基于ADAMS的機械式內(nèi)割刀切割失效影響研究
2017-04-16 02:05:35劉旭輝
中國安全生產(chǎn)科學(xué)技術(shù) 2017年10期
金 高,劉旭輝,吳 晗,程 亮,何 良,張 廷
(1. 長江大學(xué) 機械工程學(xué)院,湖北 荊州 434023;2.湖北省油氣鉆完井工具工程技術(shù)研究中心,湖北 荊州434023;3.非常規(guī)油氣湖北省協(xié)同創(chuàng)新中心,湖北 武漢 430100;4.中石化石油機械股份有限公司第四機械廠,湖北 荊州 434024)
0 引言
隨著石油工業(yè)的飛速發(fā)展,到2020 年,我國大量的海洋石油平臺將超過服務(wù)年限,需要進行廢棄處理[1-3]。海洋平臺的拆除離不開切割技術(shù),其中,機械切割是1種常用且相對有效的切割方式。機械切割優(yōu)點很多,但現(xiàn)有的技術(shù)手段與十幾年前差別不大,存在許多不足之處。機械割刀對于切割多層套管切割效率較低、切割時振動較大、刀具容易偏心,造成磨損甚至折斷[4]。對切割工具進行深入研究,降低刀具振動具有重要意義。
現(xiàn)有的切割工具有很多,尤其是針對深海套管切割工具的研發(fā)更是近幾年來的研究熱點。Erik van Steveninck和Jim Manson[5]對連續(xù)油管機械式割刀應(yīng)用在鉆桿回收技術(shù)進行研究;Recep Yigit和Erdal Celik等[6]對涂層和未涂層的切削刀具在切削球墨鑄鐵時的切削性能進行了實驗研究;Robert Macfarlane和Brian Schwanitz等[7]對新的機械管道切割機進行測試,測試表明在采用研磨的方式進行切割時,能產(chǎn)生光滑的斜面,消除拋光的需要,同時切割頭的設(shè)計可以防止粘附卡住的趨勢;S. Schuldt和 G.Arnold等[8]提出了通過時間控制旋轉(zhuǎn)的方法來研究刀片的磨損和切割能力;Julio Ramon Mayol和Grant John MacKinlay等[9]設(shè)計新型切割機,通過對刀具的材料進行改進,降低切割表面上產(chǎn)生較低的點載荷,從而延長使用壽命。國內(nèi)的研究更多的側(cè)重于切割工具的使用,結(jié)合施工情況總結(jié)經(jīng)驗,如顏生鵬[10]通過對鉆具組合進行優(yōu)化提高應(yīng)用效果;劉海明和葉紅等[11]對連續(xù)油管機械切割技術(shù)在永25-11井的應(yīng)用進行了總結(jié)。以上都是從切割工具的應(yīng)用或者是材料的角度對切割工具進行研究。
根據(jù)割刀設(shè)備失效的情況,機械式內(nèi)割刀的主要失效形式是刀片的磨損和折斷[12]。針對這種問題,本文從多體動力學(xué)的角度出發(fā),研究鉆壓和轉(zhuǎn)速對割刀振動的影響。求出最優(yōu)的鉆壓和轉(zhuǎn)速,給切割提供理論依據(jù)、提高切割效率、降低刀具的磨損并減小刀具折斷的可能。
1 多體動力學(xué)理論
以機械式內(nèi)割刀為例,從多體動力學(xué)的角度對割刀切割時的運動參數(shù)進行分析。約束多體系統(tǒng)動力學(xué)方程[13]的完整形式如下所示:
(1)
Φ(q,t)=0
(2)

(3)
(4)

上述多體動力學(xué)方程給出了模型的位置、速度、加速度向量、時間、質(zhì)量矩陣、約束方程和外力等各種多體動力學(xué)參數(shù)之間的函數(shù)相關(guān)量。針對具體的機械式內(nèi)割刀模型,利用上述方程,通過ADAMS軟件求解器對其進行求解,即可得出模型的運動參數(shù)和力的參數(shù)。下文當中的數(shù)據(jù)即是用刀片角加速度、角速度和接觸力來分析刀片在不同鉆壓和轉(zhuǎn)速情況下的特性。
2 仿真模型的建立

1-下引錐;2-長套筒;3-卡瓦;4-刀枕座;5-推刀塊; 6-刀片;7-銷軸;8-螺釘;9-中心軸;10-彈簧片; 11-止推環(huán);12-卡瓦錐體;13-扶正塊圖1 ND-J114 型機械式內(nèi)割刀Fig.1 ND-J114 mechanical inner cutter
內(nèi)割刀的原始模型很復(fù)雜,需要進行合理簡化。本文研究的是機械式內(nèi)割刀的切削過程,即在坐卡、中心軸下放之后,割刀隨著中心軸相對推刀塊向下運動,在碰到推刀塊的斜面后逐漸展開,刀片刀尖接觸到套管后開始切割。在這一過程中,起作用的零件有中心軸、推刀塊、止推環(huán)、刀枕座、刀片及其固定裝置[14]。省去其他零件,同時在Adams上通過布爾運算把固定在心軸上用來約束刀片的連接件,包括彈簧片、刀片座、銷軸和螺釘?shù)榷荚O(shè)置成與心軸固定。由于3個推刀塊和止推環(huán)相對不動,所以把這4個零件設(shè)置成1個整體。簡化后的模型如圖2所示。
圖2 機械式內(nèi)割刀簡化模型Fig.2 Simplified model of mechanical internal cutter
3 動力學(xué)仿真模擬
3.1 定義材料屬性
刀片材料為普通高速工具鋼,石油套管為J55號碳鋼。對于其他零件的材料,選用45號鋼。割刀與套管之間摩擦副的材料屬于鋼對鋼,參照機械設(shè)計手冊[15],選靜摩擦系數(shù)和動摩擦系數(shù)分別為0.14和0.09。割刀從展開到切削套管的過程中,割刀依次與推刀塊和套管進行接觸,設(shè)置割刀與套管的接觸對參數(shù)。
3.2 定義邊界條件
機械式內(nèi)割刀在切割時,刀枕座固定在卡瓦錐體上,而卡瓦錐體通過卡瓦固定在套管上,所以把刀枕座設(shè)置成與大地固定。推刀塊和止推環(huán)在切削時只能圍繞刀枕座中心軸做旋轉(zhuǎn)運動,所以限制5個自由度。 中心軸由于要沿著刀枕座軸線方向進行移動和旋轉(zhuǎn),所以限制3個自由度。割刀片圍繞固定在心軸上的刀片座作旋轉(zhuǎn)運動,所以限制5個自由度。套管與大地固定,全約束,割刀約束如圖3所示。
圖3 機械式內(nèi)割刀約束Fig.3 Mechanical inner cutter constraint graph
4 影響割刀切割效率的因素分析
4.1 鉆壓對切割效率的影響
參考ND-J114型內(nèi)割刀應(yīng)用數(shù)據(jù)的參數(shù)來對割刀進行設(shè)置,取割刀鉆壓在 3 500~6 000 N范圍內(nèi)變化,間距為500 N,轉(zhuǎn)速為30 r/h[16]。對模型進行仿真,時長為5s,步長為50步。由于3把刀片對稱分布,且參數(shù)設(shè)置相同,以第1把刀片為例來分析鉆壓對切削性能的影響。仿真計算出不同鉆壓下刀片的角加速度。由M=Iα可知力矩隨角加速度增大而增大。所以刀片角加速度的變化圖反映的是刀片受沖擊載荷的變化和大小,沖擊載荷是刀片切削過程中折斷的主要因素,沖擊載荷越大、作用次數(shù)越多,刀片越易折斷。因此,可通過分析刀片角加速度的變化來作為評判刀具是否容易折斷的依據(jù)[17]。取6組數(shù)據(jù)中不同鉆壓下刀片最大角加速度的值,整理數(shù)據(jù)得出不同鉆壓刀片角加速度變化如圖4所示。
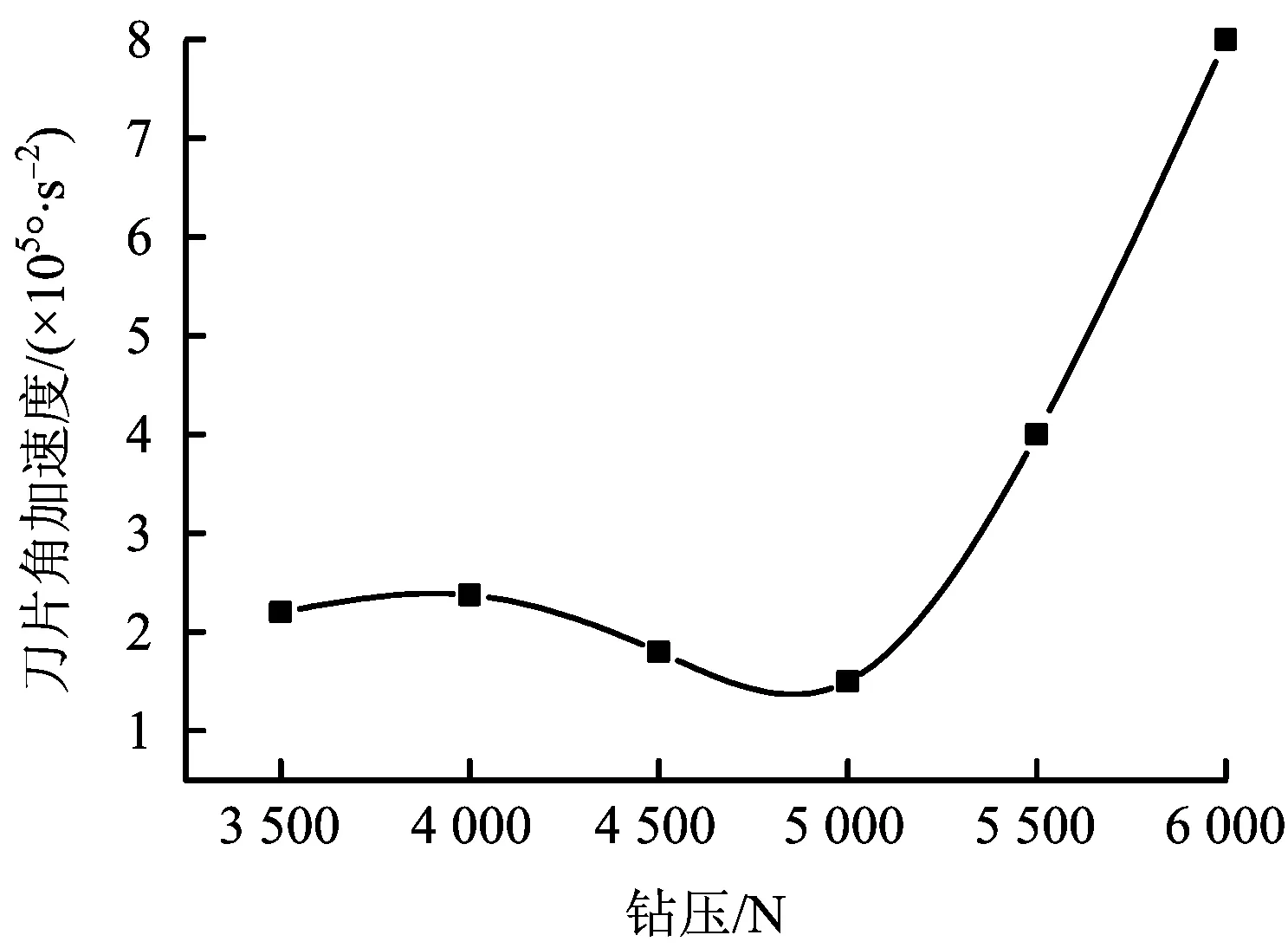
圖4 不同鉆壓刀片角加速度變化Fig. 4 Angular acceleration change of different drill press blades
由圖4可以看出,隨著鉆壓的增大,角加速度平穩(wěn)增加,在鉆壓達到4 000 N后又平穩(wěn)下降,并在鉆壓達到4 800 N左右時達到最低值1.4×105°/s2。
由圖5可知,刀片的最大的角速度為184°/s。由圖6可以看出最大的角加速度為1.4×105°/s2。達到最低值后角加速度幅值會迅速增大。這是由于刀片切削套管的阻力會隨著鉆壓的增大而變化,刀片和套管相互接觸時,阻尼會隨著嵌入深度的增大而增大,達到一定深度后,阻尼將會達到最大值并保持不變。所以當?shù)镀邢魈坠艿淖枘徇_到定值后,阻力不變,鉆壓越大割刀角加速度會迅速增大。因此,根據(jù)圖表分析, 可以得到最優(yōu)鉆壓為4 800 N,此時割刀運轉(zhuǎn)最平穩(wěn),角加速度的值變化越大,割刀受到的沖擊載荷越大,越容易折斷。
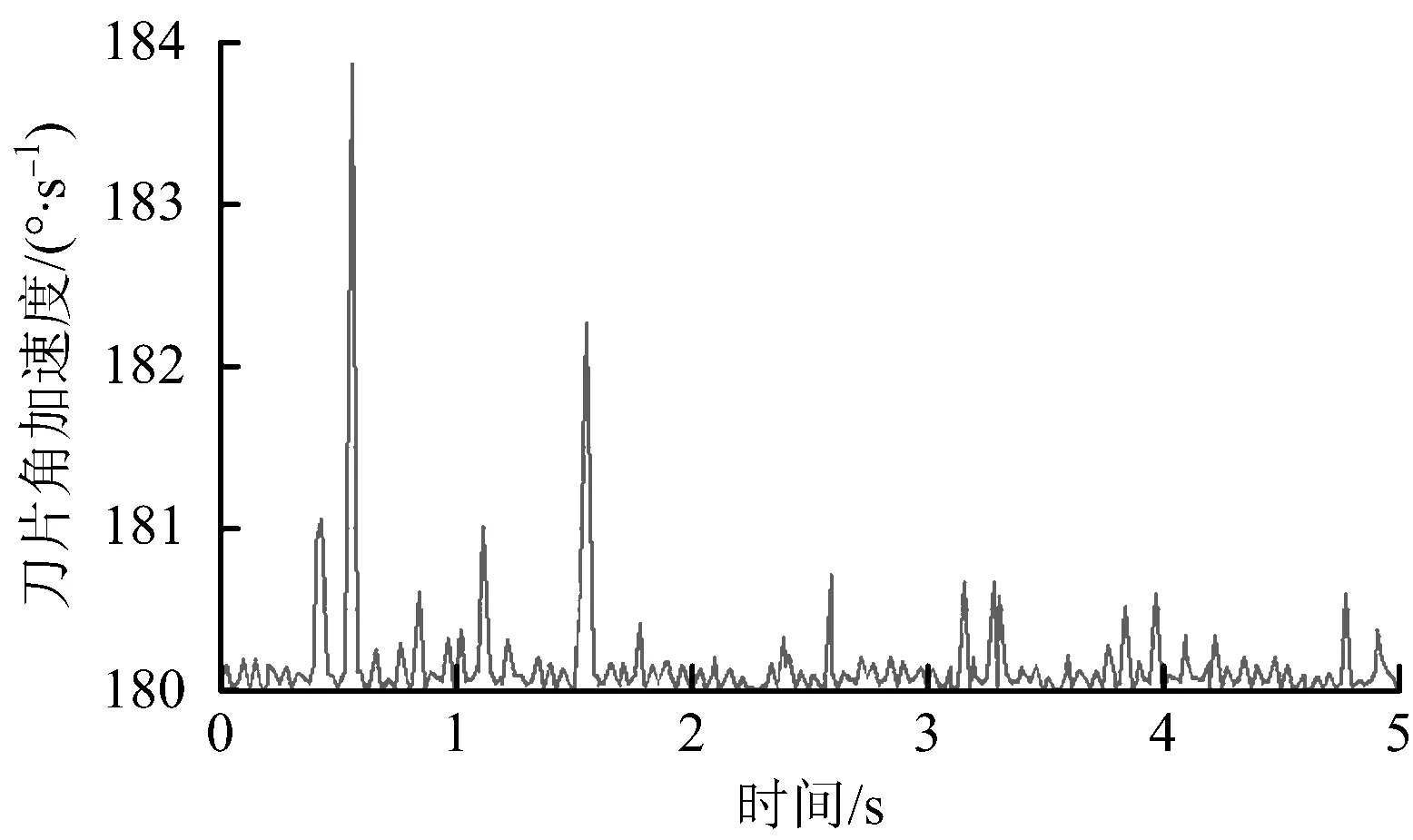
圖5 鉆壓為4 800 N時刀片的角速度Fig. 5 Angular velocity of blade when drilling pressure is 4 800 N
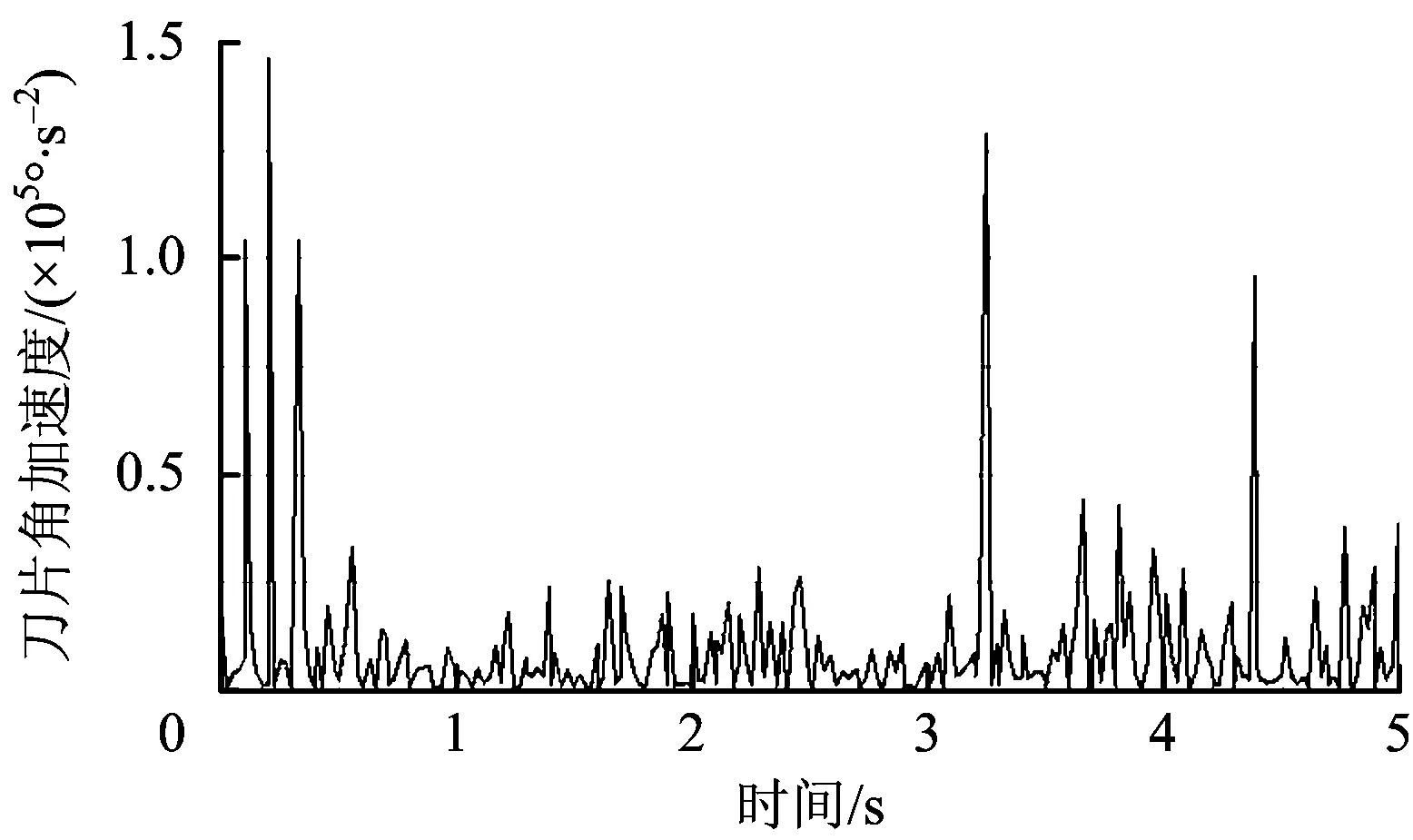
圖6 鉆壓為5 000 N時刀片的角加速度Fig.6 Angular acceleration of blade when drilling pressure is 5 000 N
刀片與套管的接觸力即刀片切削力,不同鉆壓條件下,刀片最大切削力的變化如圖7所示。
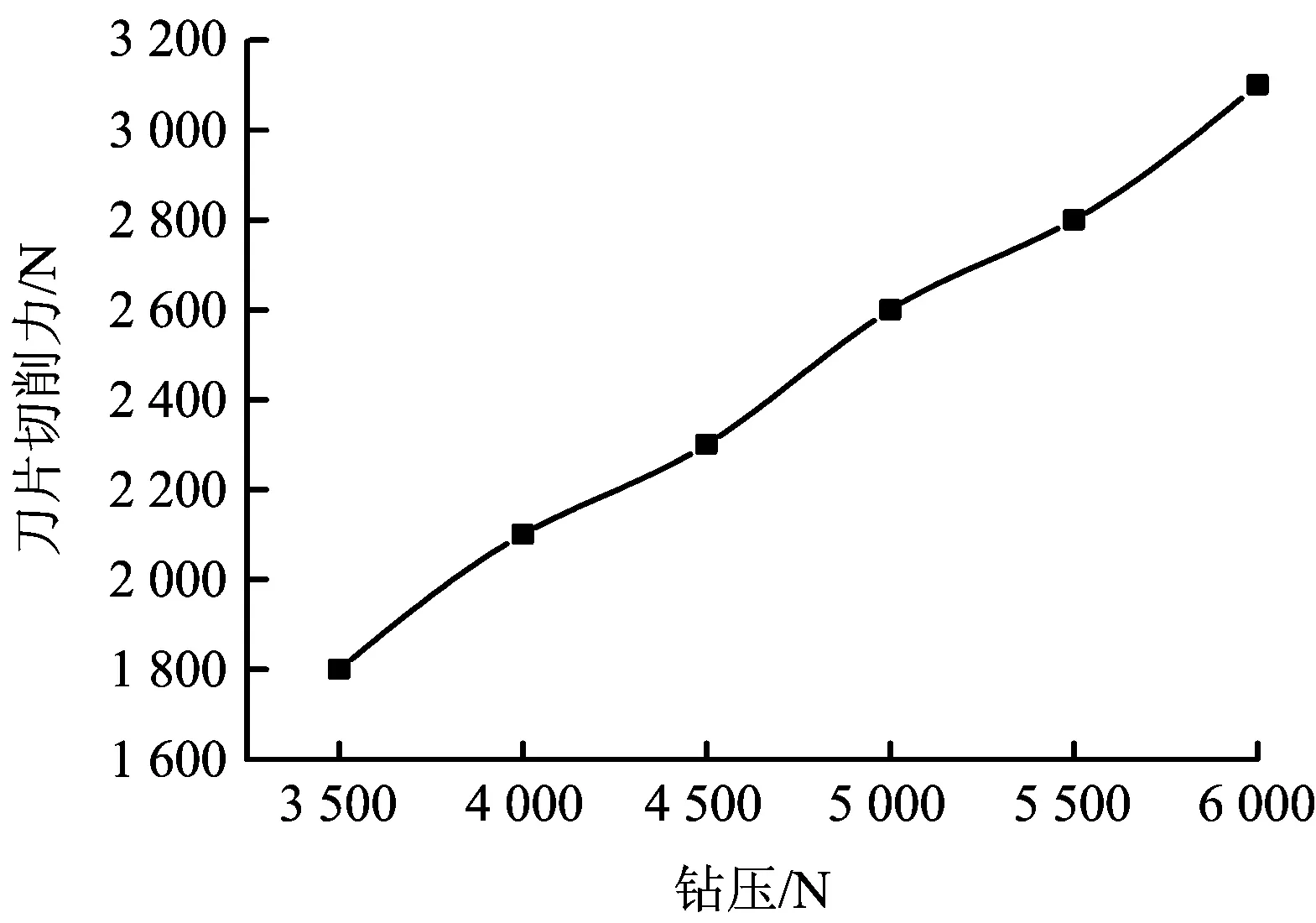
圖7 不同鉆壓刀片切削力變化Fig.7 Cutting force change diagram of different drilling press blades
由圖7可以看到隨著鉆壓的增大,切削力呈線性增長。說明切削力的大小跟鉆壓近似于成正比關(guān)系。
4.2 轉(zhuǎn)速對切割效率的影響
參考機械式內(nèi)割刀施工狀況,取割刀轉(zhuǎn)速在10~60 r/min的范圍內(nèi)變動,間距為10 r/min[16],鉆壓取5 000 N。仿真計算得出不同轉(zhuǎn)速情況下刀片的角加速度,對這6組數(shù)據(jù)角加速度的最大值進行截取并整理,得出刀片角加速度隨轉(zhuǎn)速的變化如圖8所示。
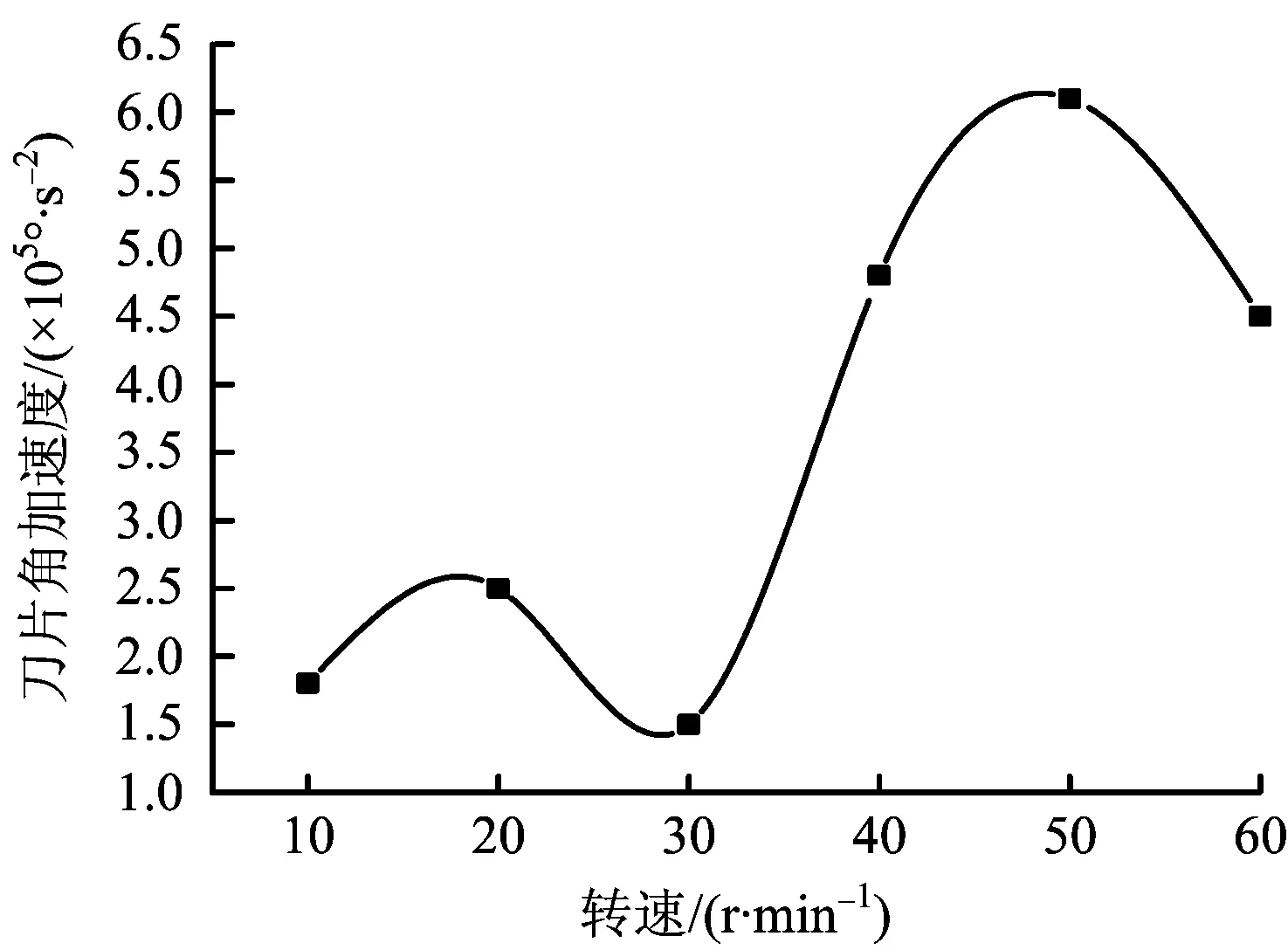
圖8 刀片角加速度隨轉(zhuǎn)速的變化Fig.8 Change of blade angular acceleration with speed
由圖8可以看出,轉(zhuǎn)速增大時,角加速度呈波浪式上升趨勢,但當轉(zhuǎn)速接近29 r/min時,角加速度值只有1.4×105°/s2,為所有轉(zhuǎn)速情況下的最低值,刀片運轉(zhuǎn)最平穩(wěn)。由圖9可知,當轉(zhuǎn)速為29 r/min時,刀片角速度最大值為175.5 °/s。圖10顯示最大的角加速度為1.5×105°/s2。轉(zhuǎn)速超過30 r/min后,刀片角加速度值會迅速增大,在達到50 r/min時角加速度值繼續(xù)下降。角加速度反映的是刀片受力的情況,轉(zhuǎn)速增加是因為鉆桿扭矩增大,角加速度整體呈增大趨勢是因為扭矩在不斷增大。角加速度的值在轉(zhuǎn)速為19 r/min時出現(xiàn)下降是因為當?shù)镀c套管相互接觸、嵌入深度逐漸增大時,阻尼會發(fā)生變化,此時出現(xiàn)下降說明阻尼增大的增速在增加。角加速度在轉(zhuǎn)速為29 r/min時會迅速上漲,是因為阻尼已達到最大值,并保持不變。角加速度在轉(zhuǎn)速為50 r/min時又出現(xiàn)下降是因為割刀固有頻率接近轉(zhuǎn)速頻率,振幅增大造成切削阻力增大。由圖8可以得出切割轉(zhuǎn)速在10~30 r/min時效果較好,可有效降低刀片的磨損并減小折斷的可能。
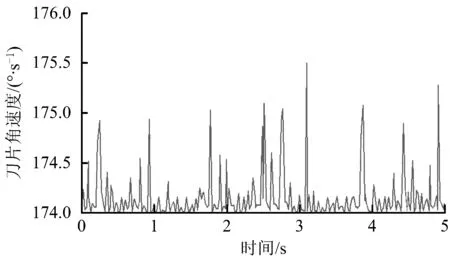
圖9 轉(zhuǎn)速為29 r/min時刀片角速度變化Fig.9 Change of blade angular velocity when the speed is 29 r/min
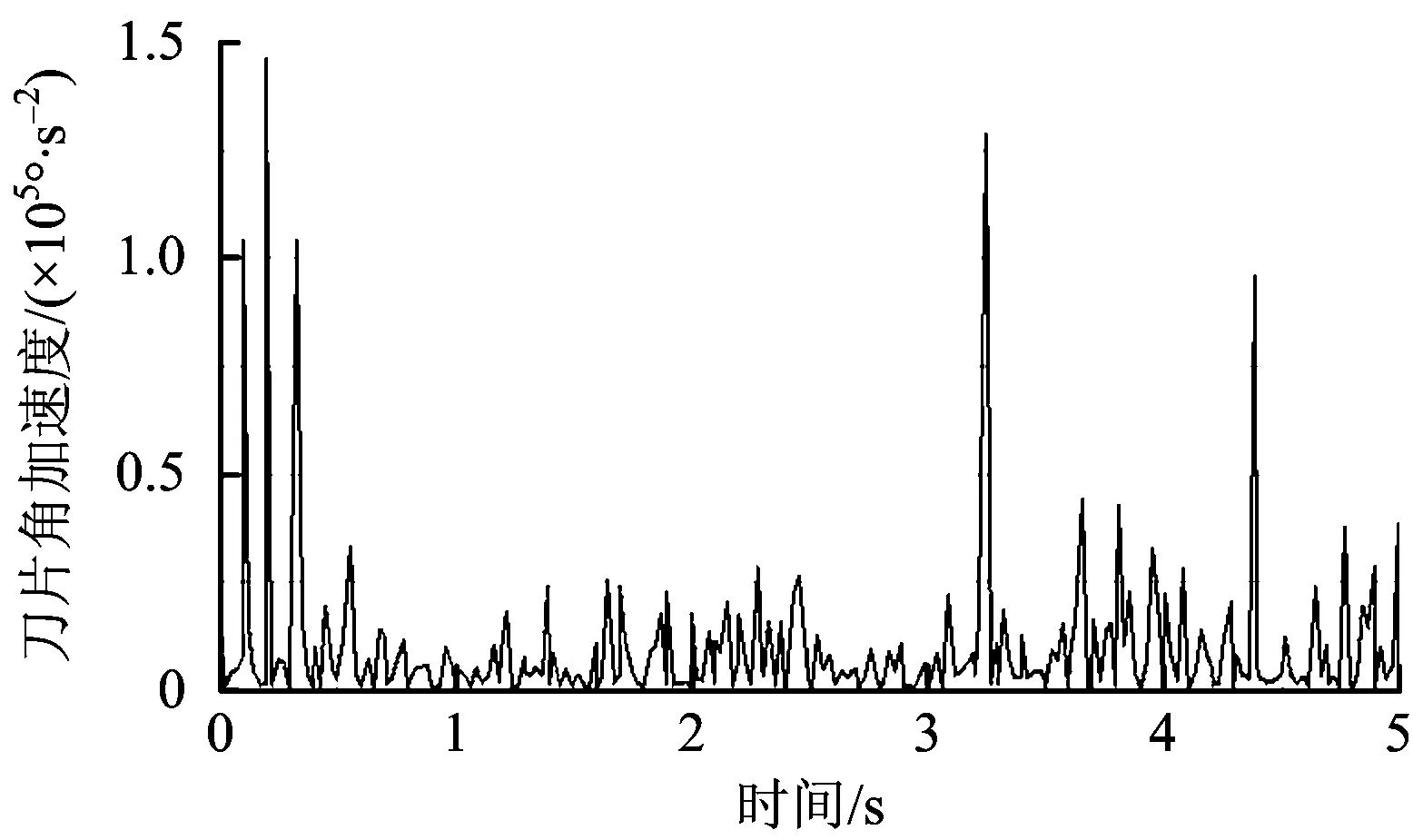
圖10 轉(zhuǎn)速為30 r/min時刀片角加速度變化Fig. 10 Change of blade angular acceleration when the speed is 30 r/min
計算6組不同轉(zhuǎn)速條件下刀片切削力的變化,整理出刀片切削力隨轉(zhuǎn)速的變化如圖11所示。
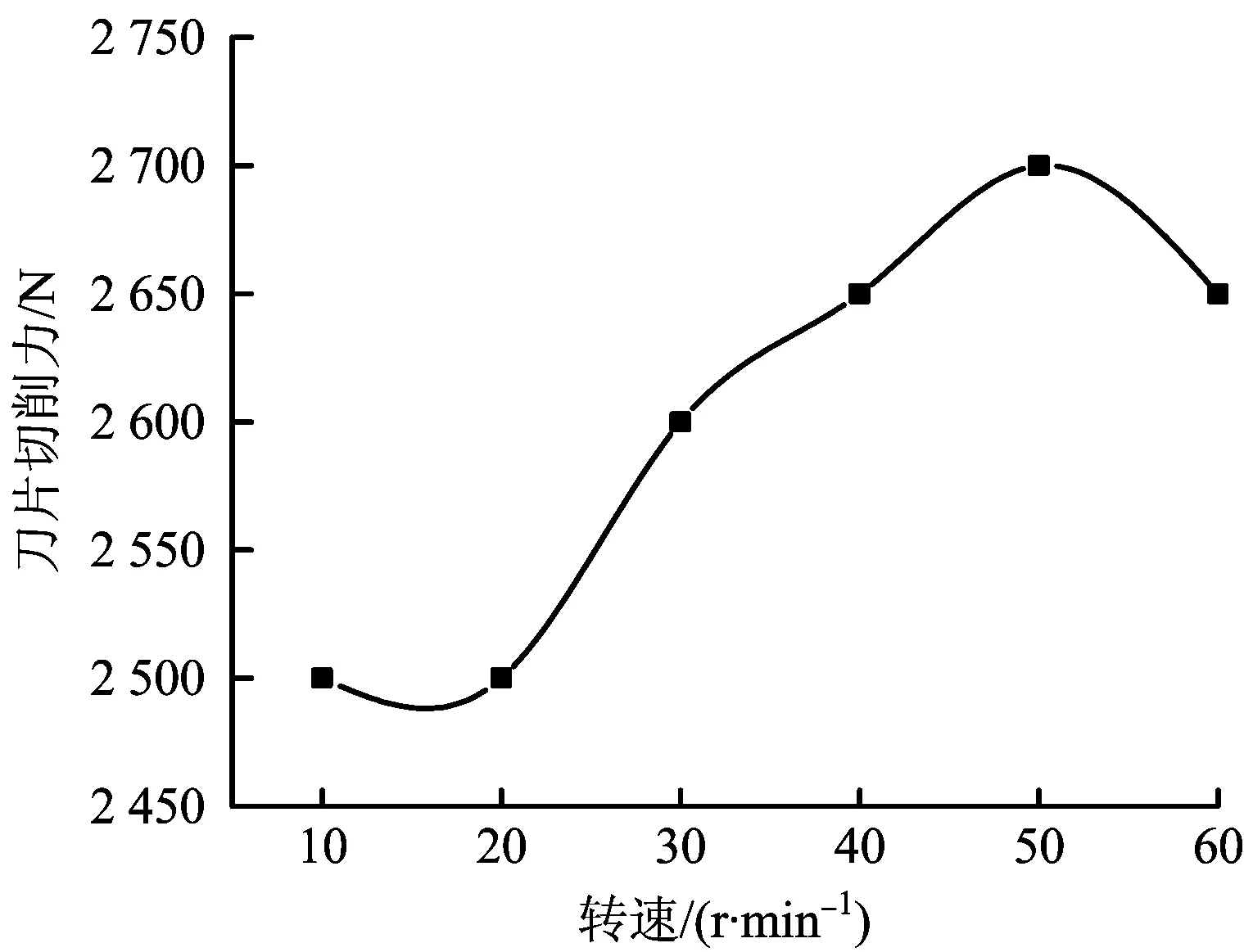
圖11 割刀切削力隨轉(zhuǎn)速的變化Fig. 11 Change of cutting force with speed of cutting tool
由圖11可知,割刀切削力隨轉(zhuǎn)速的增加整體呈緩慢上漲的趨勢,說明轉(zhuǎn)速對切削力大小的影響較小。這是因為扭矩力的方向與實際切削力的方向近似于垂直。
5 結(jié)論
1)機械式內(nèi)割刀ND-J114切削套管鉆壓為4 800 N時,割刀運行最平穩(wěn),刀片越不易折斷;切削力跟鉆壓近似于成正比關(guān)系,鉆壓越大,切削力越大,刀片負載過大容易造成刀片折斷。
2)機械式內(nèi)割刀ND-J114切削切削套管轉(zhuǎn)速為每分鐘29 r/min時,割刀運轉(zhuǎn)最平穩(wěn);切割轉(zhuǎn)速在10~30 r/min范圍內(nèi)的切削效果最好,刀片不易折斷;轉(zhuǎn)速對切削力的影響較小,適當?shù)奶岣咿D(zhuǎn)速會提高切削效率,但對切削力大小的改變影響較小。
[1]田曉潔, 劉永紅, 林榮桔, 等. 深海套管切割工具的研究和發(fā)展現(xiàn)狀[J]. 石油機械,2011,39(11):67-71.
TIAN Xiaojie, LIU Yonghong, LIN Rongjie, et al. Research and development of deep sea casing cutting tools[J]. Petroleum Machinery, 2011,39 (11): 67-71.
[2]呂建中,郭曉霞,楊金華. 深水油氣勘探開發(fā)技術(shù)發(fā)展現(xiàn)狀與趨勢[J]. 石油鉆采工藝,2015,37(1):13-18.
LYU Jianzhong, GUO Xiaoxia, YANG Jinhua. Development status and trend of deepwater oil-gas exploration and development technology[J]. Petroleum Drilling and Production Technology, 2015,37(1): 13-18.
[3]付建華, 王雯靚, 陳國慶,等. 穿心打撈連續(xù)油管技術(shù)與應(yīng)用[J]. 鉆采工藝, 2016, 39(5):17-18.
FU Jianhua, WANG Wenliang, CHEN Guoqing, et al. Through fishing technology and application of coiled tubing[J]. Drilling and Production Technology, 2016, 39(5): 17-18.
[4]Fanguy D J. Coiled-Tubing-Conveyed Hydromechanical Pipe Cutting: A Safe, Effective Alternative to Chemical and Explosive Severing Methods[R]. SPE 68365, 2001.
[5]Erik van Steveninck, Jim Manson. An Innovative High Strength Drill Pipe Mechanical Cutting Solution Using Coiled Tubing[R]. SPE 81742, 2003.
[6]Yigit R, Celik E, Findik F, et al. Effect of cutting speed on the performance of coated and uncoated cutting tools in turning nodular cast iron[J]. Journal of Materials Processing Technology, 2008, 204(1):80-88.
[7]Macfarlane R, Schwanitz B, Aguirre M, et al. Mechanical Pipe Cutting in ERD Wells with Pipe Under Compression[M]. 2014.
[8]Schuldt S, Arnold G, Roschy J, et al. Defined abrasion procedures for cutting blades and comparative mechanical and geometrical wear characterization[J]. Wear, 2013, 300(s 1-2):38-43.
[9]Mayol J R, Mackinlay G J, Sportelli M, et al. Case History of a Successful Pipe-Cutting Campaign in the Adriatic Sea[M]. 2006.
[10]顏生鵬. 青海油田套管切割工藝改進與應(yīng)用[J]. 石油鉆采工藝, 2014, 36(5):134-137.
YAN Shengpeng. Improvement and application for casing cutting technology in Qinghai Oilfield[J]. Petroleum Drilling and Production Technology, 2014, 36(5): 134-137.
[11]劉海明, 葉紅, 田明,等. 連續(xù)油管機械切割技術(shù)在永25-11井的應(yīng)用[J]. 復(fù)雜油氣藏, 2014(4):79-81.
LIU Haiming, YE Hong, TIAN Ming, et al. Application of the mechanical cutting technology for coiled tubing in Yong 25-11 well[J]. Complex Hydrocarbon Reservoir, 2014(4): 79-81.
[12]楊俊海. 油田連續(xù)油管井下切割設(shè)備的結(jié)構(gòu)研究[D]. 沈陽:沈陽理工大學(xué), 2015.
[13]陳立平. 機械系統(tǒng)動力學(xué)分析及ADAMS應(yīng)用教程[M]. 北京:清華大學(xué)出版社, 2005.
[14]宋德軍, 李瑞, 杜歡. 機械式內(nèi)割刀打撈工具簡介[J]. 中國科技信息, 2009(3):124.
SONG Dejun, LI Rui, DU Huan. Brief introduction of a mechanical cutter for cutting tools[J]. China Science and technology information, 2009 (3): 124.
[15]成大先. 機械設(shè)計手冊[M]. 5版.北京:化學(xué)工業(yè)出版社, 2010.
[16]夏云志. 機械式內(nèi)割刀[J]. 石油機械, 1983(4):39-43.
XIA Yunzhi. Mechanical internal cutter[J]. Petroleum Machinery, 1983(4): 39-43.
[17]王新剛, 呂春梅, 王寶艷. 切削刀具的可靠性及失效率研究[C]// 中國機械工程學(xué)會.全國機械行業(yè)可靠性技術(shù)學(xué)術(shù)交流會暨可靠性工程分會第五屆委員會成立大會論文集. 2014.