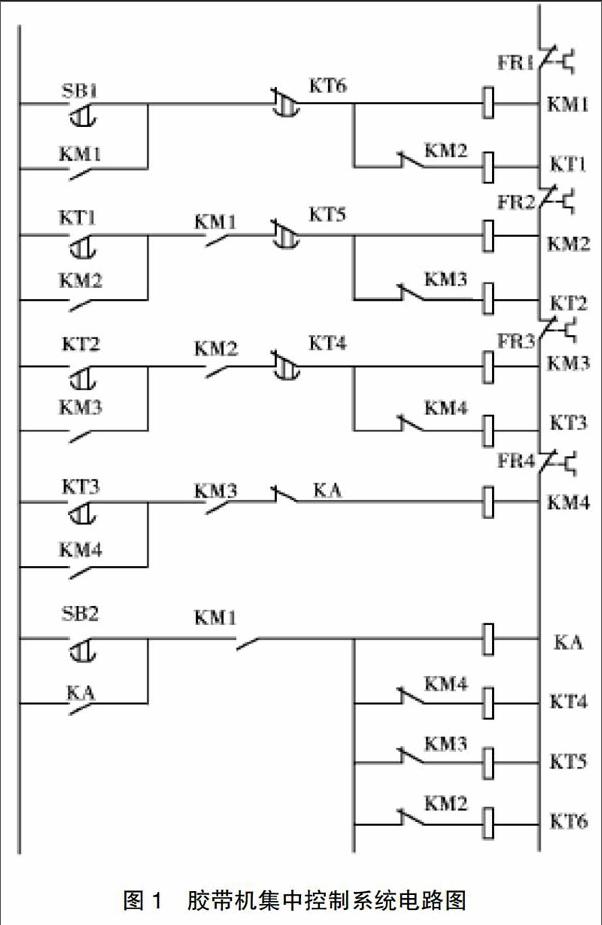
基于PLC作用的膠帶輸送機(jī)集中控制系統(tǒng),其控制電路是由4個(gè)接觸器、6個(gè)時(shí)間繼電器以及4個(gè)熱繼電器組成。這就意味著系統(tǒng)運(yùn)行過程將面臨運(yùn)行元件較多、接線復(fù)雜、故障率高且檢修難度大等問題缺陷。如圖1所示,為膠帶機(jī)集中控制系統(tǒng)電路圖。
此外,集中控制系統(tǒng)在保護(hù)設(shè)施方面并不全面,即主要體現(xiàn)在,膠帶打滑、低速、溫度、超速以及煙霧等保護(hù)均未進(jìn)行合理設(shè)置。而系統(tǒng)運(yùn)行啟動(dòng)順序的完全逆煤流問題,更會(huì)造成整個(gè)系統(tǒng)的空轉(zhuǎn)時(shí)間過長。例如,當(dāng)基于PLC在膠帶輸送機(jī)的控制方式改為3號(hào)、4號(hào)膠帶逆煤流起動(dòng),且1號(hào)、2號(hào)膠帶機(jī)順煤流起動(dòng)。其整個(gè)系統(tǒng)的起動(dòng)順序?yàn)椋?號(hào)膠帶機(jī)、4號(hào)膠帶機(jī)、3號(hào)膠帶機(jī)機(jī)尾帶動(dòng)2號(hào)膠帶機(jī)起動(dòng)以及1號(hào)膠帶機(jī)啟動(dòng)。這一系統(tǒng)運(yùn)行方式不僅能在不堆煤的情況下縮短啟動(dòng)延時(shí)時(shí)間,來減少了膠帶機(jī)空轉(zhuǎn)的時(shí)間。因此,基于PLC的膠帶輸送機(jī)集中控制系統(tǒng)運(yùn)行實(shí)現(xiàn)了高效、經(jīng)濟(jì)性應(yīng)用目標(biāo),特別是作用于那些段數(shù)多且膠帶機(jī)長的場合,將大幅度節(jié)省機(jī)械設(shè)備使用成本。然而,由于集中控制系統(tǒng)大多是在繼電器、接觸器的硬接線控制基礎(chǔ)上實(shí)現(xiàn)的,當(dāng)控制目標(biāo)發(fā)生變化,原有的繼電器電路只能通過重新設(shè)計(jì)、重新安裝的方式,來進(jìn)行有效調(diào)整。這一系統(tǒng)運(yùn)行缺陷,影響了可編程控制器的作用效果。為此,相關(guān)人員要加大對(duì)其的科研力度,以進(jìn)一步提升PLC在膠帶輸送機(jī)集中控制系統(tǒng)中的效用。
3 PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用設(shè)計(jì)
3.1 遠(yuǎn)程集中控制系統(tǒng)硬件設(shè)計(jì)
PLC在膠帶輸送機(jī)集中控制系統(tǒng)中的遠(yuǎn)程硬件設(shè)計(jì)應(yīng)通過兩方面來進(jìn)行實(shí)現(xiàn),即就地控制和遠(yuǎn)程集中控制。其中現(xiàn)場就地控制是由PLC分站來實(shí)現(xiàn)的,而遠(yuǎn)程集中控制則是由PLC主站來實(shí)現(xiàn)。對(duì)于PLC主站來說,其需要輸入就地控制以及遠(yuǎn)程集中控制的選擇開關(guān)元件,即啟動(dòng)按鈕、停止按鈕、過載信號(hào)、緊急停車信號(hào)等。而輸出的元件,則包括:膠帶機(jī)接觸器、報(bào)警器。
3.2 遠(yuǎn)程集中控制系統(tǒng)軟件設(shè)計(jì)
一方面,設(shè)計(jì)人員要明確遠(yuǎn)程集中控制系統(tǒng)的工作要求,進(jìn)而采取具有針對(duì)性的膠帶輸送機(jī)啟動(dòng)運(yùn)行方式。例如,在進(jìn)行停車操作時(shí),為防止堆煤問題的出現(xiàn),設(shè)計(jì)人員要通過設(shè)置實(shí)現(xiàn)煤卸空后再進(jìn)行停車操作,且停車順序完全按照順煤流。此外,進(jìn)行遠(yuǎn)程啟動(dòng)操作時(shí),設(shè)計(jì)人員要先將遠(yuǎn)程/就地方式轉(zhuǎn)換開關(guān)置于遠(yuǎn)程位置上,并發(fā)出10s起動(dòng)預(yù)警訊號(hào),使得膠帶機(jī)輸送機(jī)沿線人員離開。這是提高膠帶輸送機(jī)運(yùn)行安全性的重要設(shè)計(jì)內(nèi)容。另一方面,集中控制梯形圖程序設(shè)計(jì),要根據(jù)系統(tǒng)相關(guān)控制要求編制遠(yuǎn)程集中控制梯形圖程序。例如,當(dāng)膠帶機(jī)設(shè)備的起動(dòng)延時(shí)均為6s,那么停車延時(shí)應(yīng)設(shè)置為10s。
3.3 保護(hù)及檢測環(huán)節(jié)設(shè)計(jì)
為實(shí)現(xiàn)PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用可靠性目標(biāo),設(shè)計(jì)人員要在每部膠帶機(jī)設(shè)備上增設(shè)速度、溫度與煙霧傳感器等設(shè)施,以降低控制系統(tǒng)適用控制目標(biāo)變化的造價(jià)成本。例如,可采用 AT89C52 單片機(jī)對(duì)采集到的傳感器數(shù)據(jù)進(jìn)行分析處理,而后發(fā)出相應(yīng)的處理信號(hào),輕度故障報(bào)警,重度故障發(fā)出停車信號(hào)。在控制系統(tǒng)中4 臺(tái)膠帶機(jī)的重度故障停車信號(hào)分別以中間4臺(tái)繼電器線圈進(jìn)行得電表示。如圖2所示,為故障檢測及處理流程圖。
4 結(jié)束語
綜上所述,PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用將在很大程度上提高煤炭企業(yè)安全生產(chǎn)效率和經(jīng)濟(jì)性。而基于集中控制系統(tǒng)應(yīng)用過程中存在的控制目標(biāo)變化繼電器、接觸器設(shè)計(jì)缺陷,相關(guān)人員可通過優(yōu)化遠(yuǎn)程集中控制系統(tǒng)軟硬件設(shè)計(jì),來提高運(yùn)行使用便捷性。事實(shí)證明,PLC在膠帶輸送機(jī)集中控制中的應(yīng)用問題,還要對(duì)其保護(hù)及檢測環(huán)節(jié)進(jìn)行優(yōu)化設(shè)計(jì),以降低工作變化對(duì)其的影響。
參考文獻(xiàn):
[1]秦永康,黃和平.PLC集中控制系統(tǒng)在煤礦膠帶輸送機(jī)上的應(yīng)用[J].工礦自動(dòng)化,2011(02):98-100.
[2]陸月朋.PLC在膠帶輸送機(jī)集中控制系統(tǒng)的應(yīng)用[J].科技信息,2012(15):148.
[3]裴世友,馬鵬飛.淺析如何提高膠帶輸送機(jī)的生產(chǎn)效率[J].神華科技,2015(02):33-35.
[4]安健,張國鈞,趙博,郭榮.基于PLC的輸送機(jī)集中控制系統(tǒng)設(shè)計(jì)[J].煤炭技術(shù),2015(09):271-274.
