航空器活塞桿內筒尺寸修復的鍍鉻工藝
2017-04-10 10:27:17陳葉青上海大學環境與化學工程學院上海0007上海大學材料科學與工程學院上海0007
理化檢驗(物理分冊) 2017年3期
關鍵詞:工藝
熊 俊, 朱 萍, 陳葉青(. 上海大學 環境與化學工程學院, 上海 0007; . 上海大學 材料科學與工程學院, 上海 0007)

航空器活塞桿內筒尺寸修復的鍍鉻工藝
熊 俊1, 朱 萍1, 陳葉青2
(1. 上海大學 環境與化學工程學院, 上海 200072; 2. 上海大學 材料科學與工程學院, 上海 200072)
對某航空器活塞桿內筒尺寸修復的鍍鉻工藝進行了研究,對零件特點、工裝設計、鍍鉻工藝優化分析等技術的重點和難點進行了分析及闡述。專門設計了一套用于該型號活塞桿的鍍鉻修復工裝,并且通過電鍍鉻試驗確定了與工裝匹配的鍍鉻工藝參數,然后使用該套工裝及工藝參數對活塞桿內筒進行了尺寸修復。結果表明:該工裝和鍍鉻工藝參數匹配良好,不僅修復后的活塞桿內筒尺寸滿足要求,而且鍍層表面均勻、光滑,可重新用于航空器。
活塞桿;尺寸修復;鍍鉻;工裝;工藝參數
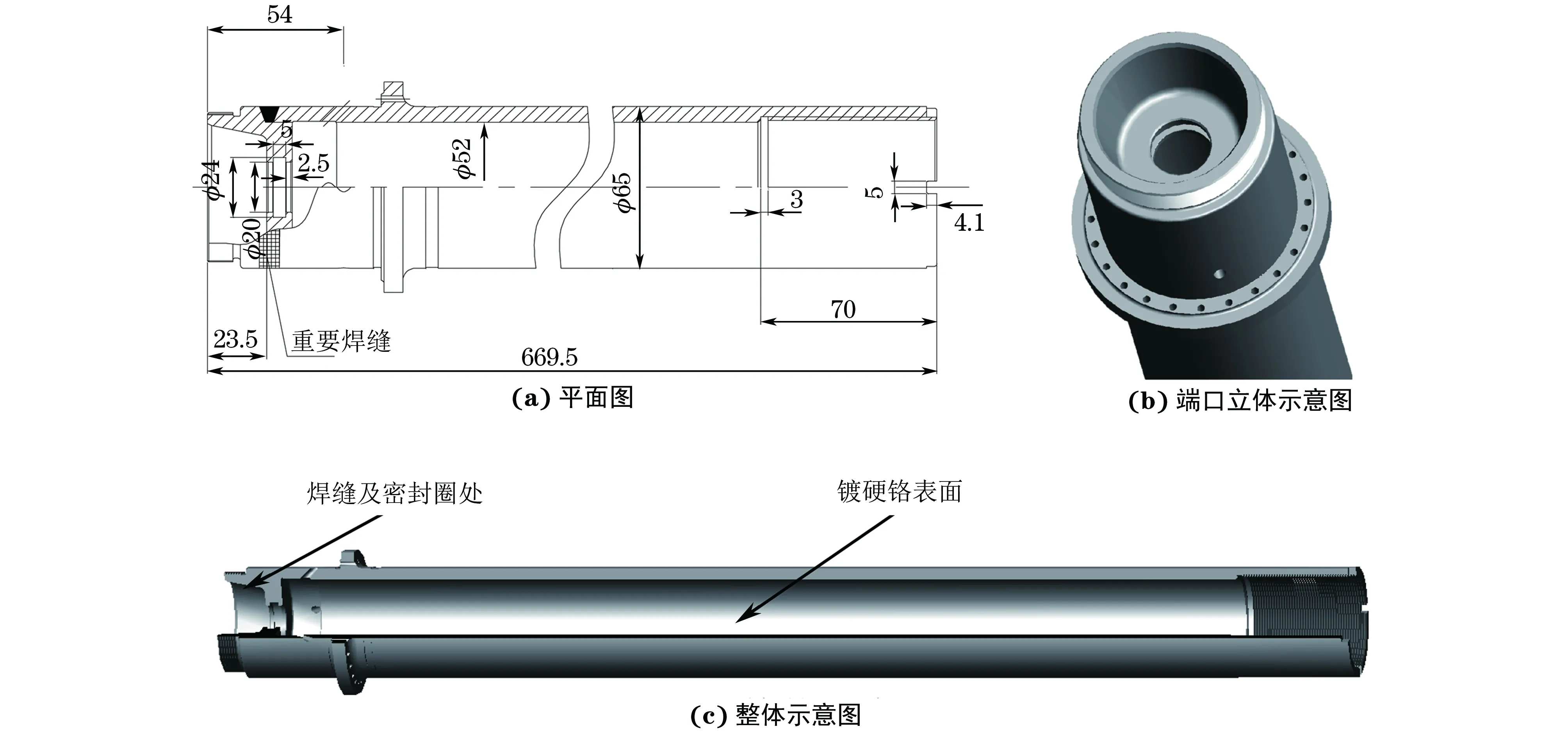
圖1 活塞桿示意圖Fig.1 Schematic diagram of the piston rod:(a) plane diagram; (b) stereo schematic diagram of the port;(c) overall schematic diagram
某型航空器在試飛過程中發現液壓系統存在故障,經分析排查,是由于該系統活塞桿內部鍍鉻層局部發生了脫落。由于此活塞桿一端孔徑非常小,不利于磨削加工,因此無法采用傳統加厚鍍鉻的方式修復鉻層,必須進行尺寸鍍鉻才能既滿足修復鉻層又達到成品尺寸的要求。筆者主要針對該活塞桿內筒尺寸修復鍍鉻工藝中的技術重點和難點進行分析及闡述。
1 工裝設計
活塞桿工裝設計的好壞直接影響鍍鉻的成功與否。該活塞桿材料為30CrMnSi鋼,如圖1所示,內置陽極上部粗的部分直徑為20 mm,下部細的部分直徑為10 mm。該活塞桿一端孔小,工裝設計主要考慮以下3個問題:①活塞桿內筒頂端開口小,如圖1(b)所示,不利于槽液的流通;②鍍液分散能力和覆蓋能力均很低,活塞桿內筒鍍鉻區域長(φ52 mm表面鍍硬鉻),不利于保證鍍層厚度的均勻性;③活塞桿內筒頂端及開口處有焊縫及密封圈處,不能進行涂鍍,必須絕緣保護,如圖1(c)所示。
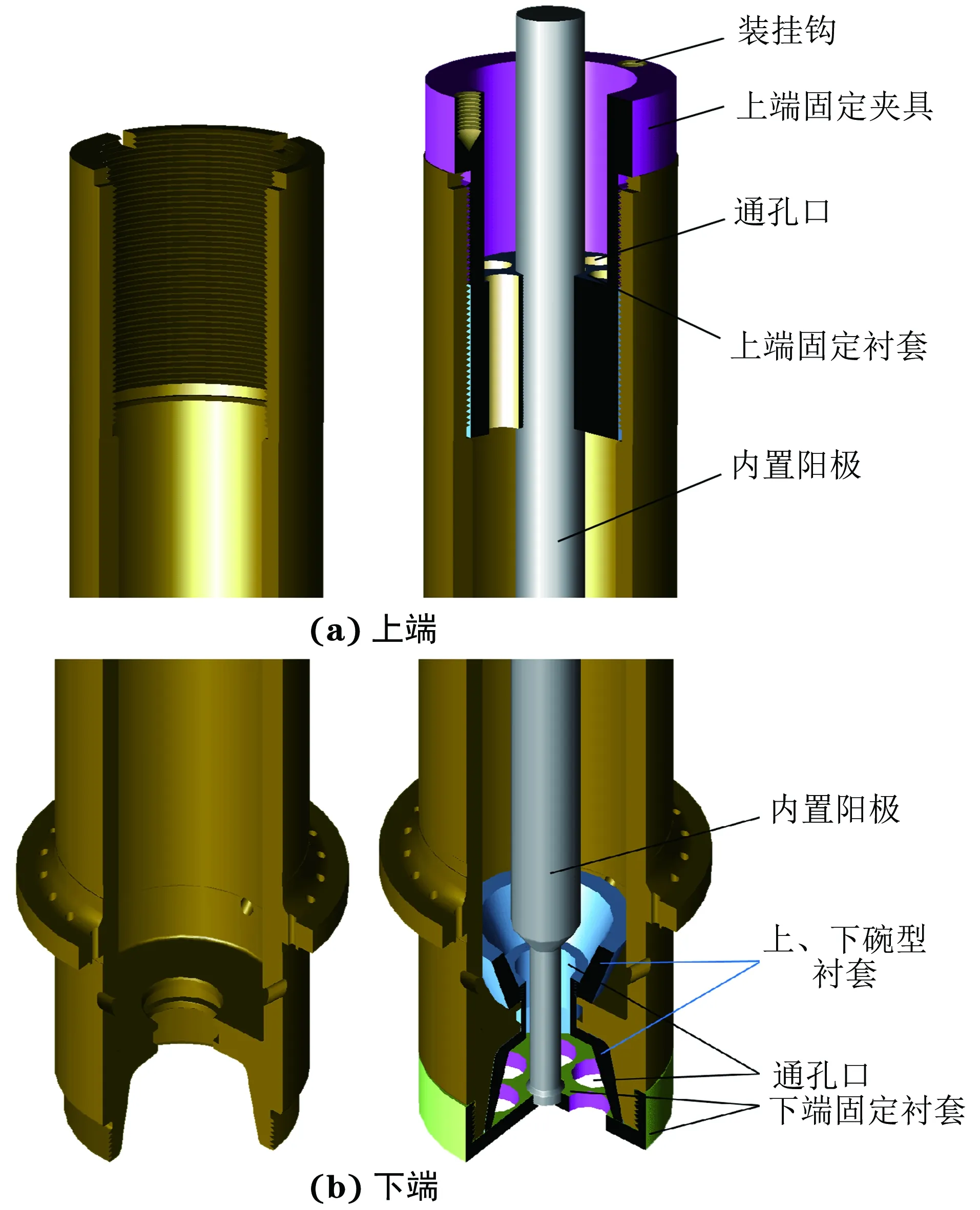
圖2 工裝設計示意圖Fig.2 Design schematic diagram of the tool:(a) the upper end; (b) the bottom end
為解決這些問題,專門設計了一套專用工裝,如圖2所示。采用了直徑逐步變大的碗型開口的尼龍襯套,該襯套設計時最大限度地考慮了通孔的直徑,在絕緣保護非鍍面的同時,最大限度地保證了槽液的流通。而碗型襯套成型后,形成的通孔直徑也僅有18 mm。在陽極制作上,考慮到手工鍛造成型的鉛陽極棒圓柱度及直線度不足,這將造成鍍層厚度的不均勻;而且直徑較小的鉛陽極在電鍍時,容易因溫度升高而產生變形,導致鍍層局部燒焦。因此采用澆鑄結合機加工的方法制成具有一定硬度且表面光滑的鉛銻合金內置陽極,而后再通過兩端襯套固定陽極,這樣就避免了因為鍛造鉛棒表面粗糙、直徑不等、鉛棒太軟容易左右晃動而導致的內筒鍍層的不均勻。
2 試驗方法及結果
2.1 試驗方案
鍍鉻的電流效率很低,一般只能達到15%~25%[1-2]。這是由于氫的過電位很低,在鍍鉻過程中,大部分的電流消耗在析出氫氣上面[3]。因此,鍍鉻時所采用的電流密度高,電鍍槽的電壓也很高。鍍鉻中,工藝參數對鍍層質量的影響很大,尤其是電流密度與溫度[4-5]。在低溫和高電流密度下,容易導致鍍鉻層暗灰或燒焦、脆性大、存在樹枝狀結晶等缺陷;在高溫和低電流密度下,容易導致鍍鉻層硬度低;此外,隨著溫度的升高,電流效率下降,而在一定溫度下,電流密度越高,電流效率也越高。因此在電鍍過程中,需選擇恰當的工藝參數并使其穩定,來保證鍍層的外觀及硬度等質量要求。試驗中嚴格控制溶液的溫度,使溫差范圍不超過±2 ℃,而電流密度也應當適中并與溫度相配合。
為了得到準確的電鍍工藝參數,必須先經過多次試驗。先采用與活塞桿零件內徑相同、大小相仿的試樣進行試驗,確定鍍鉻槽液的溫度,再確定電流密度,最后根據成品尺寸要求及鍍前尺寸來確定鍍鉻時間。
2.2 試驗過程
2.2.1 溫度的選擇
根據航空標準HB/Z 5072-1992《電鍍鉻工藝》的規定,鍍硬鉻時槽液溫度一般控制在50~60 ℃。根據車間多年的生產經驗及車間電鍍槽槽液的特點,確定選擇(58±2) ℃為最佳試驗溫度。
2.2.2 電流密度及電鍍時間的選擇
為了選擇活塞桿內筒鍍鉻時合適的電流密度及電鍍時間,通過多次試驗,獲得了槽液電流效率參數。根據航標及工藝要求,鍍鉻電流密度一般在40~60 A·dm-2。而在鍍覆過程中,對于鍍液循環不暢的孔內、槽類以及其他復雜件時,操作者可根據具體情況適當降低電流密度來防止鍍層粗糙或燒焦,電流密度最低可降至30 A·dm-2。現選擇不同電流進行試驗,試驗溫度為57 ℃,所得結果見表1。試樣鍍覆后,當電流密度為45 A·dm-2,電鍍3 h時,鍍層表面出現局部粗糙;當電流密度為55 A·dm-2,電鍍2 h時也發現鍍層粗糙。
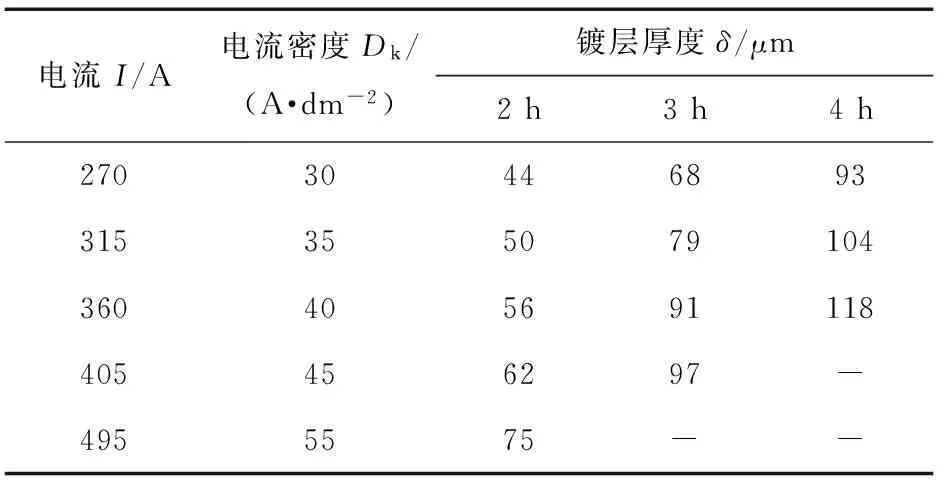
表1 鍍層厚度與電鍍參數的關系Tab.1 Relationship between the coating thickness and the plating parameters
2.3 分析及討論
根據表1的試驗結果及鍍層表面狀況可以知道:在允許的范圍內,當電流密度一定時,鍍層厚度與電鍍時間成正比;當電鍍時間一定時,鍍層厚度與電流密度成正比。當電流密度大于45 A·dm-2時,無法得到表面光滑的鍍層。
結合生產分析試驗數據,總結得出以下結論:①內筒尺寸鍍鉻時,電流密度宜選擇為30~40 A·dm-2,當電流密度過大、電鍍時間長時鉻層表面會粗糙,當電流密度過小時電鍍時間會延長,因此選擇電流密度Dk為35 A·dm-2較合適;②鍍鉻時間、電流密度與鉻層厚度的關系可由法拉第定律得知:
式中:δ為鍍層厚度,μm;κ為鉻的電化學當量,g·(A·h)-1;Dk為電流密度,A·dm-2;t為電鍍時間,min;η為電流效率;ρ為金屬鉻的密度,g·cm-3。
根據式(1)和試驗結果可推出以下經驗公式:
t=C·
式中:C為常數,C=1.37。
3 活塞桿內筒鍍鉻

從而得知需要電鍍的鉻層單面厚度δ≈110μm,根據試驗所得的經驗公式,可以計算出所需電鍍時間t≈4.5h。
4 結論
通過合理的設計以及實際的電鍍鉻試驗,完成了活塞桿內筒鍍鉻工裝設計和電鍍鉻參數的良好配合,較好地解決了航空器活塞桿內筒尺寸修復鍍鉻的難題,大大節約了生產成本,也為類似的筒型工件尺寸鍍鉻提供了參考。
[1] 侯娟玲,閆小軍,馮拉俊,等.添加劑對電刷鍍鉻電流效率的影響[J].鑄造技術,2009,30(8):1067-1069.
[2] 何昭民.緊固件表面電鍍鉻工藝及性能研究[D].沈陽:沈陽工業大學,2016.
[3] 張美.雙膜三室鍍槽三價鉻鍍鉻研究[D].鞍山:遼寧科技大學,2008.
[4] 安茂忠.電鍍理論與技術[M].哈爾濱:哈爾濱工業大學出版社,2004.
[5] 《航空制造工程手冊》總編委會.航空制造工程手冊:表面處理[M].北京:航空工業出版社,1993.
Resizing Chromium Plating Technology of Inner Cylinders of the Aircraft Piston Rods
XIONG Jun1, ZHU Ping1, CHEN Ye-qing2
(1. School of Environment and Chemical Engineering, Shanghai University, Shanghai 200072, China;2. School of Materials Science and Engineering, Shanghai University, Shanghai 200072, China)
The technology of resizing chromium plating on the inner cylinders of aircraft piston rods was studied. The key points and difficulties of parts features, tooling design, chromium plating process optimization analysis were analyzed and explained. A set of tool was designed for resizing chromium plating of the piston rods, and the correct chromium plating parameters were confirmed to match the designed tool through the experiment. The inner cylinders of the piston rods were resized through the tool with these parameters. The results show that the designed tool and plating process parameters were well matched, and the size of the inner cylinders of aircraft piston rods could meet the requirement after resizing; the surface of the plating layer was uniform and smooth, and the piston rods could be used for aircrafts again.
piston rod; resizing; chromium plating; tool; technology parameter
2016-05-10
熊 俊(1986-),男,工程師,工程碩士,主要從事化學處理方面的研究,xjsby@126.com。
10.11973/lhjy-wl201703005
TQ153
A
1001-4012(2017)03-0169-03
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52