直角銑頭設(shè)計要點(diǎn)及常見故障分析
2017-03-27 22:10:47劉毅
科技創(chuàng)新與應(yīng)用 2017年4期
劉毅
摘 要:隨著制造業(yè)的發(fā)展,銑頭作為鏜銑床常用輔具已成為當(dāng)今機(jī)床行業(yè)發(fā)展方向之一。銑頭無需調(diào)整機(jī)床結(jié)構(gòu)便可改變機(jī)床加工方向,減少重復(fù)裝夾次數(shù),擴(kuò)大加工范圍,提高效率及加工精度。為滿足銑頭高精度、高速度、高剛性的要求,就需要在設(shè)計中進(jìn)行結(jié)構(gòu)分析、受力分析、工況分析。文章通過研究直角銑頭的常見故障,分析其產(chǎn)生原因并加以改進(jìn),以減少維修成本及故障率。
關(guān)鍵詞:銑頭;故障分析
1 銑頭的定義、工作原理及分類
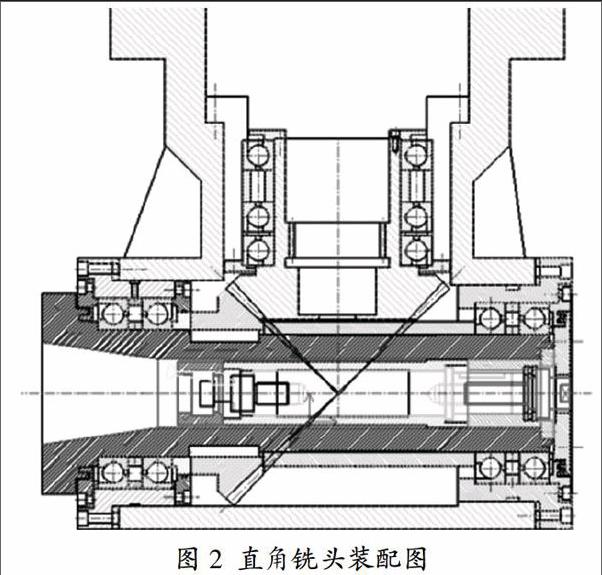
銑頭是通過改變機(jī)床主軸與刀具旋轉(zhuǎn)中心線之間的角度,將機(jī)床動力傳遞到刀具上的一種機(jī)床輔具。機(jī)床主軸上的錐孔是銑頭的定位基準(zhǔn),通過兩個主軸鍵將動力傳遞到銑頭輸入軸上的螺旋傘齒輪(主動輪),與之嚙合的另一個螺旋傘齒輪(從動輪)帶動銑頭輸出軸旋轉(zhuǎn)。由于螺旋傘齒輪嚙合軸線空間相交,從而使機(jī)床主軸與刀具旋轉(zhuǎn)中心線產(chǎn)生夾角,改變機(jī)床加工方向。銑頭按照結(jié)構(gòu)可分為直角銑頭、加長直角銑頭、延伸銑頭、萬向銑頭等。
2 直角銑頭常見故障分析
2.1 銑頭殼體損壞及軸承孔、臺階磨損
銑頭殼體損壞是由于外力撞擊或切削力過大、殼體壁過薄引起的。銑頭所受軸向力為從銑頭主軸前端到后端,若背帽、端蓋等處預(yù)緊力不足,則會產(chǎn)生沖擊力,故軸承臺階處磨損量較小且均勻。銑頭所受徑向力與切削方向相反,徑向受力方向根據(jù)走刀方向不同而不同,故軸承孔磨損量較小且不均勻。
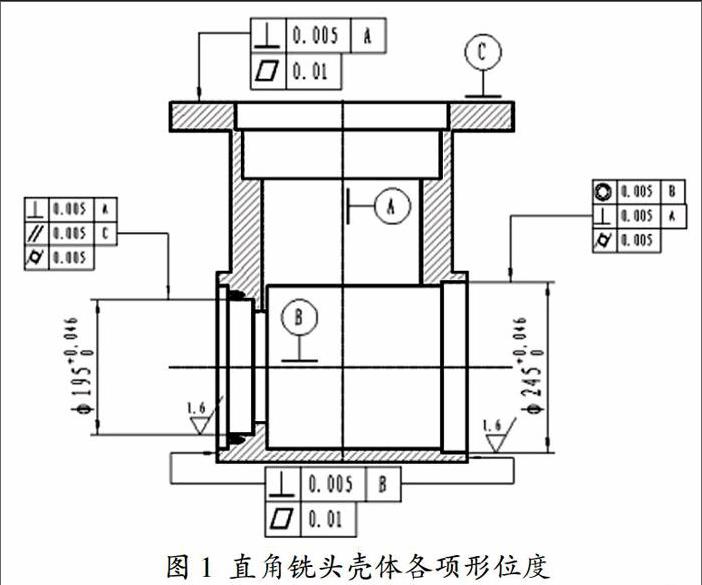
修復(fù)銑頭殼體時,常采用補(bǔ)焊并重新加工、擴(kuò)大孔徑并加套、端面加墊等方法。銑頭殼體的加工精度直接影響其運(yùn)轉(zhuǎn)精度。故必須要保證以下形位度要求:
(1)銑頭上平面C與輸入軸軸線A的垂直度及自身的平面度:如果此項精度較差將會導(dǎo)致機(jī)床輸出軸線與銑頭輸入軸線A不重合,運(yùn)轉(zhuǎn)時產(chǎn)生噪聲并降低傘齒輪使用壽命。
(2)輸出軸軸線B與輸入軸軸線A空間位置度:如果此項精度較差將會影響螺旋傘齒輪嚙合,降低其使用壽命。
(3)前、后端軸承孔的同軸度:如果此項精度較差將會導(dǎo)致輸出軸及兩端軸承附加徑向力,影響軸承使用壽命。
(4)前、后端端面與輸出軸軸線B的垂直度及自身的平面度:如果此項精度較差將會導(dǎo)致兩端蓋把合不嚴(yán),甚至使軸承產(chǎn)生附加軸向力。
為保證以上形位度要求,應(yīng)在同一臺機(jī)床完成銑頭殼體多個工序的加工。銑頭殼體作為其內(nèi)部零件的承載體和基礎(chǔ),設(shè)計時要保證足夠壁厚的前提下,盡量減小銑頭空間尺寸。合理設(shè)計加強(qiáng)筋及觀察孔的位置及大小,保證銑頭有足夠的剛性。
2.2 螺旋傘齒輪齒面磨損、斷裂和點(diǎn)蝕
螺旋傘齒輪嚙合過程中既有滾動又有滑動。齒面磨損是由于齒面高點(diǎn)引起塑性變形,滑動摩擦力過大造成的。傘齒輪磨損后齒面間的嚙合間隙過大產(chǎn)生沖擊,同時齒根部受交變應(yīng)力,加速傘齒輪齒面磨損,甚至產(chǎn)生斷裂。若傘齒輪齒面硬度、抗疲勞強(qiáng)度較低及內(nèi)部有缺陷,經(jīng)過長時間嚙合,齒面微小裂紋不斷延伸導(dǎo)致表面脫落形成點(diǎn)蝕。
螺旋傘齒輪作為直角銑頭最重要的零件,其各項力學(xué)性能將直接影響使用壽命,其安裝結(jié)構(gòu)及調(diào)整方法直接影響直角銑頭的運(yùn)轉(zhuǎn)精度。
(1)在設(shè)計中合理選擇材質(zhì)及熱處理方法不僅可提高齒面硬度和抗疲勞強(qiáng)度,減少點(diǎn)蝕現(xiàn)象發(fā)生,還可提高齒面的抗塑性變形能力。再經(jīng)過跑合除去齒面高點(diǎn),可減少齒面磨損。
(2)在設(shè)計中為保證傘齒輪軸線空間相交且垂直,銑頭殼體各項精度需達(dá)到要求。否則會影響傘齒輪嚙合,降低其使用壽命,還會引起接刀現(xiàn)象。
(3)在設(shè)計時選擇合理的結(jié)構(gòu)調(diào)整傘齒輪嚙合間隙,使傘齒輪分錐頂點(diǎn)相交。對于主動輪可采用修磨平墊的方法;從動輪可采用一端固定一端用鎖緊螺母進(jìn)行調(diào)整或兩端都采用鎖緊螺母。調(diào)整時若齒面間隙過大,則產(chǎn)生沖擊及反向間隙,連續(xù)運(yùn)轉(zhuǎn)會產(chǎn)生噪聲,加速齒面磨損甚至斷裂。若間隙過小,則傘齒輪轉(zhuǎn)動困難,加速齒面磨損甚至產(chǎn)生卡死和斷裂現(xiàn)象,連續(xù)運(yùn)轉(zhuǎn)發(fā)熱量將會增加。所以調(diào)整適當(dāng)?shù)凝X面嚙合間隙,可有效減少斷裂現(xiàn)象發(fā)生。
2.3 軸承點(diǎn)蝕、塑性變形、磨損與膠合
軸承長時間在載荷作用下,工作表面疲勞失效,產(chǎn)生點(diǎn)蝕。當(dāng)軸承承受載荷超過工作表面的屈服極限時,發(fā)生永久塑性變形。當(dāng)硬度較大的顆粒狀雜質(zhì)進(jìn)入軸承內(nèi)部時,在工作表面相對滑動造成磨損。當(dāng)工作表面上的高點(diǎn)或雜質(zhì)摩擦生熱過大,導(dǎo)致表面退火甚至熔化,產(chǎn)生膠合。
為減緩軸承失效,延長使用壽命,可以通過以下方法:
(1)潤滑可降低軸承滑動、滾動摩擦,減少軸承磨損。同時可在軸承工作表面形成油膜,防止氧化生銹,也可降低軸承溫升,防止軸承產(chǎn)生膠合現(xiàn)象。在直角銑頭工作中難以經(jīng)常供油,故使用潤滑脂潤滑。
(2)軸承若在較大載荷下長時間工作將會產(chǎn)生塑性變形,加速點(diǎn)蝕形成。在選擇軸承時應(yīng)考慮其承載能力及受力方向。直角銑頭常用軸承有:深溝球軸承、圓柱滾子軸承(只承受徑向力),推力球軸承(只承受單方向軸向力),圓錐滾子軸承、角接觸球軸承(可承受徑向力和單方向軸向力)。在使用角接觸球軸承時,其安裝方法不同,受力狀態(tài)也不形同。角接觸球軸承背對背安裝時(DB)可承受徑向力及雙向軸向力;面對面安裝時(DF)受力狀態(tài)相同,但承載載荷較小;串聯(lián)使用(DT)是用多套軸承承載單方向軸向力。
(3)安裝軸承時預(yù)加軸向力,并使軸承工作表面產(chǎn)生彈性變形,起到預(yù)緊效果。調(diào)整軸承游隙可使軸承運(yùn)轉(zhuǎn)平穩(wěn),受力均勻,提高軸承的旋轉(zhuǎn)精度和剛性,從而提高軸承使用壽命。軸承預(yù)緊力過小則無法消除游隙,過大則將會加速軸承磨損,甚至產(chǎn)生膠合現(xiàn)象。軸承預(yù)緊時還要考慮溫度對軸承的影響,避免溫度升高預(yù)緊力過大。在設(shè)計時一般采用鎖緊螺母或端蓋預(yù)緊,有時采用同一螺母預(yù)緊軸承和螺旋傘齒輪,不能起到分別控制的作用,還會使預(yù)緊力過大。
(4)軸承固定方式有兩端固定、一端固定一端游動及兩端游動。兩端固定軸承皆可承受雙向軸向力及徑向力,當(dāng)銑頭主軸受熱伸長時會產(chǎn)生彎曲變形,進(jìn)而影響傘齒輪嚙合及軸承受力狀態(tài),適用于主軸較短或熱變形不大的銑頭。一端固定一端游動安裝時,為防止刀具位置改變固定端需在銑頭前端,且承受雙向軸向力及徑向力。游動端軸承只承受徑向力,調(diào)節(jié)主軸受熱伸長量,適用于主軸受熱變形較大的銑頭。兩端游動軸承不能承受軸向力,在銑頭中應(yīng)用較少。
(5)軸承在使用過程中為防止灰塵、鐵屑、切削液等雜質(zhì)進(jìn)入軸承內(nèi)部,加大軸承磨損,在設(shè)計直角銑頭時要選擇合適的密封形式。
3 結(jié)束語
銑頭在鏜銑床中具有重要作用,其結(jié)構(gòu)的穩(wěn)定性及運(yùn)轉(zhuǎn)的精確性對加工精度影響較大。本文通過分析直角銑頭常見故障及其產(chǎn)生的原因,總結(jié)在設(shè)計中需要注意的要點(diǎn),對銑頭維修、減少故障率、降低成本都具有重要意義。
參考文獻(xiàn)
[1]高克勤.機(jī)修手冊第一冊[M].機(jī)械工業(yè)出版社.
[2]郭大威.滾動軸承失效分析[M].機(jī)械工業(yè)出版社.