圓柱度的測量方法及其應用
2017-03-17 14:56:21楊建霞
科技與創(chuàng)新 2017年3期
楊建霞
摘 要:探討了對軸、孔的圓柱度的測量方法,并對圓柱度測量的2種方法(截圓法和螺旋法)進行了分析,有助于在實際工作中找到正確的測量方法,得到可靠的結果。另外,還對螺紋孔位置尺寸的測量方法進行了分析和探討。
關鍵詞:圓柱面;圓柱度;三坐標測量機;螺紋孔
中圖分類號:TG839 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.03.125
在機械制造行業(yè)中,有許多軸、孔類零件對橫、軸剖面形狀精度要求比較高,比如液壓柱、汽缸里的閥桿及各種驅動主軸軸頸等,都是以圓柱度誤差來控制的。圓柱度是一項控制圓柱面精度的綜合指標,它的定義考慮了某些高精度產品的使用要求,因而用它來控制圓柱面精度是比較理想的。另外,有些零件,比如大齒輪、缸體、缸蓋、變速箱殼體等,其表面布滿空間孔系,各孔的位置尺寸、形狀公差和位置公差必須得到保證,才能滿足裝配的互換性。
1 “圓柱度”概念的理解
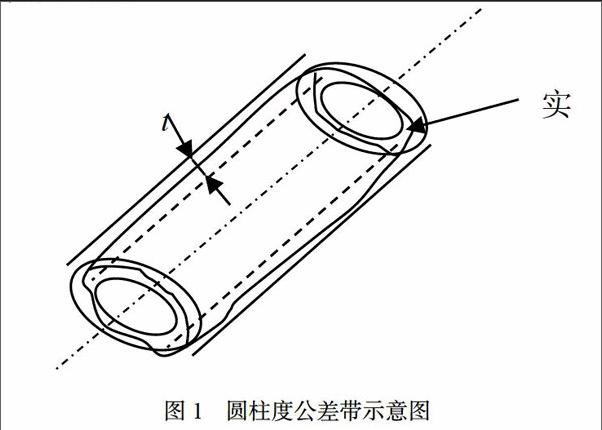
1.1 圓柱度公差帶
圓柱度公差帶是半徑差為公差值t的兩同軸圓柱面之間的區(qū)域,如圖1所示。
圓柱度是形狀公差的一個項目。所謂“形狀公差”,是指被測要素對理想要素的變動量。理想要素要符合最小條件,即被測要素對理想要素的最大變動量為最小。圓柱度誤差是控制圓柱的縱、橫剖面及軸心線的圓度、直線度和平行度的綜合指標。圓柱度公差是指包容實際表面,而且半徑為最小的兩同軸圓柱面的半徑差。
1.2 “軸”“孔形狀公差”等概念的區(qū)別
圓度是指圓柱橫剖面的單項指標,圓柱母線平行度是圓柱軸剖面的單項指標,圓柱軸心線直線度是指圓柱軸心線在任意方向(空間360°范圍內)都要控制軸心線的直線度。在實際中還會遇到“錐形度”這一概念,它是指圓柱在某一個軸向的直徑變化。根據定義,它們都有嚴格的區(qū)別,量值上也沒有換算關系。圓柱的圓度、母線平行度合格,圓柱度不一定合格。因為它們都不能控制軸心線的直線度。因此,要控制圓柱面的高精度,必須采用圓柱度公差。
2 評定圓柱圓柱度公差的幾種方法
2.1 最小區(qū)域法
最小區(qū)域法評定圓柱度誤差,是由半徑差最小的兩個同軸圓柱面包容被測表面,其半徑差即為圓柱度誤差。包容時,使內圓柱面和外圓柱面分別與圓柱面有3點接觸,以構成最小區(qū)域。此方法評定圓柱度誤差是符合公差體系標準要求的。這種方法是否準確、可靠,關鍵在于測量手段是否符合或接近最小條件。
2.2 最小外接圓中心法
最小外接圓中心法是用最小外圓柱面包容被測表面,與被測表面最凸出的地方至少有2點接觸。由實際被測表面至最小外接圓柱面的最大距離作為圓柱度誤差值。此方法可以用來評定軸類外表面的圓柱度。它相當于一只精度很高的環(huán)規(guī)與軸密配,經多次測量間隙的最大值為其圓柱度公差。
2.3 最大內接圓中心法
最大內接圓中心法是用實際被測表面至最大內接圓圓柱面的最大距離作為圓柱度誤差值。此方法可以用來評定孔類外表面的圓柱度。它相當于一只精度很高的塞規(guī)與孔密配,經多次測量間隙的最大值為其圓柱度公差。
上述3種方法在評定圓柱度公差時比較復雜,在實際工作中,采用近似的方法來確定理想要素的位置,比如用數學中的最小二乘法來擬合實現理想要素。在圓柱度測量技術中,理想要素就是圓柱面的軸心線。這也是我們測量圓柱度公差的關鍵。
3 三坐標測量機測量圓柱度公差的方法
3.1 垂直軸線的截面圓法
這種方法反映了各截面圓圓心的彌散和半徑波動情況,它往往不能反映整個圓柱表面的誤差。因此,在實際測量過程中,應多取幾個截面圓(至少3個),覆蓋整個圓柱長度,確保測量精度。對于比較長的圓柱測量精度高,該方法是比較好的測量方法。
3.2 螺旋形采點法
在靠近圓柱一端的地方,且在同一截面上至少采3點,其他各點在圓柱表面按螺旋順序采集,至少應在3點以上,而且要覆蓋整個圓柱長度。對于比較短的圓柱測量精度高,體現了圓柱精度較高的回轉和直線運動。
4 圓柱度的測量方法應用
圓柱度的測量方法應用,即螺紋孔位置尺寸的測量。在生產實踐中,測量光孔的位置很穩(wěn)定,而測量螺紋孔的位置卻很不穩(wěn)定。測量連續(xù)加工的3個零件同一位置尺寸,相差很大,經常出現一個合格,而另一個不合格的情況,給生產部門、維修部門造成很大的困難。目前,在三坐標測量機上測量螺紋孔有以下3種方法:①在螺紋孔中加裝螺紋芯軸,在芯軸上采點測量。這種測量方法誤差的主要原因是螺紋芯軸將螺紋孔的軸心線延長,以及螺紋配合誤差的存在。這就會造成多次測量結果的散差很大。②在螺紋孔同一截面上采點。這種測量方法誤差的主要原因是同一截面上采點構成的圓不在螺紋孔的軸心線上,而且在不同的地方測圓,其圓心偏離軸心線的距離有很大的區(qū)別。③沿螺紋孔中螺紋的旋轉方向步進采點。這種測量方法保證了所采點構成的圓的圓心在螺紋孔的軸心線上,在評價其位置尺寸時誤差最小。
5 結束語
在實踐中,應充分理解和掌握形狀和位置公差的國家標準,運用統(tǒng)計分析技術不斷探索形狀和位置公差的測量技術,提高測量精度,才能為生產、工藝改進提供科學、可靠的依據。
參考文獻
[1]〔德〕G.Henzold.形位公差:在設計、制造及檢驗中的應用[M].北京:中國計量出版社,1997.
[2]張國雄.三坐標測量機[M].天津:天津大學出版社,1999.
〔編輯:劉曉芳〕
