SMED技術在彩色濾光片生產中的應用研究
2017-04-11 07:44:36陳瑤徐廣軍
中小企業(yè)管理與科技·下旬刊 2017年3期
陳瑤++徐廣軍

【摘 要】S公司是專業(yè)的彩色濾光片生產企業(yè),在多品種小批量模式下產線切換的工時損失對生產效率的影響日益增大,因此,快速換線技術的研究和應用對于減少稼動損失、提升設備效率具有至關重要的意義。通過剖析生產切換流程的各個環(huán)節(jié),運用工業(yè)工程的理念和方法,得到縮短切換時間的可行措施,并在企業(yè)生產活動中得到廣泛應用。
【Abstract】The S company is a professional enterprise in color filter manufacturing, whose production efficiency severely affected by product switching under the multi varieties and small batch circumstance, therefore the research and application of SMED is very important for reducing working time loss and improving equipment utilization efficiency. This paper analyzed all aspects of the product switching process with IE theories, obtained the feasible measures to shorten the switching time, which have been widely used.
【關鍵詞】彩色濾光片;快速換線;工業(yè)工程;生產效率
【Keywords】color filter; SMED; IE; production efficiency
【中圖分類號】TH186 【文獻標志碼】A 【文章編號】1673-1069(2017)03-0114-03
1 引言
彩色濾光片(Color Filter,CF)是液晶顯示器件彩色化的關鍵零組件[1],隨著顯示技術的發(fā)展,消費市場步入存量替換階段,多樣化、個性化成為發(fā)展趨勢,“多品種小批量”也逐漸成為S公司生產模式的主流。在此情況下,產線切換對生產效率、綜合成本等方面的影響越加凸顯,如何降低切換損失成為企業(yè)關注的焦點。
產線切換是指生產品種發(fā)生更迭時,為滿足后繼品種生產需要而進行的產線調整、試產確認等一系列工作,是無法完全避免卻并不創(chuàng)造價值的活動[2]。為適應少量多變的市場環(huán)
境,快速切換的理念和方法應運而生,它是基于工業(yè)工程理論,將產品換模、生產啟動及調整確認等時間盡可能減少的一種過程改進方法,能有效縮短停機切換時間,提升產線的綜合效率,增強生產系統(tǒng)的柔性[3]。
在快速切換的研究和應用方面,日本豐田汽車首創(chuàng)的快速換模技術(Single Minute Exchange of Dies,SMED)是持續(xù)優(yōu)化切換流程使用最多的工具[4]。為了減少切換動作的影響,實現柔性制造,關鍵在于依據是否影響設備運轉將切換作業(yè)內容分為“內部作業(yè)”和“外部作業(yè)”兩類,并盡量把“內部作業(yè)”轉變?yōu)椤巴獠孔鳂I(yè)”,縮短作業(yè)時間以保證準備工作的快速完成。
2 產線切換存在的問題
CF產品切換準備過程的對象主要是光阻材料、工藝參數以及部分工裝治具。近年來為順應技術發(fā)展趨勢和市場需求潮流,CF向高精細、廣色域發(fā)展的同時,產品還要滿足市場多樣化的需求,因而材料種類相應日益增多。當光阻材料之間所需曝光光譜存在較大差異時,產線切換工作尤其是工裝治具交換的難度隨之增大。
曝光光譜按波長通常可分為:G Line,H Line,I Line,J Line和K Line,同一型號曝光燈的發(fā)光光譜可認為是固定的,改變光譜只能通過吸收特定波段的濾鏡(或玻璃)來實現,譬如負壓玻璃。所謂負壓玻璃是用來構建負壓腔室的透明材料,是紫外光線必須經過的機構,其吸收特征會對最終的曝光光譜產生影響。S公司的負壓玻璃分高透玻璃和石英玻璃兩種,主要差異在于對J (334nm)、K (313nm)波段的吸收程度,當光阻材料感光特性變更時,負壓玻璃也隨之需要更換,但此過程不僅耗費人手多、時間長,還存在品質隱患。
3 快速切線技術應用
SMED的實踐主要是基于工業(yè)工程理念,運用工作研究中的方法研究和作業(yè)測定兩大技術,采用“5W1H技術”和“ECRS原則”對切換流程進行分析,發(fā)現問題并著手改善,其操作流程一般分為以下五個步驟:
①計算總體切換時間:分解切換過程動作、測量動作作業(yè)時間,并計算總體時間;
②劃分內外部作業(yè):依作業(yè)內容是否要求設備停機的標準,初步劃定內外部作業(yè)的范疇;
③內外部作業(yè)轉化:減少內部作業(yè)內容以縮短停機時間;
④縮短內部作業(yè)時間:利用合并、調整等方式以縮短時間;
⑤改進外部作業(yè)流程。
3.1 計算總體切換時間
依據工業(yè)工程理念,對于產品切換全過程中的各個環(huán)節(jié)進行時間測定以確定標準時間。標準時間主要通過觀測熟練操作工人完成各個動作的有效工作時間,并考量環(huán)境、壓力和疲勞等因素的影響后計算得出[5]。
CF產品切換的準備工作主要分兩類:第一類是任何產品切換都必須完成的動作,主要有制程能力切換、光罩交換、工藝參數切換等;另一類是部分產品切換才需要的作業(yè),如光阻材料交換、負壓玻璃更換等。通過對切換流程的各個程序進行時間測定,并將可以并行開展的工作進行統(tǒng)籌優(yōu)化后,匯總準備工作項目及對應時間:在需要進行負壓玻璃更換的情況下,切換過程的標準時間計算值在200min左右。
3.2 劃分內外部作業(yè)
列舉產線切換準備工作列表,并依據內外部作業(yè)的含義對其進行區(qū)分,匯總對應標準時間如表1所示。
其中,“光阻領料與回溫”是耗時特別長的外部作業(yè),萬一發(fā)生領料錯誤,它就會轉化成內部作業(yè)而極大影響切換時間。CF型號和材料種類都非常多、對應關系復雜,因此需要制定作業(yè)標準和確認手順,依據產品BOM及時領料并確認以免影響切換時間。
3.3 內外部作業(yè)轉化
作業(yè)類型轉化或者作業(yè)時間轉移的最終目的其實是一致的,即盡可能地將切換過程所需的各個環(huán)節(jié)在時間軸上分散開來,使人力資源可以在某個時間段達到最大程度的集中,從而縮短作業(yè)時間。
CF生產系統(tǒng)自動化、信息化程度很高,在系統(tǒng)中可以建立產品型號與參數(Recipe)兩者的對應關系,從而由系統(tǒng)根據產品型號檢索對應參數號碼、并控制設備單元自動進行切換。
多數設備的手動切換需要停止運轉后才能操作,而自動切換沒有這個限制,因此熟悉并合理利用現代化、信息化的工具可以實現某些內外部作業(yè)內容的轉化,從而省略了“停止-切換-啟動-穩(wěn)定”這個不必要的流程。
3.4 縮短內部作業(yè)時間
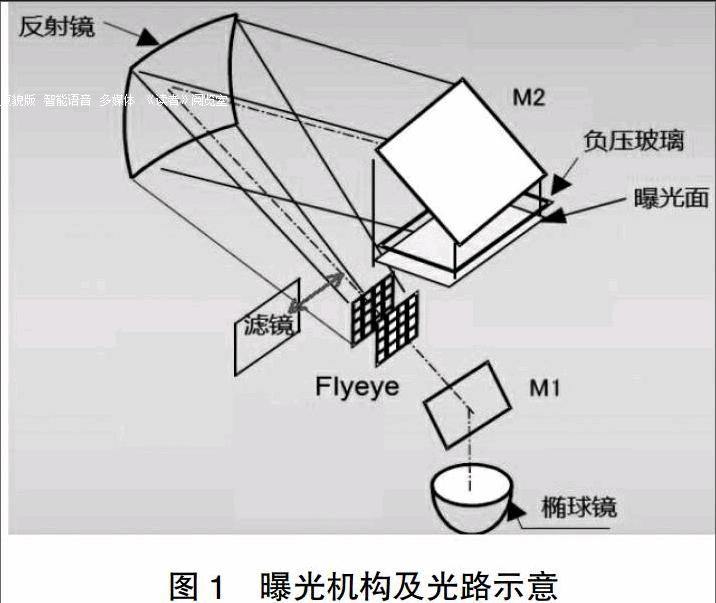
縮短內部作業(yè)時間的重點是縮短關鍵作業(yè)即負壓玻璃更換的時間,負壓玻璃裝載于曝光機內部,位于整個光路系統(tǒng)的末端(見圖1),光路系統(tǒng)的構成大致如下:光源發(fā)出的紫外光線由橢球鏡聚焦并反射到第一平面鏡,利用蠅眼(Flyeye)改善均勻性和平行度后,經反射鏡和第二平面鏡改變光路,形成豎直向下的平行光線并依次穿透負壓玻璃、光罩,最終照射到基板表面。圖1中,光路是否經過濾鏡可通過機械動作移動其位置來控制。
負壓玻璃不具備簡易拆裝的功能,更換和清潔難度都很大:
① 拆裝難度大,需要專人操作且耗時兩小時以上,人力和工時損失可觀;
②表面清潔度要求高,但其安裝位置狹小而難以作業(yè),常需返工導致時間難以掌控;
③曝光腔室潔凈度要求達到100級,人員進出會引起潔凈度惡化,影響制品良率。
有鑒于此,負壓玻璃切換流程優(yōu)化成為刻不容緩的課題。在此對負壓玻璃功能以及交換過程各要素進行考量,從多維度提出問題并應用簡化、重排、合并、剔除等原則對流程進行檢討。
從功能上看,吸收光譜的切換是工藝所必需的(不能剔除)、最初由負壓玻璃更換實現,但濾鏡才是設計用以改變曝光光譜的機構,若能找到合適型號配合負壓玻璃起到同等效果,可使負壓玻璃回歸其原本作用(功能簡化),而將吸收光譜轉換的功能劃歸給濾鏡(功能重排);從方法上,濾鏡通過機械運動實現切換,且可通過工藝參數預設而實現自動化;從地點和時間上,濾鏡機構位于曝光機外,更換、清潔等操作不會影響曝光腔體潔凈度,而且切換動作無須額外時間。
據此,改善方向得以明確,即負壓玻璃固定化,光譜吸收功能由濾鏡來實現。我們通過思路創(chuàng)新找到了理想的解決辦法:石英玻璃對各波長段透過率都較高,將負壓玻璃種類固定為石英玻璃,同時將高透玻璃切割成濾鏡相同尺寸、當成濾鏡安裝,通過參數控制使用與否來實現兩種組合即“石英玻璃”“石英玻璃+高透玻璃”。跟優(yōu)化前相比,區(qū)別在于組合②多經過一道石英玻璃,但石英玻璃在全波段透過率都較高,對實際使用效果影響甚微。
3.5 改進外部作業(yè)流程
一方面,改進外部作業(yè)流程可以減少切換作業(yè)的人工,合理分配作業(yè)內容,以達到勞動強度的分散和平衡;另一方面,效率低下的切換往往在找尋、取放工具方面耗費了過多的時間,因此縮短外部作業(yè)時間還要徹底推行5S。
4 成果及展望
實現以“多品種小批量”為特征的均衡化生產,最關鍵和最困難的一點就是設備的快速換裝調整問題。通過合理運用快速換線技術,實現了濾光玻璃切換的自動化、降低了人力成本和品質風險,更為重要的是將每次切換時間縮短110min之多。按照目前的切換頻度來算,可減少產線稼動損失約400h/a,每年實現新增銷售收入88萬元以上。
快速換線技術的意義不僅在于產能的提升,而且提高了企業(yè)柔性生產的能力,使生產更加靈活、品質損失減少,能夠快速應對多變的市場,為企業(yè)的生存和發(fā)展奠定良好基礎。
【參考文獻】
【1】李宏彥,楊久霞,呂艷英,等. TFT-LCD用彩色濾光片[J].現代顯示,2005(6):41-44.
【2】大衛(wèi)M.安德森,B.約瑟夫派恩二世.大規(guī)模定制模式下的敏捷產品開發(fā)[M].北京:機械工業(yè)出版社,1999.
【3】丹尼爾·T·瓊斯,丹尼爾·魯斯.精益思想[M].北京:機械工業(yè)出版社,2008.
【4】李登記.基于精益生產理論的換模過程改進研究[D].合肥:合肥工業(yè)大學,2009.
【5】謝曲.基于IE 技術的S企業(yè)生產線生產效率優(yōu)化研究[D].天津:天津大學,2012.
