糖香料廚房送配料系統設計改進
2017-04-10 02:44:29羅慶華張福新
中國設備工程 2017年6期
羅慶華,張福新
(上海煙草集團北京卷煙廠,北京 101121)
糖香料廚房送配料系統設計改進
羅慶華,張福新
(上海煙草集團北京卷煙廠,北京 101121)
糖香料廚房是卷煙廠用于生產和配置時所用的糖料、香料的自動化控制的場所。在糖香料廚房設計中,稱重系統是核心技術。實際應用發現送料過程中原料罐的出料秤量誤差不能滿足實際使用要求,通過優化設計對糖香料廚房送配料系統進行改進,大大降低了降低原料罐的出料秤量誤差。
糖香料;廚房系統;設計;改進
在煙草加工領域,糖香料廚房系統是卷煙生產的重要組成部分。該系統由機械設備、控制系統和管理系統三大部分組成,其基本功能是實現糖香料調制、儲存和輸送。其中機械設備一般有熬制罐、原料罐、調制罐和儲存罐,熬制罐將固體原料制成液體原料儲存到原料罐中,原料罐儲存單體原料并按照配方出料重量和誤差的要求輸送到調制罐中,調制罐制成配方料輸送到儲存罐中,儲存罐存儲配方成品料。該系統取代了原有的人工配料方式,采用自動化配料工藝,在現場的運行過程中,取得了顯著的效果,實現了配料的自動化,但配料精度還有待進一步提高。
1 系統問題分析
在現有糖香料廚房送料的系統中,系統的管路如圖1所示。
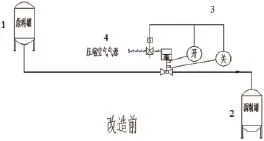
圖1
原料罐1中的料液按照“稱出法”的方式出料,通過氣動球閥3流入調制罐2中,氣動閥3由壓縮空氣氣源4驅動。其中,所謂“稱出法”即:所有原料通過一根出料管輸送至調制罐配料時,出料量由原料罐計量秤測量,所有參與配料的原料罐的出料閥同時打開、出料。因此,需要優化設計糖香料廚房送料系統,以克服上述缺陷。
2 改進方案與實施
針對現有技術的缺陷,提出一種出料誤差更小的糖香料廚房系統送料解決方案,改進技術方案是:在系統中增加了一個電磁換向閥和一個精密減壓閥,當料液需要從原料罐流入調制罐的初始階段,電磁閥的閥體處于第一動作位置,壓縮空氣氣源的輸出端直接與精密減壓閥、氣動球閥連通,以便以第一開度從原料罐向調制罐輸送原料;當電磁閥的閥體處于第二動作位置,壓縮空氣氣源的輸出端通過精密減壓閥與氣動球閥連通,以便以第二開度從原料罐向調制罐輸送原料。第一開度為氣動球閥最大開度的 90% ~ 100%;第二開度為氣動球閥最大開度的5%~8%,由于在出料最后階段,采用小流量出料,因此大大降低了原料罐的出料誤差。
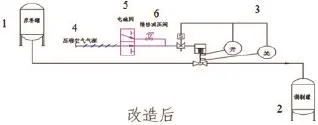
圖2
改造后管路如圖2所示,本系統包括原料罐1、調制罐 2、氣動球閥 3、壓縮空氣氣源 4、電磁閥 5、精密減壓閥 6。結合圖2對改進后的送料系統作進一步詳細的描述。
原料罐1用于存儲原料的容器,原料罐1具有物料出口,物料出口與氣動球閥3連接,原料通過出料管輸送到氣動球閥3。
調制罐2是用于配制糖香料的容器,經過氣動球閥3傳來的原料最終被送到調制罐2進行調制。
氣動球閥3是實現原料輸送的執行機構。氣動球閥3可以采用任何適合規格、結構的氣動球閥。本次實施改進方案中,氣動球閥3具有齒輪、齒條結構,其中,齒輪和齒條相互嚙合,齒輪與氣動球閥3的閥體相連,齒條與壓縮空氣氣源4連接,當壓縮空氣進入氣動球閥氣動單元時,壓縮空氣的壓力推動齒條產生位移,從而帶動齒輪旋轉,進而使得氣動球閥3的閥體動作,閥體帶動氣動球閥3的閥門關閉。由于經過精密減壓閥6的降壓,壓縮空氣的壓力降低,因此可以實現對氣動球閥3的閥桿動作的力的更加精密度的控制。壓縮空氣氣源4用于為氣動球閥3提供動力,使得氣動球閥的閥體能夠在不同位置之間運動。壓縮空氣氣源4可以是空氣壓縮機、氣泵或其他供氣設備。
電磁閥5是本次送料系統改進的控制裝置,用于控制是否將壓縮空氣送至精密減壓閥6。如圖2所示,本次方案中的電磁閥5是二位二通閥,該電磁閥5的閥體具有兩個動作位置:在第一動作位置時,壓縮空氣氣源4的供氣端直接與氣動球閥3的閥體連通,從而可以推動氣動球閥3;當第二動作位置,壓縮空氣氣源4的供氣端經過精密減壓閥6與氣動球閥3的閥體連通,在經過精密減壓閥6后,壓縮空氣氣源4產生的壓縮空氣的壓力被降低,降壓后的氣體通入氣動球閥3內。精密減壓閥6用于對氣動球閥3進行精密控制。精密減壓閥6采用控制精密減壓閥體內的啟閉件的開度來調節介質的流量,將介質的壓力降低,同時通過閥后壓力的作用調節啟閉件的開度,使閥后壓力保持在一定的范圍內,因此可以在進口壓力不斷變化的情況下,保持精密減壓閥6出口壓力在設定的范圍內。圖3是改進糖香料廚房送料系統控制方法的流程圖。
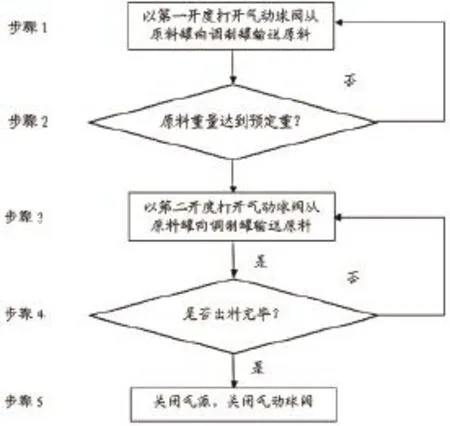
圖3
在步驟 1,首先以第一開度打開氣動球閥 3,以便達到快速配料的目的,氣動球閥3第一開度為氣動球閥最大開度的 90% ~ 100%。實施中將第一開度打開到 100%,即最大開度。此時電磁閥 5 的閥體處于第一位置,在該位置,壓縮空氣不經過精密減壓閥6直接進入氣動球閥3,壓縮空氣的壓力較高,因此,能夠直接將氣動球閥3的閥體開度打開到較大的程度,在較大的開度打開氣動球閥3后,開始向調制罐2輸送原料。
在步驟 2,檢測進入調制罐 2的原料重量。
在步驟 3,當進入調制罐 2的原料重量達到預定重量時,達到要求出料重量的 90%-95% 時,控制電磁閥5動作,實現壓縮空氣的換向,即:讓壓縮空氣進入精密減壓閥 6,經過精密減壓閥 6減壓后以第二開度為氣動球閥3從原料罐1向調制罐2配送原料。壓縮空氣進入精密減壓閥6后壓力減小,經過精密減壓閥6減壓后,壓縮空氣進入氣動球閥3的氣動單元。氣動球閥3具有齒輪、齒條結構,其中,齒輪和齒條相互嚙合,齒輪與氣動球閥3的閥體相連,齒條與壓縮空氣氣源4連接,當壓縮空氣進入氣動球閥氣動單元時,壓縮空氣的壓力推動齒條產生位移,從而帶動齒輪旋轉,進而使得氣動球閥3的閥體動作,閥體帶動氣動球閥3的閥門關閉。降壓后的壓縮空氣進入氣動球閥3氣動單元推動推動齒條產生位移,壓力與齒條產生位移,齒條位移與齒輪轉動角度成正比,因而對閥門的開度可以任意調節。氣動球閥3靠閥體內預設的彈簧復位。經過精密減壓閥6進入氣動球閥3的氣動單元的氣體壓力能夠達到將氣動球閥3的開度控制到最大開度的 5% ~ 8%,從而可以實現以滴定方式出料。當進入調制罐2的原料重量未達到預定重量時,繼續以第一開度打開氣動球閥3出料。通過快速通斷進入精密減壓閥的壓縮空氣,進入使得氣動球閥快速關閉、打開以實現滴定的控制程序,由此確定的滴定速度也可以根據實際情況任意調節。
在步驟4,檢測原料罐是否出料完畢。
在步驟5,當原料罐出料完畢時,關閉氣源,氣動球閥3關閉;否則繼續以第二開度打開氣動球閥從原料罐向調制罐配送原料。
3 結語
實際應用過程中當料液需要從原料罐流入調制罐的初始階段,按圖示管路打開球閥,閥門開度100%快速配料,當即將達到設定重量的 95%時,電磁閥換向,壓縮空氣進入精密減壓閥減壓后利用壓力變化使氣動球閥開度控制到5%左右,以滴定方式出料,直到原料罐出料重量達到設定值要求,關閉氣源,氣動球閥關閉。通過這種方式大大降低了原料罐出料重量誤差,香精原料罐出料稱量誤差一般可以控制在 0.5%,絕對值一般可以控制在 100克以內。同時提高了糖香料廚房系統的整體精度和成品料配制品質,降低了成品料的損耗。
[1]汪庭春 ,劉廣洲 .香料廚房系統的最新技術分析與研究 [J].機械制造與自動化,2012(05).32.
F426.8;F270.7
A
1671-0711(2017)03(下)-0062-02
