高速加工技術在現代模具制造中的應用
2017-03-17 08:03:48張念川
科技與創新 2017年3期
張念川
摘 要:為了縮短模具制造周期,保障模具制造精密度,提高模具制造水平,高速加工技術在模具制造過程中引人注目。根據高速加工技術在企業的實際應用,指出了高速加工在模具制造中的優勢,分析了高速加工在模具制造中的加工工藝及其優化,以期為模具制造水平的提升提供參考和借鑒。
關鍵詞:模具;高速加工;工藝優化;刀具
中圖分類號:TG506.1 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.03.155
1 高速加工技術的制造優勢
模具的幾何形狀復雜,屬單件小批量產品,特別是精密、復雜模具,其精度要求更高,幾何形狀特別復雜。在傳統模具加工工藝中,加工周期長、生產效率低,精加工淬硬模具通常采用電火花和鉗工拋光。為了縮短模具制造周期、提高模具質量,高速加工技術在模具制造過程中引人注目,其利用機床高轉速和高進給速度,為精密、復雜模具制造的技術、工藝革新帶來了正面效果,且得到了迅速推廣。
2 模具行業高速加工機床的現狀
在高速加工中,為了保證機床在高速運動條件下的精度和平穩性,系統必須看到將要執行的一系列空間待加工路徑,尤其在多軸聯動控制時,應由各軸理論加減速與各軸實際允許加減速對比來決定是否降低當前速度或提高到理論速度,動態地調節進給速度,以此實現高精度、高質量。
3 模具高速加工刀具、刀柄特點及發展
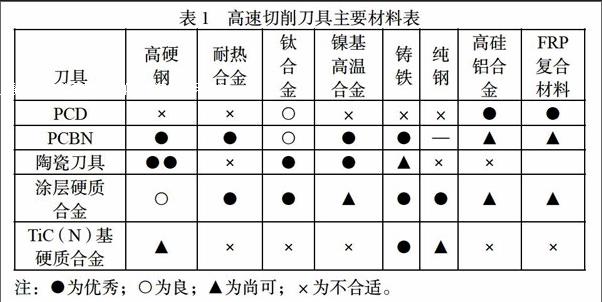
高速切削刀具主要材料表如表1所示。
模具的高速切削加工需配備適宜的刀具、刀柄。高速切削 要求刀具材料有高硬度、高強度、高耐磨性、高韌度、高的熱
硬性、高化學穩定性以及強大的抗熱沖擊能力等。高速切削要求刀具和刀柄的外形尺寸小、夾緊精度高、傳遞轉矩大、結構對稱性好,有利于刀具的動平衡。此外,還需選擇合適的刀具幾何角度以及選擇合適的切削參數。
目前,廣泛應用的高速切削刀具主要有金剛石刀具、立方氮化硼刀具、陶瓷刀具、涂層刀具、TiC(N)基硬質合金以及超細晶粒硬質合金刀具等。合理選用刀具材料是成功進行高速切削加工的關鍵,每一刀具材料針對不同的模具材料,有其不同的適應能力。
在國際刀柄系統市場上,影響比較大的高速加工工具系統主要有以下幾種:①德國開發的HSK(空心短錐柄)刀柄系統。HSK刀柄系統為空心、薄壁、短錐結構,錐比為1∶10,端面與錐面同時定位、夾緊,刀柄在主軸中的定位為過定位,使用由內向外的外脹式夾緊機構。②美國KENNAMETAL公司開發的KM刀柄系統。KM刀柄系統也是一種由錐面和止靠端面進行雙向定位和夾緊的系統,柄部采用與HSK相同的1∶10短錐。其重要特點是通過錐柄的止靠端面、錐度大直徑處的錐面和錐柄尾部的錐面共三個面進行接觸夾緊。夾緊時,通過推桿斜面推動滾珠徑向壓緊在滾珠軌道上,使這種夾緊力以3.5∶1的增力比實現強力夾緊,由此達到幾乎類似于一個整體刀具的剛性。而且其徑向和軸向的重復定位精度可達到±2.5 μm。③日本日研(NIKKEN)公司開發的NC5刀柄系統。NC5刀柄系統也采用了空心短錐結構,錐度為1∶10,并且也是采用錐面和端面同時定位、夾緊工作方式,定位原理與其他系統相同,不同的是將1∶10的錐柄分成錐套與圓柱柄兩部分套在一起,錐套端面有蝶形彈簧,錐柄尾端是螺釘孔,用于安裝拉釘。NC5刀柄系統的扭矩是由前端圓柱上的鍵槽傳遞的,刀柄尾部沒有傳遞扭矩的鍵槽,所以,軸向尺寸比HSK刀柄短,其與前面兩種刀柄的最大區別在于刀柄沒有采用薄壁結構,刀柄錐面處增加了一個中間錐套。KM刀柄和HSK刀柄是通過薄壁的變形來補償刀柄和主軸制造誤差,保證錐面和端面同時可靠地接觸,而NC5刀柄是通過中間錐套的軸向移動來達到這個目的的。中間錐套的軸向移動動力來自刀柄端面上的碟形彈簧。由于中間錐套的誤差補償能力較強,因此NC5刀柄對主軸和刀柄本身的制造精度要求可稍低些。④大昭和精機開發的BIG-PLUS40型系統。BIG-PLUS刀柄的錐度仍然是7∶24,其工作原理是將刀柄裝進主軸錐孔鎖緊前,端面的間隙小。鎖緊后利用主軸內孔的彈性膨脹補償端面間隙,使刀柄端面與主軸端面貼緊,從而增大其剛度。這種刀柄同樣采用了過定位,因此,必須嚴格控制其外形精度和位置精度,其制造工藝難度比HSK刀柄還要高。這種改進型錐柄可與原7∶24錐柄互換使用,可應用于原主軸錐孔。⑤瑞典SANDVIKCOROMANT公司開發的CAPTO刀柄系統。CAPTO刀柄系統與以上幾種錐柄不同的是,其錐柄不是圓錐形,而是呈錐形的三棱形(空心),棱為圓弧形,錐度為1∶20.與HSK刀柄系統相同,其可實現工具柄錐面和止靠端面的接觸定位,特點是通過三棱空心錐柄與三棱錐孔間的成形鎖緊來實現工具柄的無間隙定位,從而無需采用鍵槽和驅動鍵這樣的元件,就能傳遞較大的轉距。其特點是應力分散、分布合理、定心性好、精度高、適合高速旋轉、無滑動的扭轉傳遞、動平衡性能好、位置精度高;缺點是三棱體加工較難,制造成本相比以上幾種錐柄均高。
4 模具高速加工工藝特性及優化
在高速加工過程中,切削模式、刀具路徑、程序切前檢查以及切削參數等都是成功高速切削的關鍵因素。在這段過程中,高速度的動態變化、切削期間刀具干涉、瞬間停止、尖角處理、切削方向的逆轉和不穩定的刀具移動等各種因素都將直接影響切削的速度和加工質量。
4.1 切削載荷必須輕而恒定
高速切削中,刀路軌跡必須光滑,通常采用較小的步距和淺的切削深度(刀具直徑的10%左右);刀具要平滑地切入、切出工件,使用坡度、圓弧和螺旋式進刀,在平面的輪廓加工過程中,通常采用圓弧的切向進退刀方式,在曲面加工過程中多采用讓刀,沿一定坡度或螺旋線方向切入切出工件;大量采用等高分層加工代替仿形加工。此外,粗加工時刀具多以螺旋或圓弧方式切入工件材料,使進給率和機床轉速之比達到最佳;精加工應避免急劇變化的刀具運動,避免在外形輪廓上直接進刀和退刀。
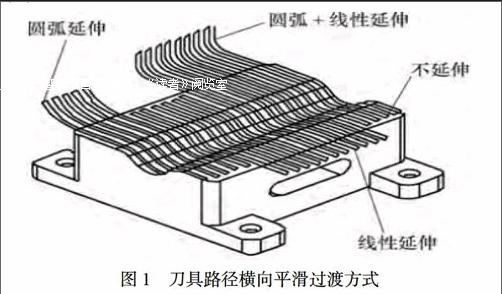
基于模具零件表面結構的復雜性,可能會導致編程時相鄰的兩條刀具路徑不光滑,出現急劇變化的路徑。遇到這樣的情況時,一般采用抬刀至一定高度過渡或輔助軌跡過渡的方式。行切的光滑移刀方式可以采用相切圓弧連接、內側或外側圓弧連接。環切的光滑移刀多采用環間圓弧式、空間螺旋式切出與切入,如圖1所示。
合理的切入切出方式、橫向與拐角路徑的平滑過渡及等高分層加工規劃與合理的進給量,始終是為了確保高速加工時切削負荷輕而恒定。
4.2 合理的刀具參數選擇
對于高速加工的金剛石刀具、立方氮化硼刀具、陶瓷刀具、涂層刀具、TiC(N)基硬質合金、超細晶粒硬質合金刀具等,不同的材質的刀具適宜于不同的模具材料、工況。針對不同的模具材質,刀具還有不同的切削參數的選擇。一般認為,高速切削的切削速度是常規切削速度的5~10倍。遇到陡峭、拐角等位置時,為了避免高速加工設備沒有前饋功能,必須合理降速。在編程時,陡峭、拐角位置設置適宜的調整比例,合理地對切削參數進行優化,以保持高速機床合理的負載,以及減少質量事故。
4.3 先進的CAM軟件選擇
采用高速加工設備后,對編程人員的要求也提高。近年來,CAM系統也越來越簡單和方便,更貼近于車間高速加工。當前,模具行業常用的CAM軟件有美國UG NX/CAM、以色列Cimatron/CAM、法國CATIA/CAM、美國I-DEAS/CAM、美國Mastercam/CAM、英國Delcam PowerMILL/CAM等輔助制造軟件,都分別對高速加工模塊進行了工藝創新。
5 結束語
新形勢下,市場對模具加工的要求越來越高,對高速加工技術擁有強烈需求。但高速加工的數控機床刀具等裝備技術含量高、投資較大,在模具行業運用高速加工技術應與模具質量、周期、壽命、成本等一并統籌研究、革新,在降低模具制造成本、縮短模具新產品的設計制造周期的同時,提高了成形工藝和模具結構設計水平。
〔編輯:張思楠〕
