肉桂酸甲酯小試合成
2017-03-18 01:24:56王海亮
化工管理 2017年2期
肉桂酸甲酯小試合成
王海亮(浙江蘭溪巨化氟化學有限公司,浙江 蘭溪 321100)
1 試驗目的
開發肉桂酸下游產品,延長肉桂酸產品的產業鏈,促進產品結構的調整.我們選擇了下游產品肉桂酸甲酯作為小試開發項目。肉桂酸甲酯具有果香膏香,可作為制造香水香精、皂用香精的常用定香劑、也可用于食用香精。有關資料表明,無機酸催化酯化法,由于反應時間長、副反應多而影響產品的收率和質量,同時后處理麻煩、設備腐蝕嚴重。因此我們篩選了兩種催化劑來進行對比小試,通過試驗確定最佳催化劑后再進行工藝條件優化等試驗工作。
2 試驗內容
2.1 反應方程式

2.2 實驗過程
在1000ml帶攪拌的四口瓶中投入2mol肉桂酸、催化劑和甲醇,裝上回流冷凝管,開攪拌,用恒溫電熱套加熱回流一定時間,然后改為蒸餾裝置,蒸出未反應的甲醇,加入定量的10%碳酸鈉水溶液,攪拌10分鐘后于分液漏斗分層,加200 ml水洗滌。兩次水層一同冷卻結晶后過濾,濾液用鹽酸調PH值2~3可以回收肉桂酸,濾餅則和分層后所得的物料一同進行減壓蒸餾,去前餾份水后得肉桂酸甲酯產品,稱重,分析含量,計算產品收率。
2.3 采用不同催化劑對反應收率的影響
我們分別采用A催化劑(95%、工業級)和B催化劑(試劑)作為催化劑,采用文獻中報道的最佳投料配比進行酯化反應,結果見表一:

表一:不同催化劑對反應的影響(肉桂酸甲酯理論得量為324.32g)
由表一可以看出,采用A作催化劑時甲醇投料量小,且合成的肉桂酸甲酯的收率較高,因此我們選用該催化劑進行了一系列的工藝條件優化試驗。
2.4 A催化劑用量對反應的影響
在試劑用量和實驗條件不變,即投99.0%肉桂酸299.3g(2.0mol)、工業99%甲醇390.0g、保溫回流4小時的情況下,只改變A催化劑的用量進行實驗,結果催化劑A用量的改變對反應后甲酯的收率有著明顯的影響,隨著催化劑用量的增加,反應收率提高,當催化劑用量在25.0 g以上時,甲酯收率趨于穩定。
2.5 反應時間對肉桂酸甲酯收率的影響
投99.0%肉桂酸299.3g(2.0mol)、工業99%甲醇390.0g、采用25.0gA作催化劑,其它條件不變,通過改變反應時間來進行實驗,結果

回流時間(h)3 4 5 6 7甲酯收率(%)89.1 92.2 93.0 93.1 92.5
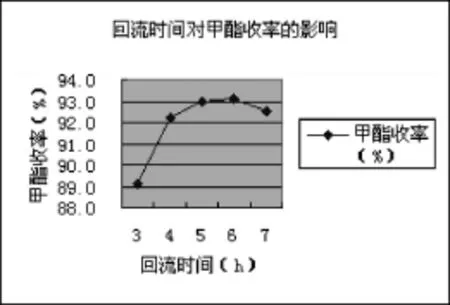
從以上情況可以看出,當反應保溫回流時間為6小時,肉桂酸甲酯的收率最高。
2.6 醇酸用量比對反應后肉桂酸甲酯收率的影響
在其它條件不變的情況下,當用299.3g(2mol)肉桂酸與甲醇酯化時,采用25.0gA作催化劑,保溫回流6小時,通過改變甲醇的用量進行實驗,結果
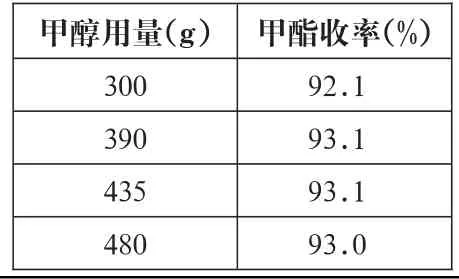
甲醇用量(g)300 390 435 480甲酯收率(%)92.1 93.1 93.1 93.0
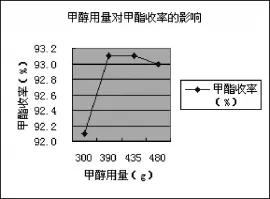
由表四中可以看出,甲醇過量有利于提高反應收率,當甲醇用量為390g以上時,甲酯收率趨于穩定,因此甲醇用量以390g為宜。
2.7 回收甲醇套用對產品收率的影響
投99.0%肉桂酸299.3g(2.0mol)、工業99%甲醇390.0g、采用25.0gA催化劑,保溫反應6小時,回收甲醇套用于下一批,并補加適量新的甲醇,連續套用3批,觀察甲醇套用對產品收率的影響。結果表明,甲醇連續套用后,回收甲醇的水份越來越高,肉桂酸甲酯收率逐漸下降。因此,在不除去回收甲醇中水份的情況下,甲醇套用對產品收率影響較大。
3 結語
3.1 通過試驗,我們認為用A催化合成肉桂酸甲酯的收率較高。反應較優工藝條件為:A催化∶肉桂酸∶甲醇=0.125∶2∶12.065(摩爾比),反應回流時間為6小時,收率93%。
3.2 回收甲醇水份較高,不除去水份不能套用,建議采用精餾提純或折價出售。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
Coco薇(2015年1期)2015-08-13 02:23:50
應用化工(2014年3期)2014-08-16 13:23:50
玩具(2009年10期)2009-11-04 02:33:14
