核電廠汽輪機高壓缸缸體支撐桿焊縫超聲相控陣檢驗技術
2017-04-13 10:06:10何海付千發王卓巍
科技創新導報 2017年3期
何海++付千發++王卓巍


摘 要:通過對汽輪機高壓缸缸體支撐焊縫常規超聲檢測的難點分析,針對性的提出了超聲相控陣檢驗技術。以某核電廠汽輪機高壓缸為實例,使用該檢驗技術能夠檢測出高壓缸支撐焊縫中的坡口未熔合、裂紋等危害性缺陷,為核電檢修提供了重要依據。
關鍵詞:高壓缸 支撐焊縫 超聲相控陣
中圖分類號:TK4 文獻標識碼:A 文章編號:1674-098X(2017)01(c)-0046-04
國內某核電廠對正在運行的常規島汽輪機組日常例行巡檢時,發現汽輪機高壓缸外缸缸體上的保溫層出現一處直徑約10 mm的小孔并冒出蒸汽。隨后機組停止運行進行檢查,拆開蒸汽泄露處的保溫層,發現在高壓缸缸體支撐桿焊縫上有一條長約90 mm的貫穿性裂紋,導致蒸汽從高壓缸內部殼體往外泄漏。
考慮到同類型的機組也采用相同結構設計,并且運行工況條件相近,為及時發現隱患,避免同類型的事故再次發生,需對此類型的高壓缸缸體支撐桿焊縫質量進行檢查。
1 部件組成結構
1.1 高壓缸缸體結構
汽輪機高壓缸體由高壓外部缸體和高壓內部缸體組成,高壓外部缸體為合金鋼鑄件,材料牌號ZG15Cr2Mo1。汽輪機高壓外部缸體是一個形狀復雜且尺寸較大的殼體整體鑄造而成。由于缸體高壓出氣導管處空心截面尺寸大,為保證高壓外缸缸體的整體強度,在高壓外缸出氣導管處內部各設計有6根支撐桿整體加固,共計12根。如圖1所示。
1.2 高壓缸缸體支撐桿焊縫
高壓缸體在完成翻砂鑄造后,在外缸缸體兩側端面加強筋處鉆出Ф90.5 mm的通孔,支撐桿穿入通孔后,一端通過螺紋連接在內缸體上,另一端與外缸壁表面下沉約10 mm,再通過類似角焊縫結構與高壓外缸體連接,焊縫最終打磨至與高壓缸缸體外壁齊平。支撐桿焊縫設計寬度約28 mm;深度約51 mm,缸體壁厚約95 mm,如圖2所示。
2 檢查技術分析
2.1 常規超聲檢驗技術
汽輪機組高壓缸缸體結構是鑄造成型,由于其材料的特殊性和結構的復雜性,會在缸體表面和內部形成一些質量缺陷,造成超聲波對高壓缸體支撐桿焊縫檢測困難。高壓缸缸體結構復雜,檢測面不是單一平面,是曲率交變的曲面,厚度不均勻,超聲儀上會出現很多結構信號,增加超聲信號識別的難度。
2.2 超聲相控陣檢驗技術
超聲相控陣技術是按照一定的時間序列依次延時激發陣列中各個獨立的晶片,每個晶片都可以認為是一個獨立的小探頭,各自激發的超聲信號經過在工件中的傳播后再按照對應各個晶片發射的時間序列進行延時接收。相控陣受激勵后能產生多個聲束,聲束參數如角度、焦距、焦點尺寸等可以通過相控陣軟件控制,使它們發出的聲束在空間某點形成多角度掃查和聲束的聚焦。
超聲相控陣的多角度掃查提高了有取向性的缺陷檢出能力,相對于常規探頭單一角度的掃查,能對缺陷進行最優角度的掃查,提高了缺陷的檢出能力,檢查效率也大大增加。同時,聚焦能提高對缺陷的分辨率,優化缺陷的細節顯示能力[1]。聚焦還能有效提高聚焦區域的聲能量,對某些粗晶材質和高衰減系數的材料具有較強的穿透能力。
對于晶粒粗大的高壓缸缸體支撐桿焊縫,如果使用常規超聲檢驗,由于鑄件材料粗晶材質聲能衰減嚴重,粗晶焊縫導致的反射信號雜亂及信噪比低等一系列不利條件使得檢驗困難。而超聲相控陣檢測技術隨著信號處理技術的發展,其靈活的聲束平移、偏轉及動態聚焦性能越來越引起人們的重視,逐漸應用于工業無損檢測中,如汽輪機葉片和渦輪圓盤的檢測,石油天然氣管道焊縫檢測、核電站檢測和航空領域材料的檢測等[2]。
2.3 最終檢驗技術確定
因此根據高壓缸缸體結構特點以及支撐桿焊縫的檢驗范圍要求,適合采用超聲相控陣檢驗技術。優勢在于利用超聲相控陣的波束特性靈活的特點和其獨特的S掃描圖像技術,可以在一個圖像顯示范圍內觀察到高壓缸缸體支撐焊縫的整體截面形狀,從而能夠準確區分缺陷顯示信號和對缺陷顯示定量。
3 超聲相控陣檢驗技術工藝
高壓缸支撐桿焊縫超聲相控陣檢驗技術包括:相控陣超聲探頭設計、聲場模擬、試塊設計、檢驗方式等。
相控陣探頭設計的原則是在保證具有足夠的穿透能力和一定的檢驗靈敏度下,盡量減小探頭楔塊與工件的接觸面尺寸,使得探頭在高壓缸體粗糙不平整鑄鋼面上的耦合良好。
3.1 相控陣超聲探頭參數設計
3.1.1 探頭頻率
由于鑄鋼件理論上超聲波衰減嚴重,常規超聲檢驗一般采用頻率較低的探頭,相控陣探頭的設計與此類似,因為頻率越低,波長越長,可使陣元寬度變寬,從而優化聲束主瓣,但過低頻率降低超聲波在指向性、穿透力方面的優勢。因此,根據實際情況采用2 MHz的橫波和縱波探頭檢驗,采用2 MHz或4 MHz探頭定量。
3.1.2 陣元間距值(Pitch)
當陣元間距小于0.5倍波長時,不會產生柵瓣,柵瓣是形成偽像的主要原因,陣元間距過小會降低陣列探頭的指向性[3]。在確保柵瓣消除的前提下盡可能選擇大的陣元間距,提高檢測的信噪比。同時,根據檢驗靈敏度要求可以選擇比常規相控陣探頭稍大一些的Pitch值,此處檢驗靈敏度是要求是Φ3橫孔,因此,陣元間距值選用1.0 mm。
3.1.3 陣元陣元數量n
陣元數量增多,陣列孔徑增大,使得探頭的橫向分辨力增高,但會導致使場變大,形成近場盲區。另外增加陣元數量會增大探頭外殼尺寸,增大掃查接觸面積,在高壓缸體鑄件表面上會影響耦合效果。根據已有常規探頭進行的實際耦合效果測試,在常規探頭晶片面積與相控陣探頭有效孔徑等效的情況下,采用16晶片數量滿足實際要求。
3.1.4 楔塊參數設計
斜探頭楔塊采用名義角度橫波55°和縱波55°設計,能保證聲束的偏轉角度為35°~70°。
根據以上的參數最終探頭設計見表1。
3.2 相控陣超聲探頭聲場仿真
使用軟件模擬了相控陣探頭各項設計技術參數,包括探頭頻率,陣元間距,陣元數量,陣元大小等。以扇形掃查橫波35°~70°為例,仿真結果表明,各角度的主聲束聲能分布均勻,未發現柵瓣現象見圖3。具體探頭實物見圖4。
3.3 聲束覆蓋
超聲相控陣與常規單探頭超聲檢驗不同,由于在一個探頭上形成多個角度掃查,而各個角度要求的掃查范圍不一致,如果采用是與聲束方向夾角為90°或270°掃查時,需要計算探頭的步進值做到聲束對檢驗區域的全覆蓋。而高壓缸支撐桿焊縫采用與聲束方向夾角為0°和180°掃查,與常規超聲掃查方式一致,因此,不需要考慮聲束覆蓋。
3.4 試塊
3.4.1 標準試塊
標準試塊為半圓形試塊。
3.4.2 參考試塊
參考試塊材料采用與高壓缸材質相近的25#鑄鋼。參考試塊反射體的深度要覆蓋高壓缸支撐桿焊縫厚度。參考試塊用于探頭靈敏度曲線制作和基準靈敏度確定。參考試塊分為扇形掃查-30°~30°探頭縱波參考試塊和扇形掃查橫波、縱波35°~70°探頭參考試塊,試塊設計參考了相關文獻[4]。
扇形掃查-30°~30°探頭縱波參考試塊反射體深度分別為25~100 mm的Ф6 mm平底孔。扇形掃查橫波、縱波35°~70°探頭參考試塊反射體深度分別是10~160 mm的Ф3 mm橫孔。
3.5 檢驗方式
3.5.1基準靈敏度設置
扇形掃查-30°~30°探頭分別以參考反射體深度25~100 mm的Ф6平底作為基準靈敏度。
扇形掃查橫波、縱波35°~70°探頭利用不同深度的Ф3橫孔制作基準靈敏度曲線。
3.5.2掃查方式
高壓缸支撐桿焊縫相控陣超聲掃查均從高壓缸外缸缸體外表面實施。如需進一步確認超聲信號顯示時也可從外缸缸體內表面進行復核。采用兩種掃查方式:一種掃查方式采用探頭繞支撐桿中心徑向掃查和圓周方向掃查;另一種掃查方式采用柵格掃查,即一個為水平方向;一個為豎直方向。
4 實際檢驗
4.1 支撐桿焊縫定位信號識別
對高壓缸支撐焊縫從外側按照相應的掃查方式進行,每個掃查方向均相對180°。掃查中利用支撐桿邊緣反射信號確定支撐桿中心位置,如圖5所示。
4.2 顯示信號識別
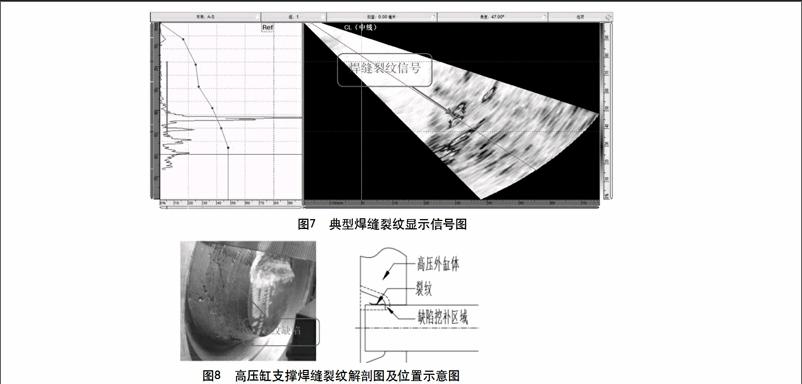
分析相控陣超聲檢測實際檢驗結果,每根支撐桿焊縫中均存在焊接缺陷,缺陷主要集中在焊縫及坡口區域,深度覆蓋整個壁厚范圍(0~51 mm)。缺陷長度測量采用-6 dB法,高度測量采用端點回波法,超聲測量結果與實際解剖結果比較,缺陷長度和高度尺寸偏短,可能與缺陷沿支撐桿方向擴展有關。缺陷形式主要是焊接裂紋、坡口未熔合等危害性缺陷,如圖6、圖7所示。
4.3 現場實際裂紋照片
對檢驗出的幾處有裂紋的實物解剖來看,裂紋源在支撐桿焊縫根部區域,沿著熔合線方向朝高壓缸外缸體延伸擴展,整體分布范圍較廣。
5 結語
盡管高壓缸缸體支撐桿焊縫由于材料粗晶材質聲能衰減嚴重,粗晶焊縫導致的反射信號雜亂及信噪比低等一系列不利條件使得檢驗困難。但針對其特點采用相應的超聲相控陣檢驗技術,極大地提高了缺陷的檢出能力,并可準確地進行缺陷判斷和缺陷的定位、定量。在現場實際檢查時,能準確發現和判斷出焊縫中裂紋、未熔合等危害性缺陷,由此反映出超聲相控陣檢驗方法在高壓缸缸體支撐桿焊縫檢測中的可行性。同時也因該看到,對粗大晶粒的超聲波檢測的定位、定量的準確性和缺陷檢出率仍然是一個需要長期研究和改進的課題。
參考文獻
[1] 李衍.超聲相控陣技術[J].無損探傷,2007,31(4):24.
[2] 單寶華,喻言,歐進萍.超聲相控陣檢測技術及其應用[J].無損檢測,2004,26(5):235-238.
[3] 施義茂,張建寰,陳仲懷,等.超聲相控陣探頭聲場優化設計仿真[J].廈門大學學報:自然科學版,2013,52(3):370-375.
[4] GB/T9630.2-1999,汽輪機鑄鋼件超聲波探傷及質量分級法[S].
