超音速火焰噴涂WC-CoCr和WC-Ni涂層在NaCl溶液中的腐蝕行為
2017-04-10 10:27:13李佳薈靳露露吳玉萍河海大學力學與材料學院南京200材料腐蝕與防護四川省重點實驗室自貢643000
理化檢驗(物理分冊) 2017年3期
李佳薈, 靳露露, 師 瑋, 洪 晟,2, 吳玉萍(. 河海大學 力學與材料學院, 南京 200; 2. 材料腐蝕與防護四川省重點實驗室, 自貢 643000)

超音速火焰噴涂WC-CoCr和WC-Ni涂層在NaCl溶液中的腐蝕行為
李佳薈1, 靳露露1, 師 瑋1, 洪 晟1,2, 吳玉萍1
(1. 河海大學 力學與材料學院, 南京 211100; 2. 材料腐蝕與防護四川省重點實驗室, 自貢 643000)
利用金相顯微鏡、掃描電鏡和X射線衍射儀等,分析了超音速火焰噴涂WC-CoCr和WC-Ni金屬陶瓷涂層的物相組成和顯微結構。通過電化學工作站測試了涂層在3.5%(質量分數)NaCl溶液中的動電位極化曲線和奈奎斯特阻抗譜,并與鍍鉻層進行了對比。結果表明:該涂層由WC硬質相和金屬黏結相組成,組織均勻致密無分層,孔隙率低于1.5%;在NaCl溶液中的耐腐蝕性能從高到低依次為WC-CoCr涂層、WC-Ni涂層、鍍鉻層;超音速噴涂涂層組織致密,Cl-難以穿透涂層,因此其耐腐蝕性能較高;添加少量的鉻可以促使CoCr合金黏結相表面形成鈍態膜,因而WC-CoCr涂層的耐腐蝕性能優于WC-Ni涂層的。
超音速火焰噴涂;金屬陶瓷涂層;顯微結構;耐腐蝕性能
超音速火焰(High Velocity Oxygen Fuel,HVOF)噴涂技術采用燃氣與氧氣的燃燒作為熱源,與等離子熱源相比,具有溫度低、速率高的特點,在涂層的噴涂過程中抑制了合金的氧化分解[1];且涂層與基體的結合強度高,提高了涂層材料的力學性能;同時致密的結構抑制了腐蝕介質侵入,提高了涂層的耐腐蝕性能。因此,超音速火焰噴涂技術被用于各種嚴苛條件下工程材料的腐蝕、磨損防護領域。
WC系金屬-陶瓷復合涂層是通過金屬鈷、鎳等作為黏結相,WC陶瓷作為硬質相顆粒,采用團聚、燒結法制成粉末,經超音速火焰噴涂得到孔隙率低、結合強度高的涂層。這種涂層硬度高,結合強度大,常溫耐磨損性能好且高溫力學性能優異[2],同時由于鉻、鎳的加入,改善了涂層的耐腐蝕性能[3]。金屬-陶瓷復合涂層的腐蝕行為較為復雜,受到很多因素的影響,比如腐蝕介質、涂層成分、孔隙及裂紋、表面狀態和溫度等。目前已有不少工作研究了WC系金屬陶瓷涂層的電化學性能,但關于金屬或合金黏結相的特性對涂層的電化學腐蝕行為影響的研究卻比較少。筆者研究了超音速火焰噴涂WC-CoCr和WC-Ni 兩種不同黏結相體系涂層的組織結構、物相組成及其在3.5%(質量分數,下同)NaCl溶液中的電化學腐蝕行為,與鍍鉻層的耐腐蝕性進行了對比,為電站水輪機零部件的腐蝕防護技術提供理論與技術支持。
1 試樣制備與試驗方法
1.1 試樣制備
噴涂粉末為商用WC-10Co4Cr粉末和WC-10Ni粉末,粒徑為15~45 μm。噴涂粉末的原始形貌如圖1所示,粉末顆粒光潔圓整、球形度好,粒徑分布范圍較窄,顆粒大小較均勻。此外球形粉末具有良好的流動性,適合于超音速火焰噴涂工藝的實施[3]。
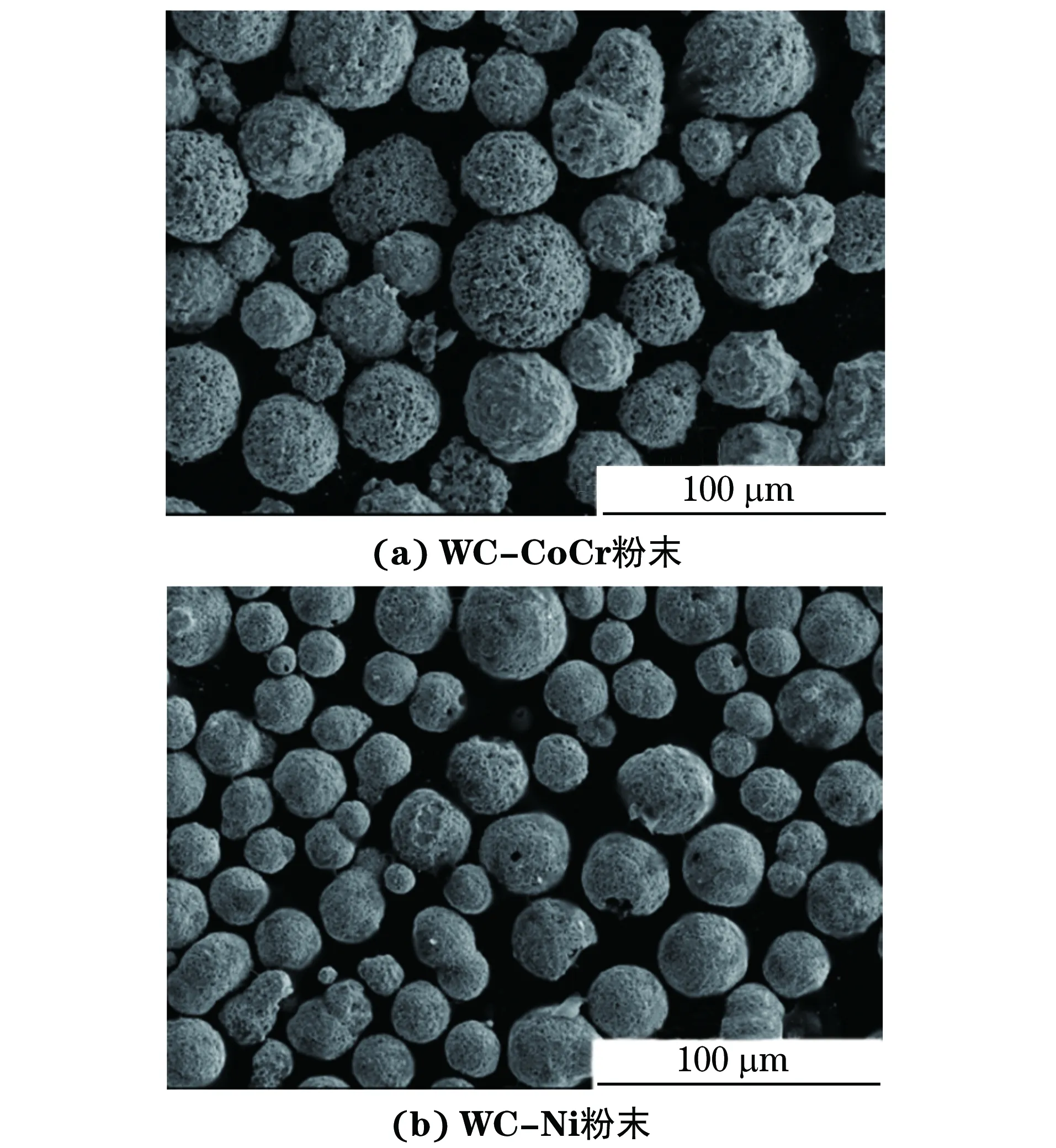
圖1 兩種粉末顆粒的掃描電鏡形貌Fig.1 SEM morphology of two kinds of powder particles:(a) WC-CoCr powder; (b) WC-Ni powder
基體采用長300 mm×寬100 mm×厚8 mm的Q235鋼板,噴涂前對基體進行超聲波乙醇清洗去除油污,用粒徑為550 μm的棕剛玉對試樣噴涂面進行噴砂粗化處理,隨后短時間內采用JP-8000型超音速火焰噴涂設備制備WC-CoCr和WC-Ni兩種涂層。設備要求采用航空煤油作為燃料,并用氧氣作為助燃氣體,氮氣作為送粉載氣。主要噴涂工藝參數經優化后確定,具體見表1。
1.2 試驗方法
金相試樣經SiC砂紙打磨并拋光至鏡面,酒精清洗后烘干。利用Olympus BX51M型金相顯微鏡和DT2000圖像分析軟件觀察涂層的組織結構,并在一定的放大倍率下,選取10~15個視場,用灰度法測定涂層的平均孔隙率。利用D/max-ⅢA 型X射線衍射儀(銅靶材,Kα射線,掃描速率4°·min-1,步長0.02°,掃描范圍25°~90°),ZeissGemini Sigma 300型場發射掃描電子顯微鏡及Bruker Xflash 6160型能譜儀對粉末和涂層進行物相測定、形貌分析和微區成分分析。
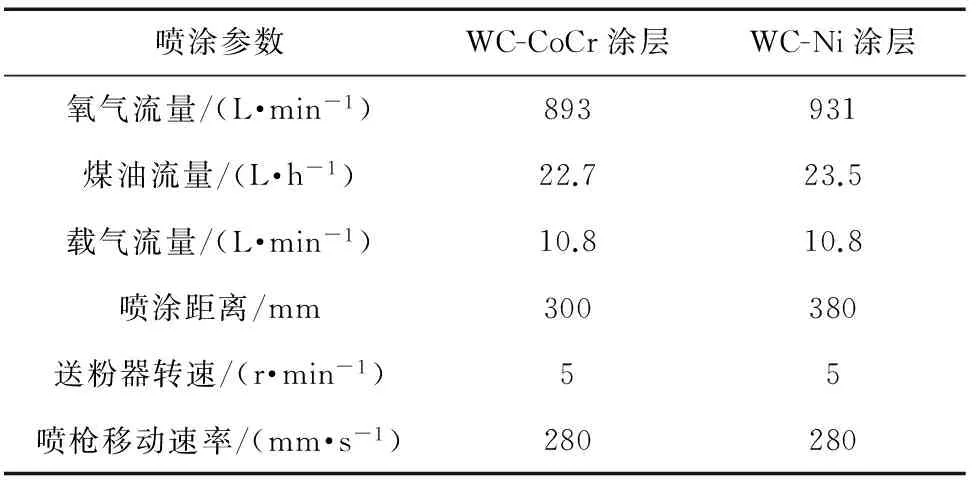
表1 超音速火焰噴涂的工藝參數Tab.1 Technological parameters for HVOF spraying process
采用CHI760E型電化學綜合測試系統,在3.5%NaCl溶液中進行涂層的電化學性能測試。試樣在試驗之前經砂紙磨平、酒精清洗和烘干,然后用冷鑲嵌料(聚甲基丙烯酸甲酯)封好防止腐蝕液滲入,留出腐蝕面積80~100 mm2。為了消除粗糙表面對腐蝕試驗結果的影響,試驗前將所有試樣打磨并拋光。電化學試驗采用三電極系統(試樣為工作電極,飽和甘汞電極作為參比電極,鉑電極為輔助電極)。試驗前將試樣在3.5%NaCl溶液中浸泡1 h至開路電位穩定。測量動電位極化曲線的初始電位為-1.0 V,終止電位為1.5 V,掃描速率為5 mV·s-1。交流阻抗測試時的振幅為5 mV,頻率為10-2~105Hz,采用Zview軟件對阻抗譜數據進行擬合。
2 試驗結果與討論
2.1 涂層的物相組成與組織形貌
原始粉末與涂層的X射線衍射(XRD)分析結果如圖2所示。WC-CoCr涂層主要物相組分為WC相和Co(W,C)固溶相,Co(W,C)相即鎢和碳原子溶解在鈷中成為間隙固溶體[4-5],而粉末中的鈷相可能為鉻固溶于鈷基體中形成的固溶體。WC-Ni涂層的主要物相為WC,W2C,鎢及鎳相。研究表明:WC在噴涂過程中會發生脫碳[6-7],在WC晶界附近形成W2C,鎢相,這些缺碳相可能會對涂層的力學性能產生不利的影響。涂層的WC峰比粉末的峰寬,表明噴涂后碳化物晶粒尺寸減小或發生了晶格微應變。此外,在衍射角2θ為37°~44°時兩種涂層都出現散漫峰,表明涂層中存在非晶/納米晶結構。
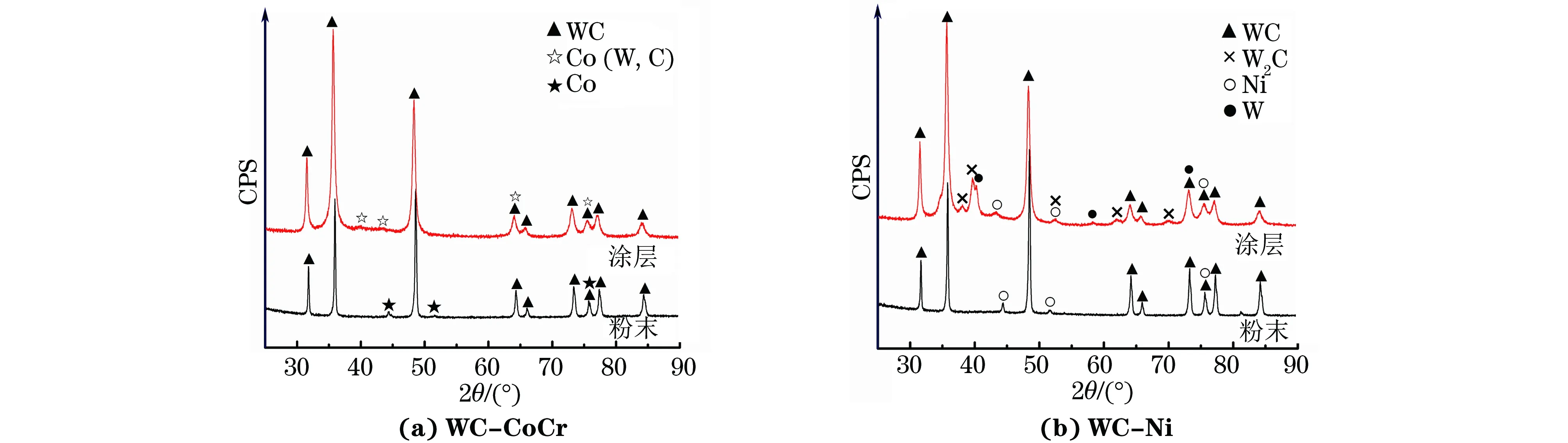
圖2 原始粉末與涂層的XRD譜Fig.2 XRD patterns of original powders and coatings
圖3(a),(b)為兩種涂層在低放大倍率下的截面組織形貌。可見涂層與基體結合良好,厚度約300 μm,涂層結構均勻致密,無明顯分層和缺陷,為典型的超音速火焰噴涂涂層形貌。WC-CoCr和WC-Ni涂層的孔隙率分別為1.34%和0.57%。WC-CoCr噴涂粉末中碳化鎢的顆粒較大,沉積到基體表面后間隙也較大,CoCr合金黏結相填充不充分易導致涂層孔隙率升高[8]。WC-Ni粉末中的碳化鎢顆粒尺寸較小,易于熔化填補空隙,因而涂層組織更致密。兩種涂層的高倍掃描形貌如圖3(c),(d)所示,可見組織呈不規則塊狀堆疊,嵌入深灰色基體中。能譜儀(EDS)成分測定表明,圖3(c)中亮灰色區域主要成分為鎢和碳元素,即WC硬質相,深灰色區域為CoCr合金黏結相,但鈷和鉻的質量比仍接近原始粉末的鈷鉻配比,說明XRD檢測出的鈷相為鉻在鈷中的固溶體。由于WC顆粒較大,在噴涂撞擊過程中WC-CoCr涂層部分顆粒發生破碎[9],形成較小的顆粒,從圖3(c)中可以看出保留至涂層中的硬質相為大小不一的塊狀組織。圖3(d)中緊密堆疊的淺灰色塊狀組織為WC硬質相,硬質相間的深灰色組織中鎳含量相對較高,鎢和碳含量也較高,該處可能為鎳相和WC脫碳形成的鎢、碳固溶在硬質相/黏結相界面附近的鎳基固溶體[10]。
2.2 涂層的電化學腐蝕行為
圖4所示為涂層的動電位極化曲線。對于WC-CoCr涂層,當電位達到-423 mV時,曲線開始進入陽極活性溶解區,電流密度隨著電位升高而迅速增加;當電位達到250 mV時,曲線開始進入偽鈍化區,電位繼續升高而電流密度先降低后升高;之后電位繼續升高,曲線進入過鈍化區,陽極快速溶解,鉑電極產生大量氣泡。對于WC-Ni涂層,當電位達到-519 mV時,曲線開始進入陽極活性溶解區,電流密度隨著電位升高先迅速增加而后逐漸變緩;當電位達到約300 mV時,曲線開始進入鈍化區,電位繼續升高,電流密度緩慢增加;直到電位達到750 mV時,曲線進入過鈍化區。對于鍍鉻層,當電位達到-620 mV時,曲線開始進入陽極活性溶解區,電流密度隨著電位的升高而迅速增加;當電位達到-100 mV時,曲線開始進入鈍化區,電位繼續升高而電流密度基本保持不變;當電位達到1 200 mV時,曲線進入過鈍化區。
腐蝕電位反映的是腐蝕的熱力學趨勢,在某一特定的介質條件下是個定值,腐蝕電位數值越低,材料發生腐蝕的可能性越大。腐蝕電流密度反映的是腐蝕過程的動力學特征,一般而言,陽極極化電流密度越大,腐蝕速率越高[11]。利用Tafel外推法測定了3種涂層的腐蝕電流密度和腐蝕速率,結果如表2所示,自腐蝕電位大小依次為WC-CoCr涂層(-423 mV),WC-Ni涂層(-519 mV),鍍鉻層(-620 mV)。腐蝕速率大小依次為鍍鉻層、WC-Ni涂層和WC-CoCr涂層,其中WC-CoCr涂層的腐蝕速率約為鍍鉻層的17%,WC-Ni涂層的腐蝕速率約為鍍鉻層的21%,可知涂層的耐腐蝕性能明顯優于鍍鉻層的。超音速火焰噴涂涂層結構均勻致密,孔隙率較低,腐蝕介質難以侵入。鍍鉻層具有典型的網狀微裂紋結構,這是由于鉻的沉積過程伴隨著析氫副反應,增加了鍍層產生縱向孔隙的可能性,腐蝕介質容易穿透裂紋滲透到鍍層與基體界面處[12],破壞基體材料,因此鍍鉻層的耐腐蝕性能不及超音速火焰噴涂涂層的。
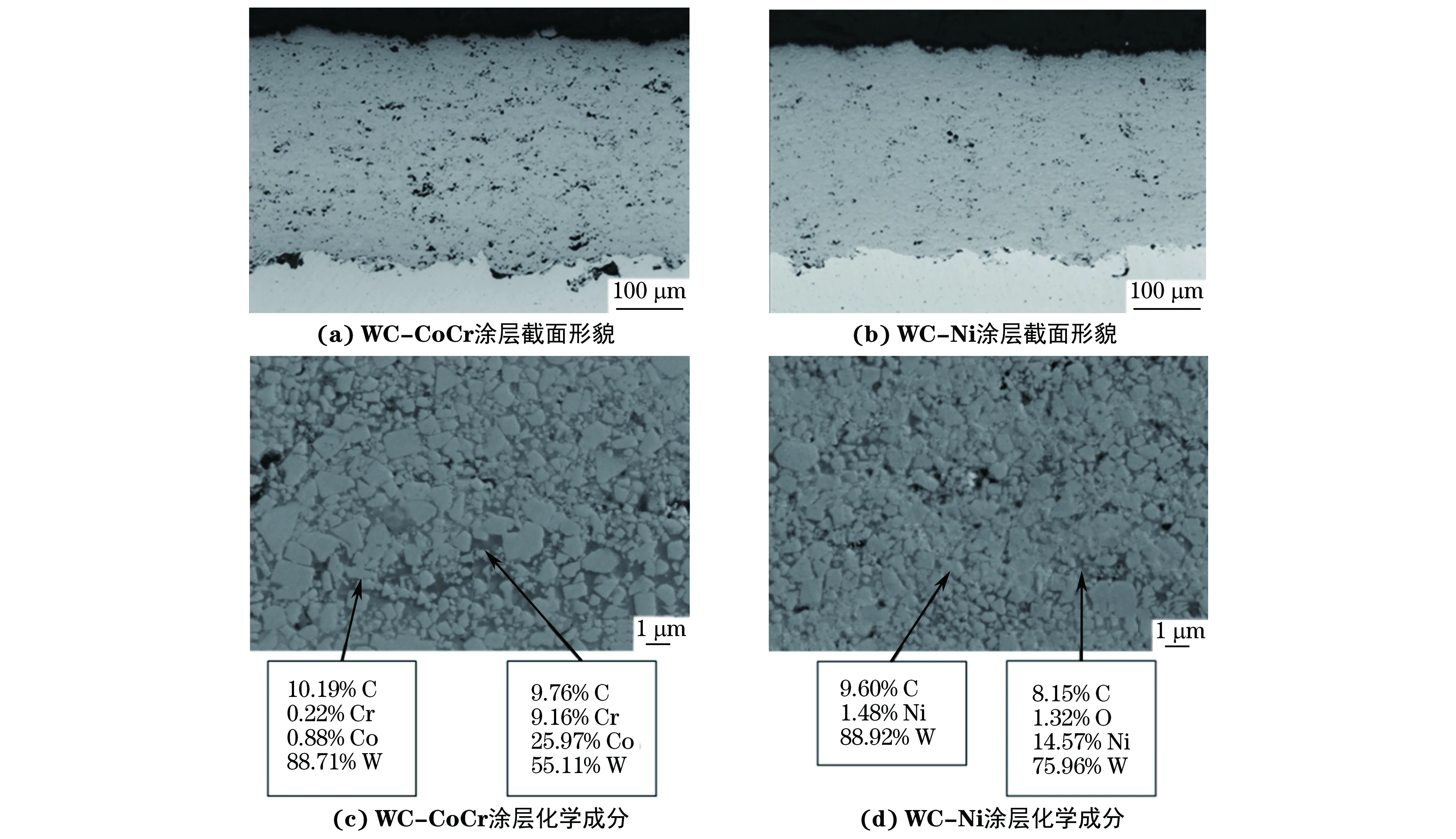
圖3 涂層截面形貌及化學成分(質量分數)Fig.3 Cross-section morphology and chemical compositions (mass fraction) of coatings:(a) cross-section morphology of WC-CoCr coating; (b) cross-section morphology of WC-Ni coating;(c) chemical compositions of WC-CoCr coating; (d) chemical compositions of WC-Ni coating
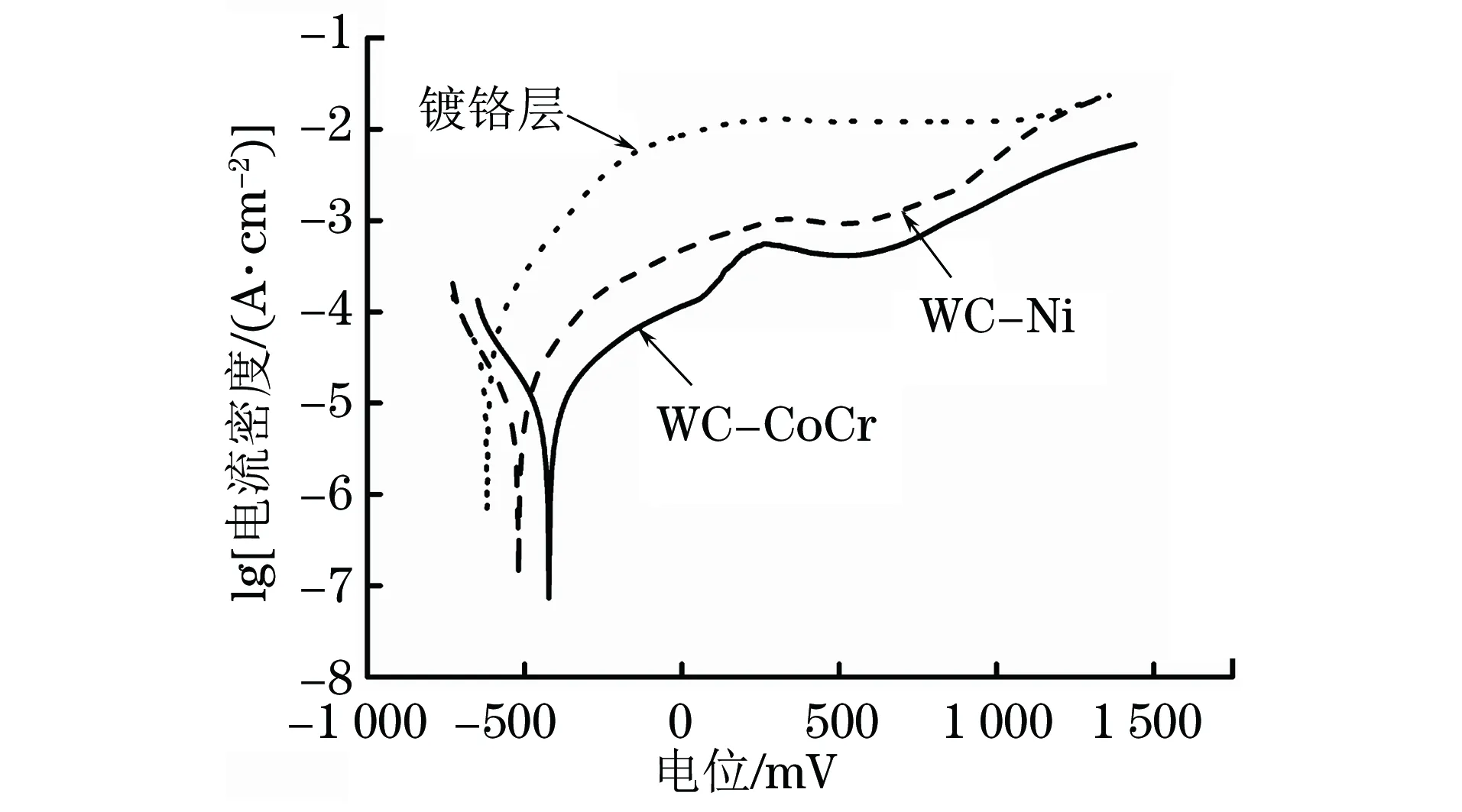
圖4 涂層在3.5%NaCl溶液中的動電位極化曲線Fig.4 Potentiodynamic polarization curves of coatings in 3.5% NaCl solution
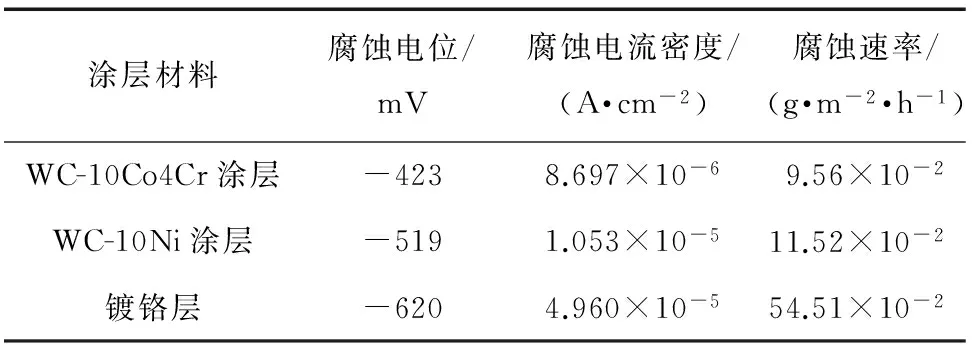
表2 涂層在NaCl溶液中的電化學腐蝕性能Tab.2 Electrochemical corrosion property of coatings in NaCl solution
對于金屬陶瓷復合涂層,由于黏結相與硬質相之間存在明顯的電位差,碳化物陶瓷相具有較高的化學穩定性,而金屬或合金黏結相的化學性質活潑,通常發生優先腐蝕[11]。因此研究黏結相的耐腐蝕性能對金屬陶瓷復合涂層的腐蝕控制有重要意義[13]。通常通過添加少量的鉻或鉬等元素來提高黏結相的耐腐蝕性能,G Mori認為[14],添加了鉻的硬質合金耐腐蝕性能得到極大改善,是因為在粉末制備過程中,鉻溶解在黏結相中并在黏結相表面生成一層鈍態膜。鄧春明等[3]對WC-10Co4Cr涂層進行了X射線光電子能譜(XPS)分析,涂層中鎢、鈷、鉻元素分別以WC、鈷、Cr2O3和少量固溶鉻的形式存在。CoCr黏結相中加入的少量鉻發生了氧化,形成氧化鉻鈍態膜,阻礙了腐蝕介質的侵入。雖然WC-Ni涂層孔隙率低,但由于黏結相中未加入強鈍化元素鉻,鈍化能力較弱,無法像CoCr合金一樣形成有效的鈍化膜防止腐蝕介質侵入,因此與WC-CoCr涂層相比,WC-Ni涂層的腐蝕速率較高,耐腐蝕性較差。
圖5所示為WC-CoCr,WC-Ni涂層及鍍鉻層在3.5%NaCl溶液中的奈奎斯特圖。從圖5可以看出,WC-CoCr和WC-Ni涂層的奈奎斯特圖都呈現出單一容抗弧特性,即只有一個時間常數。采用Zview軟件對涂層在NaCl溶液中的阻抗譜進行擬合,得到如圖6(a)所示R(CR)型等效電路。由于WC-CoCr和WC-Ni涂層在NaCl溶液中會自發發生鈍化,因此在涂層表面形成了一層鈍化膜,阻止了腐蝕介質的進一步侵入[15]。鍍鉻層的奈奎斯特圖的高頻段和低頻段都出現了容抗弧,存在兩個時間常數,其在NaCl溶液中的阻抗擬合結果為圖6(b)所示的R(Q(R(QR)))型等效電路。說明由于鍍鉻層存在較多縱向微裂紋,腐蝕介質容易侵入鍍層/基體界面處形成腐蝕微電池,發生局部腐蝕。圖6中Rs為溶液電阻,Cf為膜電容,Rf為膜電阻,Cd為雙電層電容,Rt為電荷轉移電阻,具體參數擬合值如表3所示。
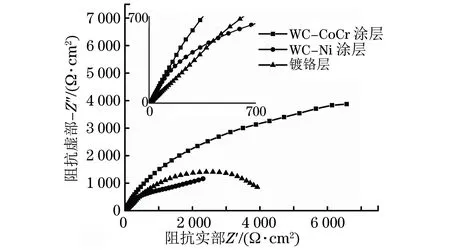
圖5 WC-CoCr涂層、WC-Ni涂層及鍍鉻層在3.5%NaCl溶液中的奈奎斯特圖Fig.5 Nyquist plots of WC-CoCr, WC-Ni and chromium coating in 3.5% NaCl solution
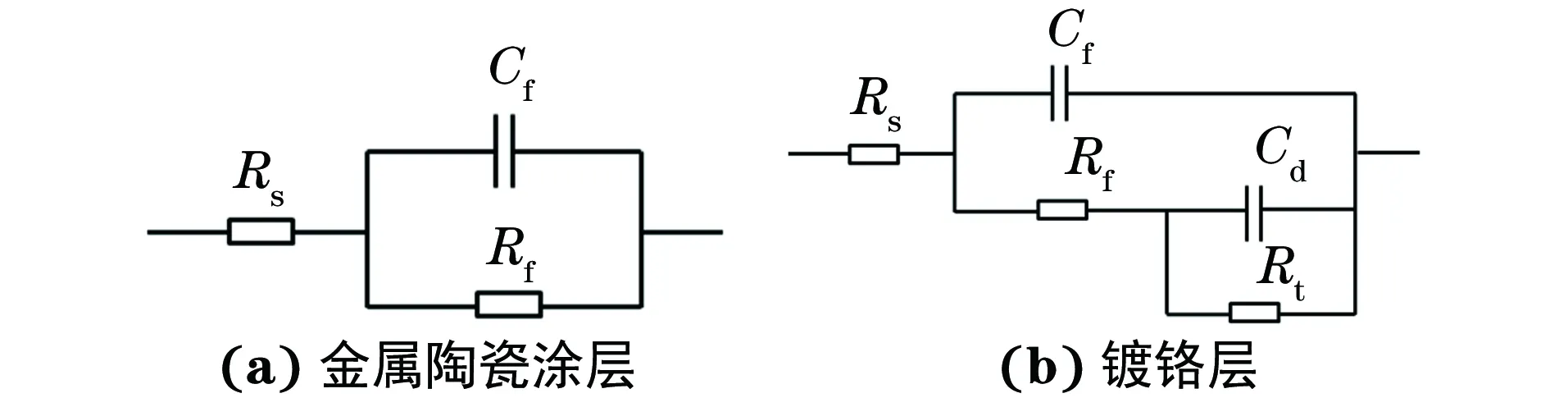
圖6 擬合等效電路Fig.6 Fitted equivalent circuit:(a) metal ceramic coating; (b) chromium coating

表3 WC-CoCr涂層、WC-Ni涂層和鍍鉻層在3.5%NaCl溶液中的阻抗譜擬合結果Tab.3 Fitting results of impedance spectra of WC-CoCr, WC-Ni and chromium coatings in 3.5% NaCl solution
由表3可知,WC-CoCr涂層的膜電阻為8 989.3 Ω·cm2,是WC-Ni涂層的3倍多,并遠遠大于鍍鉻層的,說明CoCr合金黏結相由于少量鈍化元素鉻的加入具有顯著鈍化作用,黏結相表面的鈍化膜起到有效的防護作用,提高了涂層的耐腐蝕性,與極化電流密度分析結果一致。由于CoCr黏結相表面形成鉻的鈍化膜,避免了WC顆粒與黏結相金屬之間的微電偶腐蝕[16],腐蝕介質只能先突破金屬/硬質相界面處的鈍化薄弱區,難以進入涂層內部造成進一步腐蝕,因此WC-CoCr涂層的耐腐蝕性較好。
3 結論
(1) 利用超音速火焰噴涂技術制備了WC-CoCr和WC-Ni金屬陶瓷復合涂層,涂層由WC陶瓷顆粒與金屬黏結相組成,組織均勻致密,孔隙率低于1.5%。
(2) WC-CoCr涂層主要由WC相和Co(W,C)固溶相組成;WC-Ni涂層包含WC,W2C,鎳和鎢相,其中W2C和鎢相是噴涂過程中WC脫碳形成的。
(3) 在3.5%NaCl溶液中的腐蝕速率由大到小依次為鍍鉻層、WC-Ni涂層、WC-CoCr涂層,說明WC系金屬陶瓷復合涂層的耐腐蝕性能比鍍鉻層的要好。與鍍鉻層相比,超音速火焰噴涂涂層均勻致密,Cl-難以穿透涂層在基體界面形成腐蝕微電池。
(4) WC-CoCr涂層的自腐蝕電位高、腐蝕電流密度小,耐腐蝕性能較好,主要是由于金屬黏結相中加入少量鉻形成鈍態膜,延緩了腐蝕的進程,提高了涂層的耐腐蝕性能。
[1] 喬磊,洪晟,姜少博,等.超音速火焰噴涂WC-CoCr涂層的腐蝕行為[J].理化檢驗-物理分冊,2014,50(7):476-479.
[2] 劉嫻,周夏涼,陳小明,等.超音速等離子噴涂WC-10Co4Cr涂層的力學性能及沖蝕磨損失效分析[J].理化檢驗-物理分冊,2014,50(11):785-788.
[3] 鄧春明,周克崧,劉敏,等.Cr對超音速火焰噴涂WC-Co涂層抗中性鹽霧腐蝕性能的影響[J].材料開發與應用,2007,22(3):33-36.
[4] 張曙光,楊必成,楊博,等.新型超聲霧化技術制備球形金屬粉末[J].金屬學報,2002,38(8):888-892.
[5] RAMNATH V,JAYARAMAN N. Quantitative phase analysis by X-ray diffraction in the Co-W-C system[J]. Journal of Materials Science Letters,1987,6(12):1414-1418.
[6] KEAR B H,SKANDAN G,SADANGI R K.Factors controlling decarburization in HVOF sprayed nano-WC/Co hardcoatings[J].Scripta Materialia,2001,44(8-9):1703-1707.
[7] STEWART D A,SHIPWAY P H,MCCARTNEY D G.Microstructural evolution in thermally sprayed WC-Co coatings:comparison between nanocomposite and conventional starting powders[J]. Acta Materialia,2000,48(7):1593-1604.
[8] 李長久,大森明,原田良夫.碳化鎢顆粒尺寸對超音速火焰噴涂WC-Co涂層形成的影響[J].表面工程,1997(2):22-27.
[9] 楊二娟,李太江,李巍,等.WC顆粒尺寸對WC-CoCr涂層組織與性能的影響[J].中國表面工程,2015,28(4):70-76.
[10] BERGER L M,SAARO S,NAUMANN T,etal. Microstructure and properties of HVOF-sprayed chromium alloyed WC-Co and WC-Ni coatings[J].Surface and Coatings Technology,2008,202(18):4417-4421.
[11] 易丹青,陳麗勇,劉會群,等.硬質合金電化學腐蝕行為的研究進展[J].硬質合金,2012,29(4):238-253.
[12] 秦玉嬌,吳玉萍,鄭玉貴,等.超音速火焰噴涂FeCrSiB涂層的腐蝕行為[J].焊接學報,2014,35(4):103-107.
[13] ESPALLARGAS N,BERGET J,GUILEMANY J M,etal.Cr3C2-NiCr and WC-Ni thermal spray coatings as alternatives to hard chromium for erosion-corrosion resistance[J]. Surface and Coatings Technology,2008,202(8):1405-1417.
[14] MORI G,吳建國,陳滿元.Cr3C2,TiC和TaC添加劑對硬質合金耐腐蝕性的影響[J].國外難熔金屬與硬質材料,2003,19(2):10-15.
[15] HONG S,WU Y P,ZHENG Y,etal.Microstructure and electrochemical properties of nanostructured WC-10Co-4Cr coating prepared by HVOF spraying[J].Surface and Coatings Technology,2013(235):582-588.
[16] WANG L,QIU P,LIU Y,etal. Corrosion behavior of thermal sprayed WC cermet coatings containing metallic binders in saline environment[J].Transactions of Nonferrous Metals Society of China,2013,23(9):2611-2617.
Corrosion Behavior of High Velocity Oxygen Fuel Sprayed WC-CoCr and WC-Ni Coatings in NaCl Solution
LI Jia-hui1, JIN Lu-lu1, SHI Wei1, HONG Sheng1,2, WU Yu-ping1
(1. College of Mechanics and Materials, Hohai University, Nanjing 211100, China;2. Material Corrosion and Protection Key Laboratory of Sichuan Province, Zigong 643000, China)
The phase composition and microstructure of high velocity oxygen fuel (HVOF) sprayed WC-CoCr and WC-Ni cermet coatings were analyzed by metallographic microscope, scanning electron microscope, X-ray diffractometer and so on. The potentiodynamic polarization curves and the Nyquist impedance spectra of the coatings in 3.5% (mass fraction) NaCl solution were measured by electrochemical workstation and compared with those of the chromium layer. The results show that: the coatings consisted of WC hard phase and metal binder phase, with a homogeneous and dense microstructure and porosity less than 1.5%; in NaCl solution, the corrosion resistance from high to low was that of WC-CoCr coating, WC-Ni coating, chromium layer; the structure of the HVOF coatings was dense, which prevented the coatings from Cl-, thus the corrosion resistance of the coatings was better; the addition of a little chrome promoted the formation of a passive film on the surface of CoCr binder phase, thus the corrosion resistance of WC-CoCr coating was better than that of WC-Ni coating.
high velocity oxygen fuel spray; metal ceramic coating; microstructure; corrosion resistance
2016-12-12
江蘇省自然科學基金資助項目(BK20150806);中國科學院核用材料與安全評價重點實驗室開放基金資助項目(2016NMSAKF03);材料腐蝕與防護四川省重點實驗室開放基金資助項目(2016CL08)
李佳薈(1991-),女,碩士,主要從事材料表面腐蝕磨損防護研究。
吳玉萍(1964-),女,教授,長期從事材料表面研究,wuyphhu@163.com。
10.11973/lhjy-wl201703001
TG174.44
A
1001-4012(2017)03-0151-06