屏蔽型核主泵電機定子屏蔽套密封焊接技術研究
2017-04-07 07:36:37劉大為張晨光張鎖瑤
大電機技術 2017年2期
劉大為,宋 丹,張晨光,杜 雷,張鎖瑤
?
屏蔽型核主泵電機定子屏蔽套密封焊接技術研究
劉大為1,2,宋 丹1,2,張晨光1,2,杜 雷1,2,張鎖瑤1,2
(1.黑龍江省核主泵工程技術研究中心,哈爾濱150066; 2哈爾濱電氣動力裝備有限公司,哈爾濱150066)
屏蔽套作為屏蔽式核主泵電機的核心部件至關重要,本文著重分析了定子屏蔽套環焊縫的結構特性、材料焊接特性。針對焊接過程的技術難點,采取合理的工藝措施方法加以避免和解決。通過材料清潔、使用脈沖焊接、背部惰性氣體保護、使用冷卻銅環、鎢極焊絲位置調節等工藝過程改善和控制,形成一整套定子屏蔽套環焊縫的焊接工藝方法。
核主泵;定子屏蔽套;哈氏合金;機動鎢極氬弧焊
1 前言
核電在20世紀六七十年代取得了長足的發展,隨后發生了兩次重大核事故,嚴重的影響了公眾對核電的看法和接受程度,使世界核電發展速度減慢,在有些國家甚至停頓下來,說明核電技術在安全性方面尚需改進,三代屏蔽型核反應堆冷卻器泵正是在這種背景下設計研發的主泵機型[1,2]。
屏蔽型主泵電機,通過屏蔽套的焊接密封將定子和轉子繞組與反應堆冷卻劑隔絕。其中定子屏蔽套環焊縫由于材料特殊、板材超薄并且在焊接后需經過射線探傷和高壓氦氣檢漏氣密性試驗,其焊接工藝研究具有相當大的挑戰性。
2 結構簡介
定子屏蔽套環焊縫是將定子屏蔽套裝配至定子內腔上部與上封頭、下部與機殼下法蘭形成的兩條密封焊縫。定子屏蔽套的材質為哈氏合金Hastelloy C276[3],定子上封頭及下法蘭的材質均為ASME SA182 Grade F304[4],屬于異種材質接頭;上封頭和下法蘭均為厚壁的結構部件,而定子屏蔽套的厚度僅為0.381mm,在裝配后形成厚度差異極大的Ⅱ型接頭[5]。具體結構形式如圖1所示。

圖1 主泵剖面圖
3 難點分析及工藝措施
定子屏蔽套環焊縫的焊接難點主要來自以下兩個方面。
首先,屏蔽套的材質哈氏合金C276金屬于鎳基合金的一種,在焊接過程中,Ni能與S、P、Al等低熔點物質形成脆化物。由于鎳的熔點為1400℃,氧化物的熔點高(2040℃),因而容易造成未熔合[6]。而且哈氏合金C276對熱裂紋很敏感,如果清理工序處理不好,極易由于S、P等雜質的存在形成液態薄膜,在拉應力的作用下形成焊接熱裂紋[7]。
其次,由于定子屏蔽套板材極薄,與上封頭、下法蘭厚度差異太大,在焊接過程中熱輸入對接頭會造成很大影響:如過大易造成屏蔽套燒穿,過小則容易形成接頭未焊透。
針對以上分析實施如下工藝措施:
(1)在清理和工件保護方面嚴格要求,在裝配定子屏蔽套前,將整個定子內腔表面清理干凈;定子屏蔽套單件有專門的工具進行保護,在焊接前使用Scotbrite工業打磨布將焊接坡口及附件區域的氧化層清除干凈,并用無塵布沾丙酮或酒精溶液反復擦拭。
(2)焊接方法采用機動鎢極氬弧焊,鎢極氬弧焊能量集中,成型美觀,無飛濺,適于進行薄板的焊接[8]。設備為從美國AMI公司進口的環形焊縫精密焊機,如圖2所示。
圖2 AMI精密焊機
(3)采用脈沖焊接方法。脈沖焊接的原理是當每一次脈沖電流通過時,焊件上就形成一個點狀熔池。待脈沖電流停歇時,點狀熔池就冷凝。此時電弧由基值電流維持穩定燃燒,以便下一次脈沖電流導通形成新的焊點[9]。通過合理的調節脈沖頻率、基值電流及脈沖電流的幅值就可以對焊接熱輸入進行控制,實現對熱敏感性高的薄壁材料的穩定優質焊接[10]。
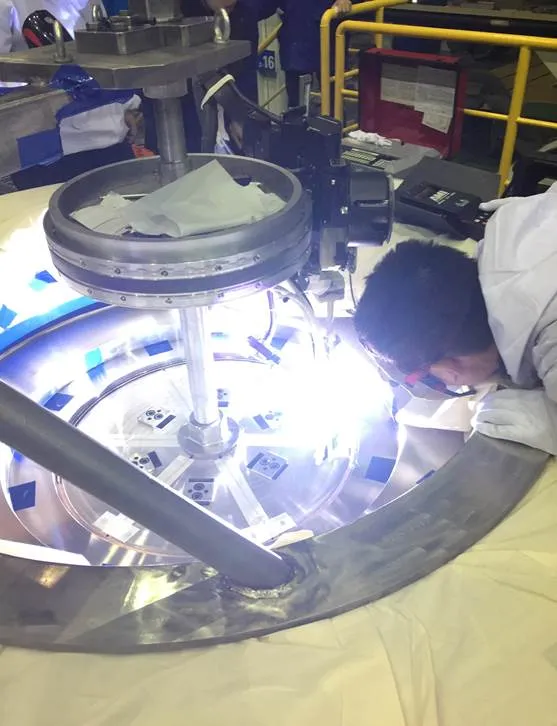
圖3 定子屏蔽套環焊縫脈沖焊接
(4)由于結構位置的限制,在定子內腔對定子屏蔽套環焊縫背部實施惰性氣體保護十分困難。通過對比不同方案的保護效果,采用在屏蔽套下方安裝充氣保護氣囊的方式(見圖4),使定子屏蔽套環焊縫在焊接過程中形成區域富氬環境,從而提高焊接質量。

圖4 保護氣囊
(5)使用冷卻銅環做為焊接熱阱,降低焊接熱輸入對薄壁定子屏蔽套的影響,避免出現屏蔽套燒穿的現象[11],如圖5所示。
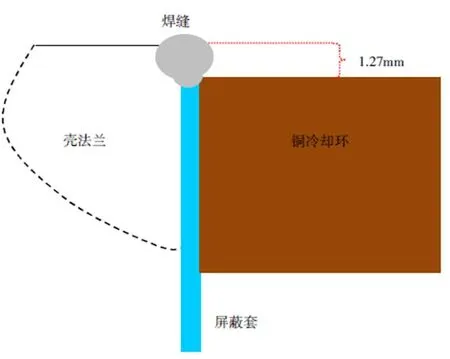
圖5 冷卻銅環效果簡圖
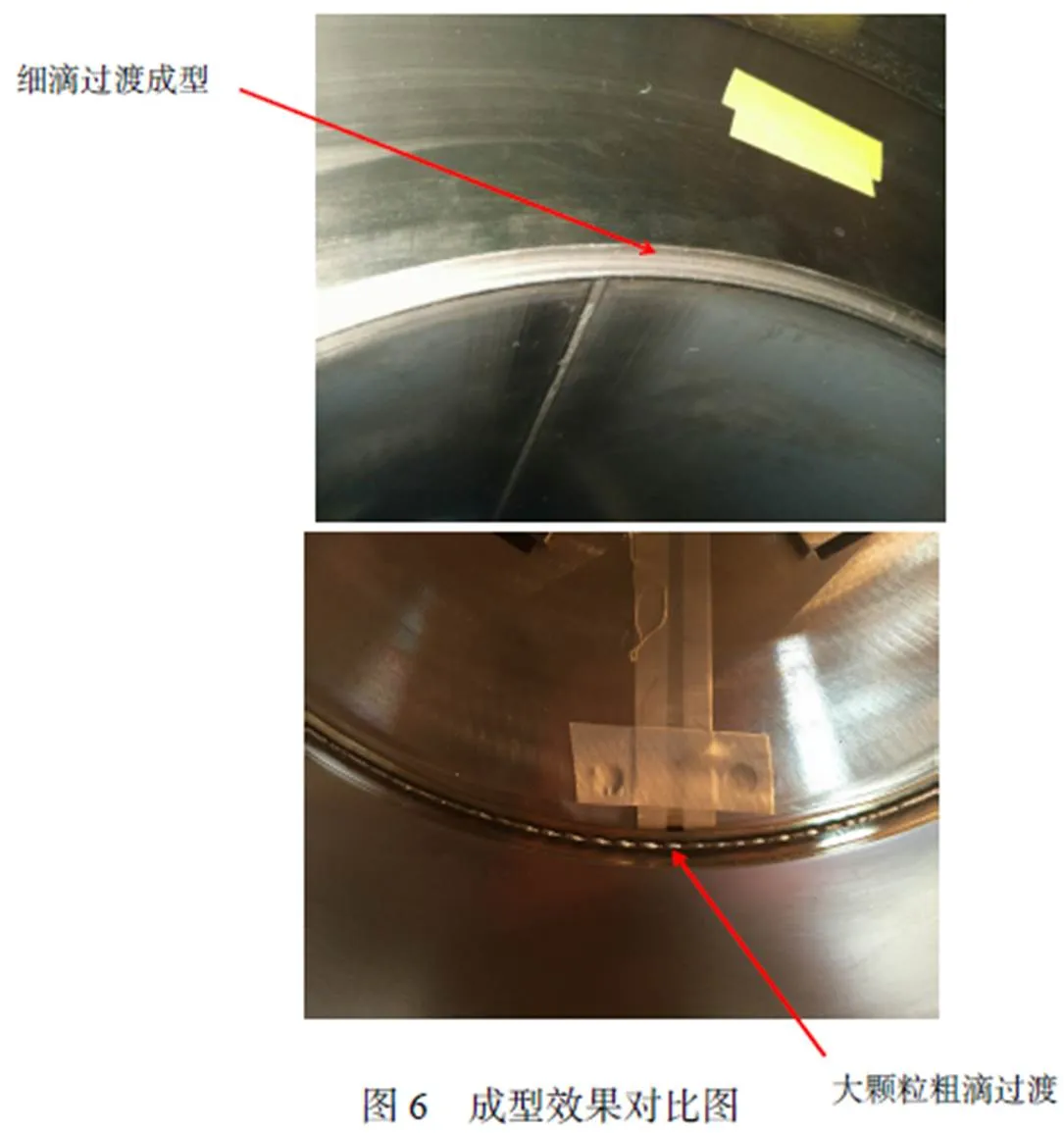
(6)由于屏蔽套為超薄部件,電極、焊絲的相對位置也會對焊接成型造成較大影響,在調整合適的鎢極位置及送絲位置后會出現非常細小的顆粒過渡并形成致密的焊縫。反之,則會造成大顆粒粗滴過渡,成型不良[1,2],如圖6所示。
4 結論
本文分析研究了定子屏蔽套環焊縫的結構、材料特性,并重點分析了焊接難點以及需過程中的工藝措施要點,并得出以下結論:
(1)采用機動鎢極氬弧添絲焊接能夠滿足定子屏蔽套環焊縫的設計要求。
(2)采用此種方法進行定子屏蔽套焊接的影響因素較多,必須嚴格按照固化的工藝流程執行才能獲得理想的焊接效果,得到合格的屏蔽套焊縫。
[1] 臧明昌.第三代核電和西屋公司AP1000評述.核科學與工程[J]. 2005, 25(2): 106-115.
[2] 李夢啟. AP1000三代核電反應堆冷卻劑泵屏蔽電機的技術特點[J]. 大電機技術, 2009(8):1-5.
[3] ASME Code ⅡPart B, Nonferrous Material Specification[S].
[4] ASME Code ⅡPart A, Ferrous Material Specification[S].
[5] 張明乾, 劉昱, 李成亮.淺談壓水堆核電站AP1000屏蔽式電動泵[J]. 水泵技術, 2008(4):1-5.
[6] 吳林.中國機械工程學會焊接學會.焊接手冊[M].機械工業出版社,2001,8.
[7] 陳祝年.焊接工程師手冊[M].機械工業出版社,2002,1.
[8] 姚壽銘. 碳鋼管道全位置自動TIG焊[J].電焊機,2011,(12).
[9] 李亞江,陳茂愛,孫俊生.實用焊接技術手冊[M].河北科學技術出版社.2002.
[10] 羅誠.最新機械焊接和切割新技術、新工藝與應用技術標準實用手冊[M].中國科技文化出版社.
[11] 尹士科.焊接材料手冊[M].中國標準出版社.2000.
[12] 關銳, 高永軍. AP1000反應堆主泵屏蔽套制造工藝淺析中國核電, 2008,(1):49-53.
Can Circumferential Welding Technology of Canned RCP Motor
LIU Dawei, SONG Dan, ZHANG Chenguang, DU Lei, ZHANG Suoyao
(Harbin Electric Power Equipment Company Limited, Harbin 150066, China)
Can is thecritical part of canned nuclear reactor coolant pump motor. This article mainly analyzes the construction of stator can circumferential weld and weldability of can material Hastelloy C276 so far as to provide proper technology method solving difficulty in welding process. A whole technology procedure for can circumferential welding had been summarized and applied in canned RCP motor manufacturing by means of improvement of material cleaning, impulse current applied, back inactive gas shielding, cooling copper chill ring and adjustment position of tungsten electrode and welding wire.
RCP; stator can;Hastelloy alloy;machined GTAW
TM32
B
1000-3983(2014)07-0000-02-0031-03
2016-09-12
劉大為 (1973-),焊接學士學位,哈爾濱動力裝備有限公司副總工藝師兼黑龍江省核主泵工程技術研究中心焊接工藝室主任。現從事電機制造行業的焊接工藝工作,高級工程師,國際焊接工程師。

審稿人:吳英
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
