某直升機(jī)復(fù)合材料槳葉疲勞試驗(yàn)提前失效分析
2017-03-27 13:47:37陶憲斌曾玖海沈亞娟
科技創(chuàng)新與應(yīng)用 2017年4期
關(guān)鍵詞:有限元
陶憲斌+曾玖海+沈亞娟
摘 要:某直升機(jī)旋翼槳葉疲勞試驗(yàn)考核中發(fā)生蒙皮斷裂,壽命遠(yuǎn)低于設(shè)計(jì)要求。分析表明蒙皮模壓質(zhì)量、泡沫對(duì)接縫對(duì)蒙皮應(yīng)力影響較小,不足以造成槳葉疲勞試驗(yàn)的提前失效。通過(guò)有限元模擬發(fā)現(xiàn)蒙皮厚度不均勻?qū)е碌膽?yīng)力集中是疲勞試驗(yàn)提前失效的主要原因。采用改進(jìn)后的旋翼槳葉完成另外兩件疲勞試驗(yàn)。依據(jù)有限元分析計(jì)算出應(yīng)力集中系數(shù),結(jié)合第一件試驗(yàn)結(jié)果得到的疲勞極限與第二件、第三件疲勞試驗(yàn)的疲勞極限基本吻合。從試驗(yàn)、計(jì)算兩方面均證明結(jié)構(gòu)應(yīng)力集中是疲勞試驗(yàn)提前失效主要原因。
關(guān)鍵詞:旋翼槳葉;疲勞試驗(yàn);有限元;應(yīng)力集中
1 概述
旋翼槳葉作為直升機(jī)的關(guān)鍵部件,在直升機(jī)定型前必須進(jìn)行疲勞試驗(yàn)驗(yàn)證[1]。通常情況下,試驗(yàn)?zāi)康挠袃蓚€(gè):一是通過(guò)試驗(yàn)獲得槳葉的疲勞特性,為槳葉的壽命評(píng)定提供試驗(yàn)依據(jù)。二是通過(guò)試驗(yàn)獲得槳葉疲勞破壞模式,以便后續(xù)改進(jìn)結(jié)構(gòu)及細(xì)節(jié)設(shè)計(jì)。對(duì)于旋翼槳葉試驗(yàn)失效判定采用以下兩種標(biāo)準(zhǔn)[2]:
(1)試驗(yàn)件考核部位出現(xiàn)裂紋、分層、開(kāi)膠。
(2)試驗(yàn)件剛度下降至不能恢復(fù)到原來(lái)的載荷。
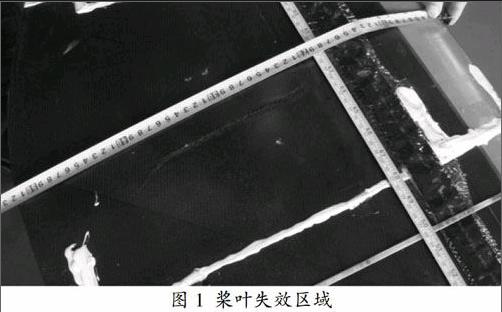
某型直升機(jī)旋翼槳葉第一件疲勞試驗(yàn)時(shí)按疲勞試驗(yàn)載荷進(jìn)行至29萬(wàn)次循環(huán)時(shí),槳葉上表面出現(xiàn)裂紋,如圖1所示。
通過(guò)疲勞分析計(jì)算,該狀態(tài)旋翼槳葉為200小時(shí)壽命,遠(yuǎn)未達(dá)到某型機(jī)設(shè)計(jì)定型壽命要求。
對(duì)該裂紋區(qū)域解剖后進(jìn)行檢查,結(jié)果如下:
(1)裂紋位置為根部段泡沫與翼型段泡沫對(duì)接位置,對(duì)接縫沒(méi)有明顯過(guò)大現(xiàn)象。
(2)根部段泡沫為細(xì)孔,翼型段泡沫為粗孔,含膠量大。
(3)根部段蒙皮薄,翼型段蒙皮厚,形成厚度差,內(nèi)部鋪層褶皺。
2 蒙皮模壓質(zhì)量影響分析
通常情況下,模壓壓力主要影響槳葉的外觀規(guī)整性。壓強(qiáng)較低時(shí),樹(shù)脂不能充分流動(dòng),樹(shù)脂中的氣泡不能充分排出,槳葉的規(guī)整性不好,力學(xué)性能有所下降;壓強(qiáng)較高時(shí)脫模困難,容易使槳葉在脫模過(guò)程中產(chǎn)生損傷,影響槳葉的力學(xué)性能。試驗(yàn)件槳葉在制造過(guò)程中,采用的是一體化成型工藝,模壓壓強(qiáng)不會(huì)有太大的差異。通過(guò)目視檢查可以得到剖壞剖面附近蒙皮表面質(zhì)量沒(méi)有異常,在槳葉脫模過(guò)程中也沒(méi)有出現(xiàn)脫模困難的情況發(fā)生,這兩點(diǎn)說(shuō)明槳葉在模壓成型過(guò)程中沒(méi)有模壓壓強(qiáng)過(guò)小或者過(guò)大的質(zhì)量問(wèn)題。造成蒙皮厚度不一致主要是由泡沫造成的。破壞剖面為泡沫對(duì)接縫位置,靠近根部段泡沫為細(xì)孔泡沫,靠近翼型段泡沫為粗孔泡沫,由于泡沫性質(zhì)不同,槳葉鋪層在成型過(guò)程中模壓壓強(qiáng)存在略微差異,造成對(duì)接縫兩側(cè)槳葉蒙皮模壓質(zhì)量有所不同。蒙皮在槳葉模壓成型過(guò)程中,細(xì)孔泡沫提供的模壓壓強(qiáng)大,蒙皮含膠量低,造成靠近根部段蒙皮薄;粗孔泡沫提供的模壓壓強(qiáng)小,蒙皮含膠量大,靠近翼型段的蒙皮厚,如圖2所示。
旋翼槳葉采用了先進(jìn)的全復(fù)合材料結(jié)構(gòu),蒙皮復(fù)合材料主要由纖維和樹(shù)脂機(jī)體構(gòu)成[3]。在拉伸載荷作用下主要由纖維承載,在壓縮載荷作用下主要由機(jī)體承載[4]。破壞剖面兩側(cè)蒙皮模壓質(zhì)量不同主要是含膠量的不同,即樹(shù)脂機(jī)體含量不一致,槳葉鋪層纖維總量并沒(méi)有變化。旋翼槳葉在離心力的作用下,蒙皮主要承受拉伸載荷,在旋翼槳葉鋪層纖維總量沒(méi)有變化的情況下,模壓質(zhì)量對(duì)蒙皮的力學(xué)疲勞性能的影響不大[5]。并且破壞剖面產(chǎn)生在蒙皮厚度不一致的對(duì)接面,兩側(cè)蒙皮未破壞。因此破壞剖面兩側(cè)蒙皮吸膠量、模壓質(zhì)量不一致并不是造成疲勞試驗(yàn)提前失效的主要原因。
3 泡沫對(duì)接影響分析
旋翼槳葉內(nèi)部PMI泡沫的并不作為一個(gè)受力部件,在槳葉強(qiáng)度分析過(guò)程中也往往是不考慮的。泡沫的作用主要有兩點(diǎn):(1)維持槳葉氣動(dòng)外形的作用;(2)在槳葉模壓成型過(guò)程中提供壓力。
破壞剖面位于根部細(xì)孔泡沫與翼型段粗孔泡沫的對(duì)接位置,需對(duì)泡沫對(duì)接縫的影響進(jìn)行分析,針對(duì)破壞剖面建立有限元模型進(jìn)行定性分析驗(yàn)證。考慮到復(fù)合材料旋翼槳葉建模的復(fù)雜性,有限元模型需要一定的簡(jiǎn)化。蒙皮用殼單元模擬,大梁帶及泡沫用實(shí)體單元模擬,約束及加載方式見(jiàn)圖3。
分別計(jì)算了有泡沫填充和無(wú)泡沫填充的破壞剖面應(yīng)力結(jié)果如圖4、5所示:
分析結(jié)果表明,有泡沫填充的槳葉剖面應(yīng)力為143MPa,無(wú)泡沫填充的槳葉泡面應(yīng)力為145MPa,無(wú)泡沫填充狀態(tài)下的槳葉剖面應(yīng)力比有泡沫填充的剖面應(yīng)力提高約1.4%。因此可以得到泡沫對(duì)接縫的存在,會(huì)造成應(yīng)力水平有所提高,但提高作用有限,不足以造成槳葉疲勞試驗(yàn)的提前失效。
4 結(jié)構(gòu)應(yīng)力集中影響分析
雖然槳葉破壞剖面區(qū)域表面蒙皮質(zhì)量沒(méi)有異常,但兩邊泡沫孔大小不同、過(guò)盈量不匹配導(dǎo)致在泡沫對(duì)接位置蒙皮的厚度、含膠量、模壓質(zhì)量突變,泡沫對(duì)接位置鋪層皺褶,影響了載荷傳遞,可能引起應(yīng)力集中。
應(yīng)力集中系數(shù)反應(yīng)出結(jié)構(gòu)應(yīng)力集中水平,是一個(gè)比1大的系數(shù),應(yīng)力集中的地方是結(jié)構(gòu)疲勞強(qiáng)度的薄弱的地方,任何結(jié)構(gòu)和機(jī)械零件幾乎都有應(yīng)力集中,應(yīng)力集中系數(shù)是用名義應(yīng)力法計(jì)算疲勞壽命的基礎(chǔ)。通常情況下取某一截面的最大應(yīng)力?滓max和同一截面的平均應(yīng)力?滓之比即為應(yīng)力集中系數(shù)。如下所示:
獲取應(yīng)力集中系數(shù)Kt通常有四種方法:實(shí)驗(yàn)方法;工程圖表法;經(jīng)驗(yàn)公式法及有限元法[7]。
(1)實(shí)驗(yàn)方法獲取的Kt和其他方法相比都更可靠、精確,可是因?yàn)楹馁Y、耗時(shí),和試驗(yàn)設(shè)備等限制條件的影響,使得通過(guò)實(shí)驗(yàn)方法得到的應(yīng)力集中系數(shù)很難實(shí)現(xiàn)。
(2)按照結(jié)構(gòu)的具體參數(shù),在工程手冊(cè)中直接查取應(yīng)力集中系數(shù)Kt,這是目前最普遍的方式。工程手冊(cè)中的圖表是依據(jù)大量的試驗(yàn)直接獲得的,這樣得來(lái)的數(shù)據(jù)結(jié)果可信度較高。可是因?yàn)槿狈?shù)據(jù)資源,可供參考的只有簡(jiǎn)單的結(jié)構(gòu)形式。對(duì)于不同結(jié)構(gòu)和復(fù)雜受力方式的結(jié)構(gòu)缺少合適的參考圖表可用,而且手冊(cè)中的數(shù)據(jù)圖表反映不出全部的實(shí)際情況。
(3)經(jīng)驗(yàn)公式是工程技術(shù)人員依據(jù)實(shí)際的工程,對(duì)于簡(jiǎn)單的結(jié)構(gòu)形式,通過(guò)曲線擬合、插值和數(shù)學(xué)手段進(jìn)行建構(gòu)的。這種方法使得查表過(guò)程更簡(jiǎn)單,使用時(shí)比較簡(jiǎn)便。可是工程實(shí)際能使用的經(jīng)驗(yàn)公式資源很少,存在人為誤差,具體應(yīng)用時(shí)有一定的局限性。
(4)有限元方法補(bǔ)救了上述方法的不足,不受結(jié)構(gòu)形狀、受力狀態(tài)的制約,通用、準(zhǔn)確、可靠、省時(shí)、省力、節(jié)省費(fèi)用。由于有限元計(jì)算方法的建立和不斷完善,利用有限元方法計(jì)算應(yīng)力集中系數(shù)變得越來(lái)越接近實(shí)際結(jié)構(gòu)。
考慮到復(fù)合材料槳葉有限元建模的復(fù)雜性,采用簡(jiǎn)化計(jì)算模型對(duì)破壞部位的應(yīng)力集中進(jìn)行模擬。槳葉蒙皮主要承受拉載荷,因此采用平板拉伸模型進(jìn)行模擬。
有限元模型采用實(shí)體建模方法,平板厚度、倒角均來(lái)自實(shí)際測(cè)量值,具體尺寸如圖6所示:其中平板寬度W=50mm。假設(shè)蒙皮材料為等效后的各項(xiàng)同性材料,彈性模量為48000MPa,泊松比為0.3。
將平板的右端面設(shè)置為全約束,左端面施加大小為100N的拉力載荷,同時(shí)為消除附加彎矩影響對(duì)下端面采取對(duì)稱約束。通過(guò)有限元計(jì)算并排除加載端影響,得到如下應(yīng)力云圖:
應(yīng)力云圖可以看出在厚度變化區(qū)域存在明顯的應(yīng)力集中,通過(guò)公式(1)可以得到應(yīng)力集中系數(shù):
由有限元結(jié)果可以得到,應(yīng)力集中是疲勞試驗(yàn)提前破壞的主要原因。
5 試驗(yàn)及計(jì)算驗(yàn)證
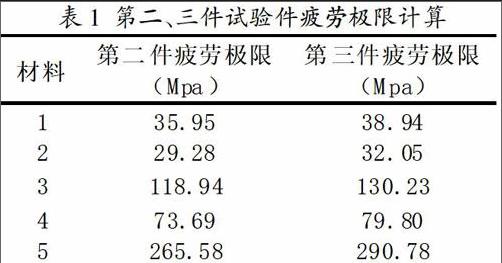
針對(duì)1100剖面失效原因,泡沫廠家對(duì)旋翼槳葉泡沫進(jìn)行了調(diào)整,將根部段的細(xì)孔泡沫調(diào)整為粗孔泡沫,翼型段保持原來(lái)的粗孔泡沫。同時(shí)對(duì)泡沫配方進(jìn)行優(yōu)化和改進(jìn),并對(duì)加工工藝進(jìn)行微調(diào),改善泡沫過(guò)盈量不匹配造成的蒙皮厚度差,避免應(yīng)力集中。改進(jìn)后的旋翼槳葉完成第二件、第三件疲勞試驗(yàn),兩件試驗(yàn)件均完成兩級(jí)載荷共計(jì)150萬(wàn)次循環(huán)。通過(guò)槳葉應(yīng)力分析軟件計(jì)算得到槳葉5種材料的疲勞極限[7],結(jié)果如表1所示:
經(jīng)計(jì)算改進(jìn)后的旋翼槳葉疲勞壽命已達(dá)到6000小時(shí)以上,達(dá)到了某型機(jī)定型壽命要求。
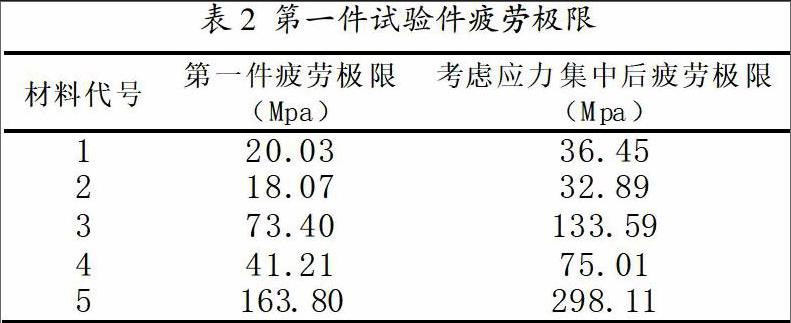
第一件疲勞極限計(jì)算及考慮應(yīng)力集中后的疲勞極限如表2所示,考慮應(yīng)力集中后疲勞極限與第二件、第三件平均疲勞極限對(duì)比見(jiàn)圖8。
疲勞極限對(duì)比可以看出,第一件考慮應(yīng)力集中后的疲勞極限與第二件、第三件得到的疲勞極限基本吻合,誤差在10%左右。因此可以判定第一件疲勞試驗(yàn)提前失效是由于應(yīng)力集中的影響使得應(yīng)力升高,達(dá)到結(jié)構(gòu)本身的疲勞極限后而發(fā)生的疲勞破壞。
6 結(jié)束語(yǔ)
綜上所述,通過(guò)對(duì)蒙皮模壓質(zhì)量、泡沫對(duì)接縫、結(jié)構(gòu)應(yīng)力集中影響分析,最終確定結(jié)構(gòu)應(yīng)力集中是造成旋翼槳葉疲勞試驗(yàn)提前失效的主要原因,并通過(guò)試驗(yàn)及計(jì)算獲得了驗(yàn)證。
應(yīng)力集中在槳葉疲勞強(qiáng)度計(jì)算時(shí)往往是我們所忽略的,對(duì)飛行安全造成了一定的潛在風(fēng)險(xiǎn)。因此,在后續(xù)槳葉設(shè)計(jì)工作中,要盡量避免對(duì)接縫兩端泡沫屬性不一致而導(dǎo)致的蒙皮的厚度、含膠量、模壓質(zhì)量突變,減少應(yīng)力集中現(xiàn)象的出現(xiàn)。
參考文獻(xiàn)
[1]楊乃賓,倪先平.直升機(jī)復(fù)合材料結(jié)構(gòu)設(shè)計(jì)[M].北京:國(guó)防工業(yè)出版社,2008,11.
[2]孫濤,劉偉光,曾玖海,等.某復(fù)合材料旋翼槳葉疲勞試驗(yàn)提前失效模式分析及改進(jìn)[J].直升機(jī)技術(shù),2011(02):60-64.
[3]樊在霞,張瑜.GF/PP復(fù)合紗針織物預(yù)型機(jī)件熱壓成型的壓力對(duì)復(fù)合材料拉伸強(qiáng)度的影響[J].玻璃鋼/復(fù)合材料,2004(3):36-37.
[4]張峰,胡海峰,陳朝輝.模壓壓力對(duì)2D-Cf/SiC復(fù)合材料性能的影響[J].稀有金屬材料與工程,2007,36:622-624.
[5]趙鵬飛,趙景麗,何穎.成型壓力對(duì)自粘性預(yù)浸料復(fù)合材料性能的影響[J].玻璃鋼/復(fù)合材料,2010(4):65-67.
[6]李瑩,黃僑,唐海紅.焊接工字梁應(yīng)力集中的有限元分析[J].哈爾濱工業(yè)大學(xué)學(xué)報(bào),2008,40(12):20-24.
[7]穆志韜,曾本銀.直升機(jī)結(jié)構(gòu)疲勞[M].北京:國(guó)防工業(yè)出版社,2009,11.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18