球鐵鑄件加工面變色原因分析
2017-04-10 10:27:30楊金龍馬榮華共享裝備股份有限公司檢測中心銀川750021
理化檢驗(物理分冊) 2017年3期
關鍵詞:力學性能
張 錦, 楊金龍, 馬榮華(共享裝備股份有限公司 檢測中心, 銀川 750021)

球鐵鑄件加工面變色原因分析
張 錦, 楊金龍, 馬榮華
(共享裝備股份有限公司 檢測中心, 銀川 750021)
某些球鐵鑄件產品加工后,發現冒口下方變色。對其進行金相檢驗、力學性能測試、化學成分分析等,以確定球鐵鑄件變色原因。結果表明:球鐵鑄件冒口下方發生變色,主要有球化不良、絮狀石墨和石墨球聚集、成串分布的形態;球化不良、絮狀石墨主要是由球化元素少或已被消耗、石墨球數量少等造成,而石墨球聚集、成串分布是由碳當量偏高造成的石墨漂浮現象。
球鐵鑄件;變色;球化元素;碳當量
在球鐵鑄件產品的生產過程中,要求加工面光澤一致,沒有色差。這一要求在生產檢測規范中被嚴格執行,一旦發生變色,根據變色程度的要求,鑄件有可能報廢,造成一定的經濟損失。
某些球鐵鑄件加工面冒口下方出現變色現象,主要有球化不良、絮狀石墨和石墨球聚集、成串分布的形態。筆者通過金相檢驗、力學性能測試、化學成分分析等方法,分析其變色原因,以改進球鐵鑄件的質量,減少經濟損失。
1 理化檢驗
1.1 加工面變色件
1.1.1 金相檢驗
觀察鑄件冒口下方變色部位,發現變色部位有灰墨色斑點,見圖1。從變色部位取樣,使用圖像分析儀對變色部位進行檢測拍照,發現有球化不良及少量絮狀石墨,見圖2~3。圖4為某鑄件冒口下方加工后嚴重變色部位的宏觀形貌,從變色部位取樣,經金相檢驗顯示該處石墨呈絮狀,見圖5[1]。
圖1 冒口下方灰墨色斑點形貌Fig.1 Morphology of the grey ink spots under the riser
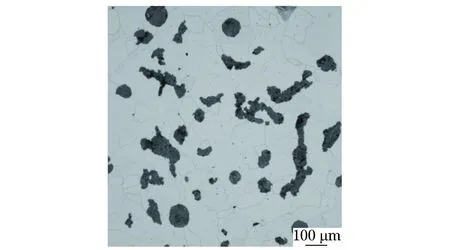
圖2 球化不良形貌Fig.2 Morphology of the poor spheroidization
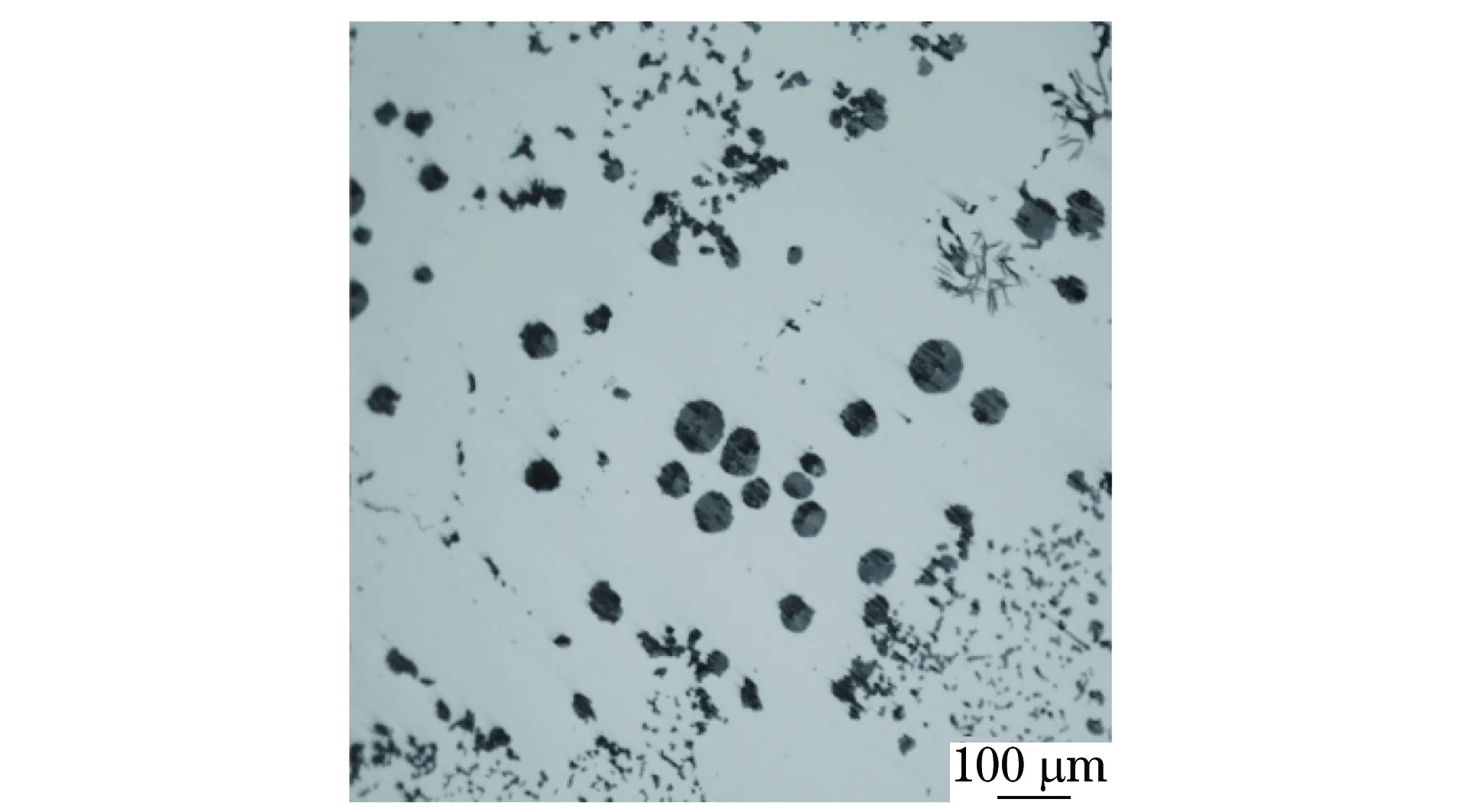
圖3 少量絮狀石墨形貌Fig.3 Morphology of a small amount of flocculent graphite
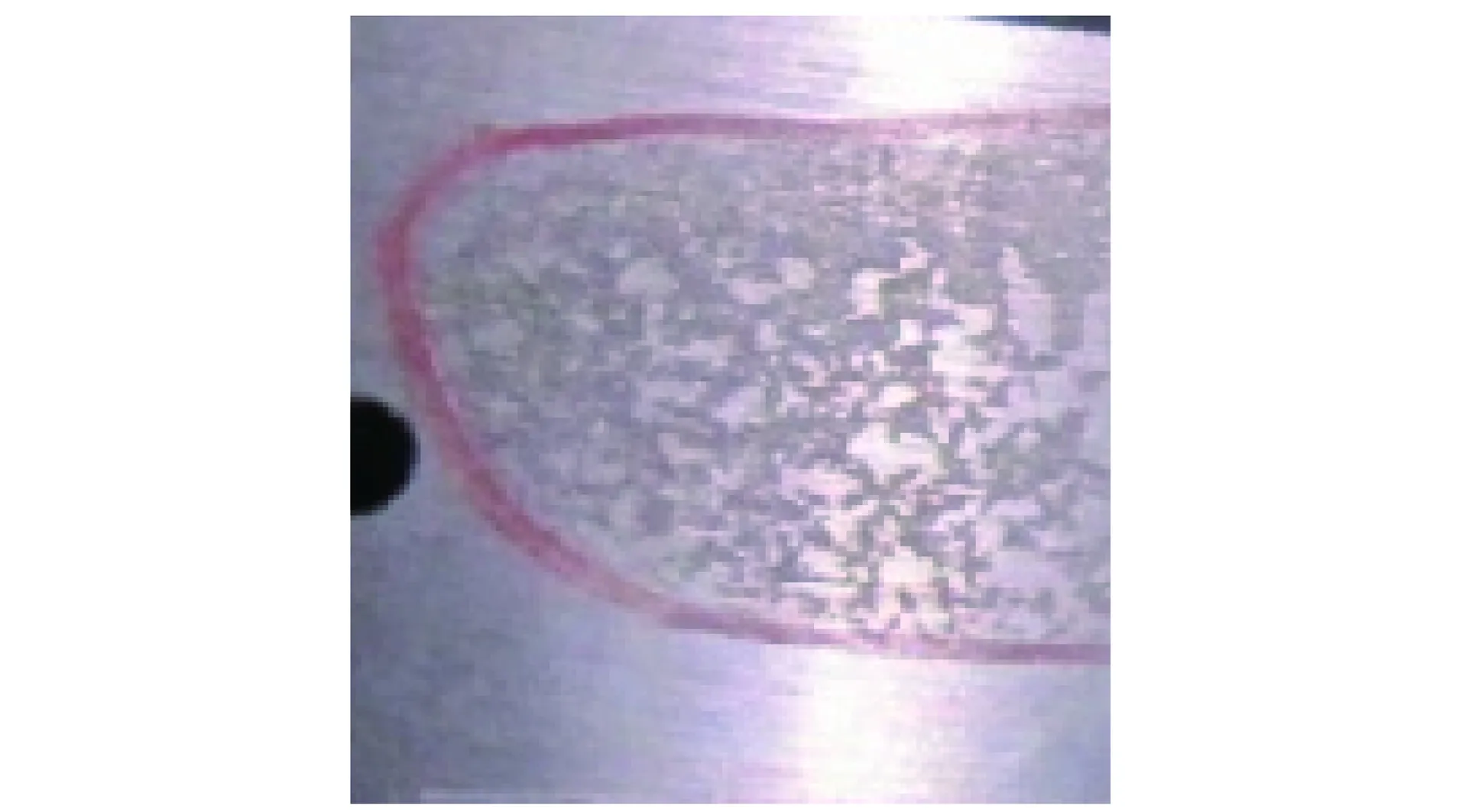
圖4 冒口下方變色形貌Fig.4 Discoloration morphology under the riser
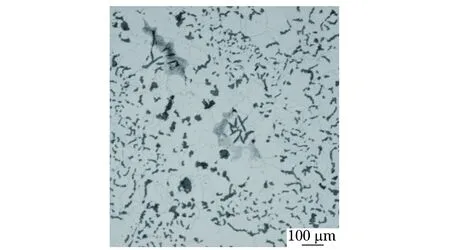
圖5 大量絮狀石墨形貌Fig.5 Morphology of a large amount of flocculent graphite
圖6所示為球鐵冒口加工面變色部位的灰黑斑形貌,對表面進行金相檢驗發現石墨含量較高,石墨密集區石墨聚集變形、成串分布,見圖7~8。
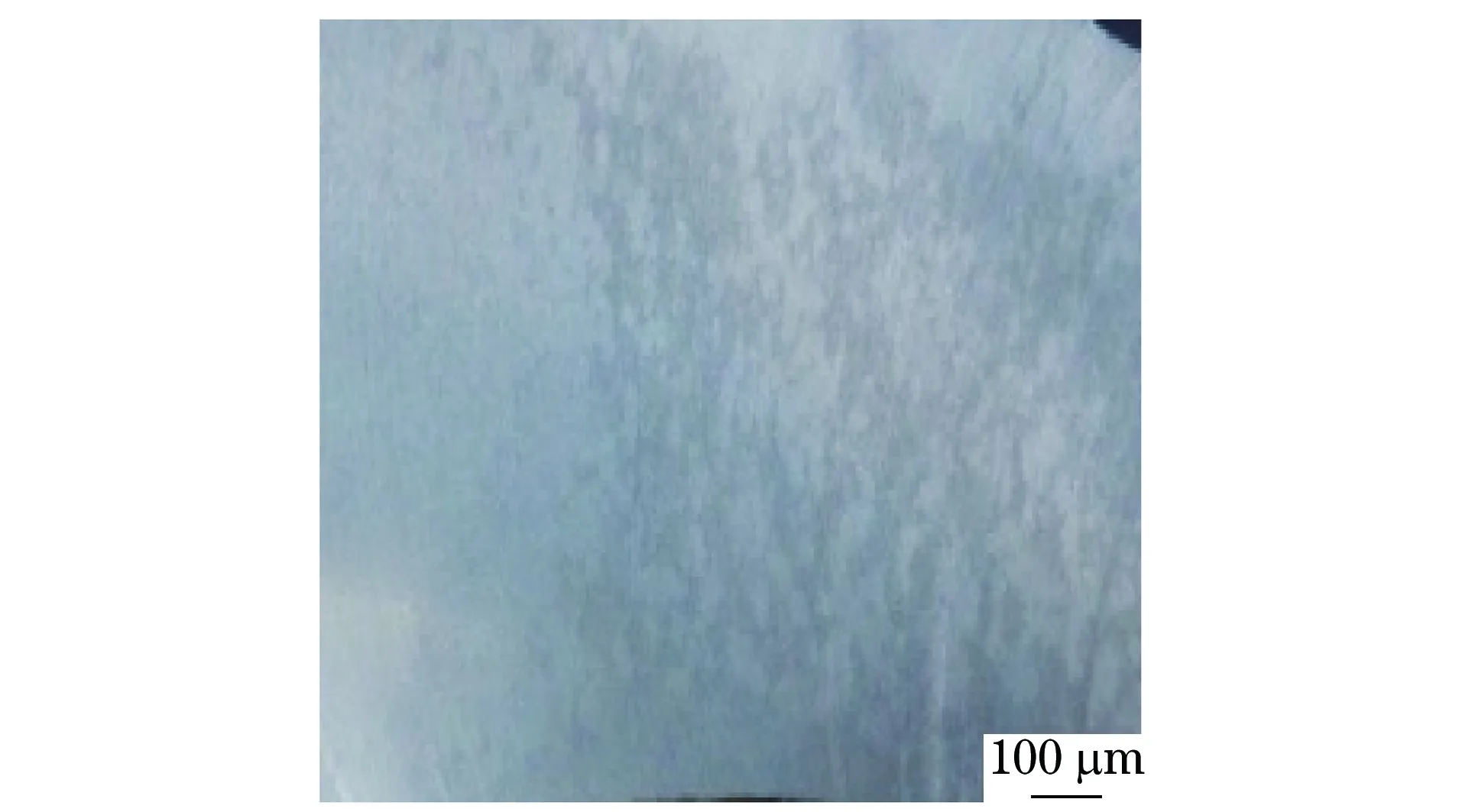
圖6 冒口下方灰黑斑形貌Fig.6 Morphology of the grey black spots under the riser
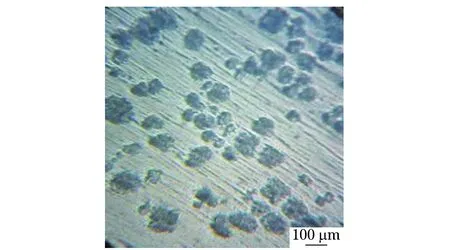
圖7 石墨球聚集形貌Fig.7 Morphology of the aggregated nodular graphite
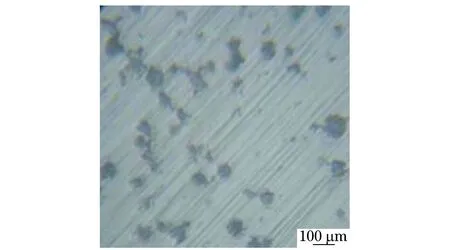
圖8 石墨成串形貌Fig.8 Morphology of bunching graphite
1.1.2 力學性能測試
對鑄件表面拋磨后,使用便攜式金相顯微鏡進行檢驗,發現有因球化不良、絮狀石墨造成的變色件。對兩個變色報廢件及其附鑄試塊取樣進行力學性能測試,結果如表1所示,可見變色件的力學性能偏低,尤其是斷后伸長率明顯下降,而附鑄試塊沒有變色,力學性能合格。
石墨聚集、成串分布的變色件,在保證產品尺寸加工余量內往下加工,之后進行金相檢驗,變色現象均有好轉而沒有廢件,因此沒有鉆取試件進行力學性能測試。
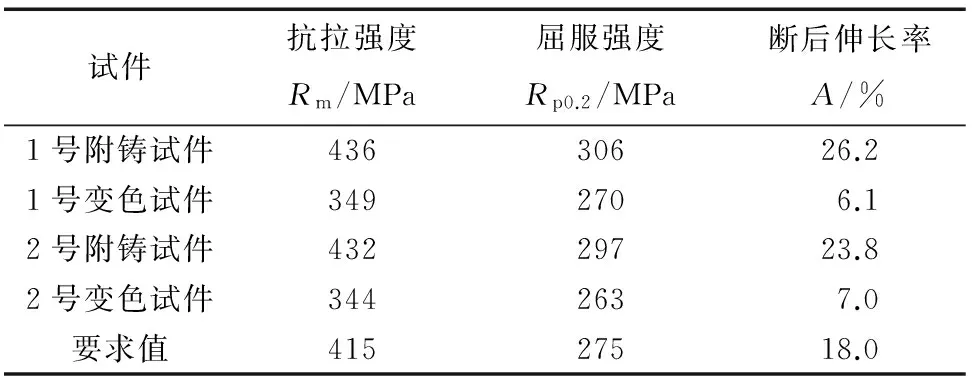
表1 附鑄試件及變色試件的力學性能Tab.1 Mechanical properties of the attaching specimens and allochroic specimens
1.1.3 化學成分分析
從1號變色報廢件球化不良、絮狀石墨變色部位鉆取試件,進行化學成分分析并與附鑄試件的化學成分進行比較,結果見表2。表2中所列的為試件的主要元素成分,其他元素如硫、磷、鈦等也進行了成分分析,因變色試件與附鑄試件的差異較小沒有列入表中。由表2可見,變色部位球化元素鎂含量明顯低于附鑄試件的鎂含量,說明變色部位球化元素鎂消耗較大。
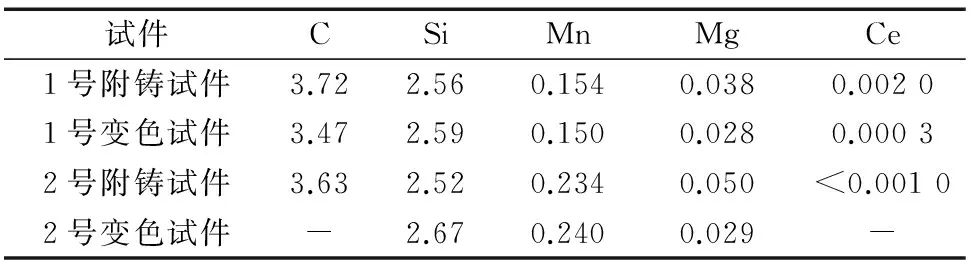
表2 附鑄試件及變色試件的化學成分(質量分數)Tab.2 Chemical compositions of the attaching specimens and allochroic specimens (mass) %
1.2 附鑄試件
對以上加工面呈現球化不良、絮狀石墨和石墨聚集、成串分布的冒口,分別測試主要化學成分、附鑄試件力學性能和顯微組織中的石墨數量,并將其與某段時間所有鑄件的平均值進行對比。
1.2.1 化學成分分析
表3為各類石墨形態附鑄鑄塊的主要化學成分對比,由結果可見,球化不良附鑄試塊的主要成分與平均值差異不大,硅碳含量比稍低于平均值,球化聚集件的碳、硅含量偏高,硅碳含量比較高,碳當量比平均值高。

表3 各類石墨形態鑄件的主要化學成分(質量分數)Tab.3 Major chemical components of various types of graphite castings (mass)
1.2.2 力學性能測試和石墨數量測定
表4為各類石墨形態鑄件附鑄試件的主要力學性能及顯微組織中的石墨數量,結果表明附鑄試件的力學性能差異不大,但球化不良件的石墨數量低于平均值,石墨聚集件的石墨數量則較高。
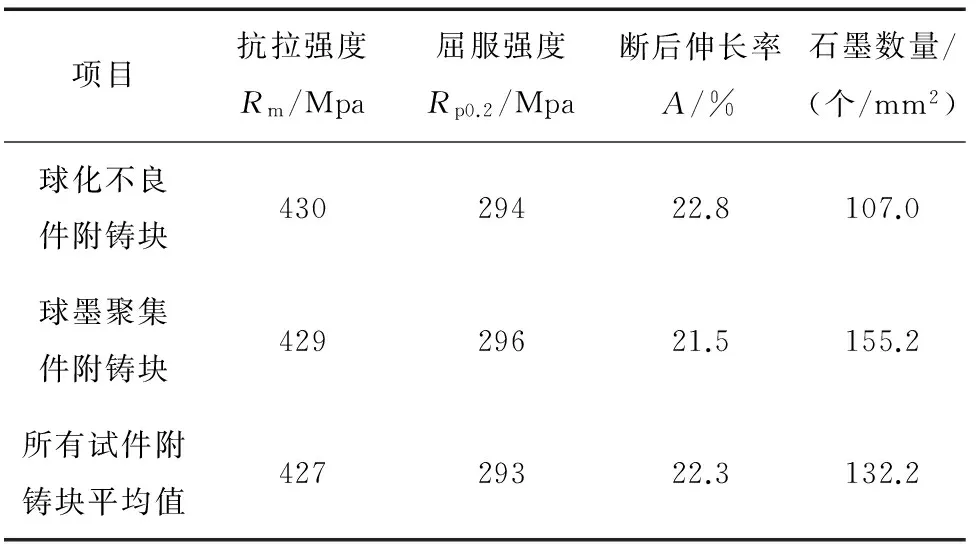
表4 附鑄試件的力學性能及石墨數量Tab.4 Mechanical properties and the graphite number of the attaching specimens
2 分析與討論
2.1 理化檢驗結果分析
根據以上結果可以看出,因球化不良、絮狀石墨造成的變色件的力學性能均發生惡化,特別是斷后伸長率明顯下降,材料塑性明顯降低。從化學成分分析結果來看,變色部位的球化元素鎂含量偏低,硅與碳的含量比低于均值;球化聚集、成串分布造成變色的主要原因是,碳當量偏高,石墨數量較多,但因其沒有報廢件,未對變色部位進行力學性能測試等。
2.2 加工面變色原因分析
經查閱資料,可能導致冒口下方加工面球化不良、產生絮狀石墨并且變色的主要因素有以下幾點[2-4]。
(1) 孕育劑顆粒不均勻、加入方式不當等造成硅含量不均勻,導致其偏低或偏高。
(2) 鐵液處理溫度過高或過低,溫度過高會導致球化劑作用激烈,氧化、球化元素燒損而消耗;溫度過低,則球化劑易在包底凍結。
(3) 鐵液中有阻礙球化、惡化石墨形態的元素,如鈦、鈰等。鐵液中硫含量過低,球化劑加入量較少,球狀石墨結晶核心少,球化衰退快。但從化學成分分析結果來看,這些元素均沒有發現異常。
(4) 球化處理是使鐵液凝固時產生過冷,以形成足夠的石墨核心,形成球狀石墨;孕育處理也是為了造成液體局部碳過飽和,并起到脫氧和增加外來結晶核心的作用。如果鐵液冷卻速率過低,會造成石墨晶核熔解,鐵液再度氧化,使石墨生長結構遭到破壞。鐵液凝固時間延長會加劇元素偏析,由于石墨密度小,石墨晶核上浮,石墨球易遭受磨損破壞;另一方面石墨球內應力達到突破奧氏體邊界束縛力時,石墨容易開裂,石墨晶核在鐵液中時有時無,不斷重熔與開裂,使石墨畸變。
(5) 變色件附鑄試塊力學性能合格,說明附鑄塊體積小,冷卻快,球化元素消耗少,不易發生變色。
球墨聚集、成串造成的變色應屬于石墨漂浮,實際檢驗中發現該現象多出現在冒口下方。結合檢驗結果,經查閱資料,發現石墨漂浮多出現在鑄件上表面、澆道或熱節部位,變色部位的石墨數量比其他部位的多3~7倍,因此造成石墨漂浮的主要原因是碳當量偏高[5]。
過共晶的鐵液冷卻到液相線以下時,開始在液相中析出小石墨球。隨著溫度的下降,石墨球逐漸長大,在共晶轉變時已經具有相當大的尺寸,這時石墨球周圍還沒有奧氏體圈產生。由于石墨的比重小,加上鎂蒸汽泡上浮時的帶動作用,使部分石墨球上浮至鑄件上表面聚集,隨后在共晶轉變時迅速長大,因此形成石墨漂浮現象。
3 結論及建議
(1) 某球鐵鑄件加工后冒口下方發生變色,經金相檢驗發現其形貌表現為球化不良、絮狀石墨和石墨聚集、成串分布兩種形式。
(2) 球化不良、絮狀石墨的變色鑄件中,沒有發現其他阻礙石墨球化的元素,如鈦、鈰、硫、磷等。產生球化不良、絮狀石墨的主要原因是球化元素加入較少或消耗、損失較多,造成球化衰退,如球化元素鎂含量低等。也有可能是因為澆鑄溫度偏高,熱節部位冷卻速率慢,造成球化元素鎂消耗過多,或孕育處理中結晶核心偏少。
(3) 石墨聚集、成串分布造成冒口下方加工后變色的主要原因是碳當量偏高。
(4) 建議確保鐵液的主要化學成分穩定控制,特別是球化元素鎂含量必須控制在0.04%~0.06%(質量分數,下同);嚴格按工藝控制鐵液澆鑄溫度和澆鑄時間,確保球化元素消耗少、球化效果良好;穩定球化處理及孕育處理工藝,確保石墨球個數大于120個/mm2,避免產生球化不良、絮狀石墨變色件;嚴格控制鐵液碳當量小于4.5%,避免產生石墨聚集、成串分布造成的變色。
[1] 楊周斌.球墨鑄鐵金相缺陷分析[J].理化檢驗-物理分冊,2006,42(11):588-589.
[2] 徐建林.球墨鑄鐵球化不良和衰退的仿真研究[J].材料開發與應用,2003,18(4):1-4.
[3] 趙書城.對球鐵石墨畸變的認識[J].現代鑄鐵,2004,24(1):20-23.
[4] 魏家鵬,潘宏歌.球墨鑄件球化衰退的分析與處理[J].金屬鑄鍛焊技術,2009(10):152-153.
[5] 熊英,周友松.球墨鑄鐵石墨開花問題的分析與防止[J].金屬加工(熱加工),2007(3):65-67.
Analysis on Discoloration Reasons of Processing Surface of Ductile Iron Castings
ZHANG Jin, YANG Jin-long, MA Rong-hua
(Test Center, Shared Equipment Co., Ltd., Yinchuan 750021, China)
The discoloration was found below the risers of the ductile iron castings after the processing of the products. The discoloration reasons of ductile iron castings were searched through metallographic examination, mechanical property testing, chemical composition analysis and so on. The results show that: the color below the risers of ductile iron castings changed, and it had the morphology of poor spheroidization, flocculent graphite, aggregation and cluster distribution of graphite nodules; the poor spheroidization and flocculent graphite were produced mainly because of less or exhausted spheroidal elements and less graphite nodules; while the aggregation and cluster distribution of graphite nodules were the graphite floating phenomenon due to the high carbon equivalent.
ductile iron casting; discoloration; spheroidized element; carbon equivalent
2016-04-15
張 錦(1965-),女,高級工程師,學士,主要從事理化檢驗分析工作,zhangjin2007@yeah.net。
10.11973/lhjy-wl201703017
TG142.1
B
1001-4012(2017)03-0217-04
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53