隧道防水板超聲波焊接在玉磨鐵路中的應用
2017-04-18 09:58:56蘇超
價值工程 2017年9期
蘇超
摘要: 通常隧道防水板與土工布采用熱風熱熔焊接或吊帶掛設工藝,施工質量受到工藝特點及人為因素的影響,質量控制難度大,存在焊焦、焊穿、焊接不牢固等質量通病。在玉磨鐵路隧道施工中引進了新設備—防水板超聲波焊接機進行防水板的施工,并在施工中對施工工藝進行了改進,使得防水板施工質量和施工工效得到質的提高,同時也使得施工成本大幅降低。
Abstract: Usually the tunnel waterproof board and geotextile with hot melt welding or sling hanging process, the construction quality is affected by process characteristics and human factors, it is difficult to control the quality of welding coke, welding wear, unstable welding and other quality defects. In this paper, a new equipment, waterproof plate ultrasonic welding machine, is introduced in the construction of the Yuxi-Mohan Railway, and in the construction, process has been improved, so that the construction quality and construction efficiency of the waterproof board has been improved, but also the cost of construction is greatly reduced.
關鍵詞: 鐵路隧道;防水板;超聲波焊;技術方法;對比分析
Key words: railway tunnel;waterproof plate;ultrasonic welding;technical method;comparative analysis
中圖分類號:U459.1 文獻標識碼:A 文章編號:1006-4311(2017)09-0098-02
0 引言
鐵路隧道滲漏水為常見的質量通病問題,如果隧道結構防水施工質量差,必將導致隧道出現滲漏水現象,危及鐵路行車安全,引起隧道結構破壞,影響到工程的正常使用。目前鐵路預防鐵路隧道滲漏水主要為“三道防線”,即為圍巖注漿、鋪設防水層、襯砌安設止水帶。施工經驗表明“三道防線”中以鋪設防水層對隧道防水最為有效,其施工質量對隧道是否滲漏水起到決定性的作用。以往防水板與墊圈通常采用熱風熱熔焊接工藝,但該防水板及墊圈熔點影響到該工藝的施工質量,且操作時難以精準把握焊接的時間及壓焊力度,很容易出現焊焦、焊穿、焊接不牢固等質量問題,常使得隧道出現滲漏水的現象。因此,提高防水板焊接質量,確保隧道不滲不漏為隧道建設者期待達到的目標。
1 工程概況
新建玉溪至磨憨鐵路站前工程YMZQ-21標,標段里程:D1K472+387.4~D1K498+936.35,正線長度26.010km。本標段有隧道5座共14993m,隧道工程為本標段的重點及控制工程。
標段所經地區為亞熱帶季風性濕潤氣候,濕潤多雨,屬構造侵蝕、風化剝蝕中山區紅層地貌。總體而言,隧道所經處下伏基巖巖體破碎,含水量豐富;部分地段圍巖為泥灰巖夾層,巖溶發育,巖溶裂隙發育巖溶水;地下水主要由大氣降水及地表水補給。隧道襯砌防水等級按照《地下工程防水技術規范》(GB50108-2008)設計為一級標準。初期支護與二次襯砌之間拱部及邊墻部位鋪設1.5mm厚防水板、350g/m2土工布復合防水層,防水板采用EVA型。
為解決防水板鋪設容易出現的質量問題,確保隧道不滲不漏,本標段引進了防水板超聲波焊接機進行防水板焊接的新設備及新技術,此新技術及新設備的運用,不僅能夠完全避免了防水板鋪設的傳統熱風熱熔焊常出現焊焦、焊穿、焊接不牢固等質量問題,且大幅提高工作效率,節省了勞力,加快了施工進度,施工成本也得到有效降低。
2 超聲波焊接原理及技術特點
2.1 超聲波焊接原理
隧道防水板超聲波焊接機通過發生器生成20kHz~35kHz的高壓、高頻信號,再利用換能系統,把信號轉換為高頻的機械振動。焊接槍頭將高頻機械振動施加于槍頭處的防水板及熱熔墊片上,防水板及熱熔墊片因表面及內部分子間的高頻摩擦而使接觸面迅速產生局部升溫,溫升達到防水板及熱熔墊片溶點時,防水板與熱熔墊片接觸面迅速熔化并相互充分熔合,經過合適的熔合時間并在一定的壓力下冷卻定形,便完成了一處完美的超聲波焊接。如圖1。
2.2 超聲波焊接技術特點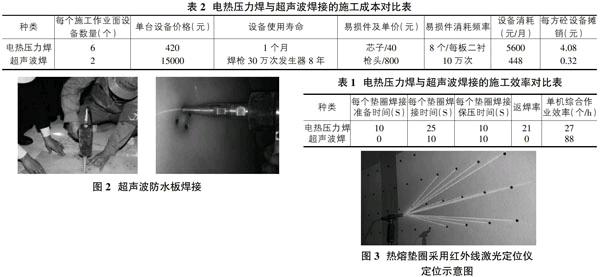
①超聲波焊接工藝不需溶劑、粘接劑或其它施工輔助材料,施工成本低。
②超聲波焊接工藝操作簡單,開機即可開始焊接,且不象熱熔焊等設備存在外露的高溫部件,施工安全性好。
③超聲波焊接工藝不僅節約了熱熔焊所需的預熱等待時間,且一個焊接點工藝時間僅需5~6秒,也不存在為修補焊點破洞而需增加的返焊時間,加快了施工進度。
④工藝操作簡單,熔接質量高,焊點無破損。
3 工藝流程及施工操作要點
3.1 施工工藝流程
施工準備→基面檢查及處理→鋪設土工布→防水板鋪設及采用超聲波焊接固定→質量檢查。
3.2 施工操作要點
①施工準備。設備進場,對作業人員進行培訓及技術交底。
進行材料準備,熱熔墊片采用易于識別的紅色或是黑色同材質墊片。
②基面檢查及處理。防水板鋪設前按規范及設計要求對隧道進行斷面尺寸測量及基面質量檢查,并處理初期支護的噴射混凝土的表面至滿足鋪設要求,經檢查全部合格后方可進行土工布的鋪設及環向透水肓管的安設,最后鋪設防水板。
③土工布的鋪設。土工布的鋪設從隧道中線向兩側沿隧道內壁展開,土工布要求平順地固定在隧道洞壁上,土工布的固定采用尾部套有熱熔墊片的射針進行。鋪設好的土工布作為防水板鋪設的基層。要求兩幅土工布的搭接寬度>5cm,鋪設要平順、無隆起及無皺褶,固定防水板的墊片在隧道頂部按0.5~0.8m的間距安設,在邊墻按0.8~1.0m的間距安設,布置成梅花型,為方便進行防水板與熱熔墊片的焊接施工,固定點盡量選在基面平整之處。
④防水板焊接機的調試。防水板焊接機采用220V、50Hz的單相電源,接通電源后觀察工作指示燈是否亮起,如果不亮,則檢查線路及保險管等情況。
確定電源接通后,按下面板上的紅色“測試”按鈕,然后察看表盤電流表,正常的電流值在0.5~1.0安培之間,否則左右旋轉頻率螺桿進行微調,并同時按“測試”按鈕,直到換能器的空載電流在0.5~1.0安培之間。
⑤鋪設防水板,并進行超聲波焊接。按設計及規范要求鋪設土工布至預定位置后,手持超聲波焊接機,保持焊機與防水板垂直后用力壓緊,按下焊接機開關,防水板融化后,將焊接機槍頭壓入防水板內約0.5mm,即完成一個單點焊接,其持續時間約為2~3秒。完成焊接后,焊槍不能松開,而持力壓住防水板3秒,待焊點處融化的防水板冷卻后再松開,以避免防水板還在軟化狀態下就承受拉力而撕裂。
在隧道邊墻部位,每個墊圈熔焊3個點。在隧道拱部每墊圈熔焊4個點。為確保焊接牢固,焊點要均勻分布于墊圈上。如圖2。
4 超聲波防水板焊接與傳統電熱壓力焊的效率及經濟分析
4.1 在現場進行了電熱壓力焊與超聲波焊接的效率測試,結果如表1所示
從表1數據分析得知,電熱壓力焊需要等待焊槍的預熱時間,每個焊圈的焊接工藝時間為45S,單機綜合作業效率為27個/h,但焊接質量較差,返焊率達21%。而超聲波焊接不存在等待預熱的時間,開機即可進行焊接操作,每個焊圈的焊接工藝時間僅為20S,且焊接質量高,不需返焊,節約了返焊所浪費的時間,單機綜合作業效率達88個/h。可見超聲波焊接效率為電熱壓力焊接效率的3.3倍,優勢非常明顯。
4.2 施工成本方面的對比分析
因本項目剛引進超聲波焊接機,進行成本分析的超聲波焊接機設備使用壽命等數據來源于設備生產廠家及其它使用超聲波焊接的項目。成本分析結果見表2所示。
對表2數據分析可知,雖然超聲波焊接一次投入較大,但其設備壽命長,分攤的施工成本僅為電熱壓力焊的7.8%,經濟效益明顯。
5 防水板使用超聲波焊接時的創新及改進措施
5.1 采用時控器精確控制焊接時間表
采用超聲波焊接防水板時的工藝時間由操作人員人為控制,受個人因素影響,難以精確控制,故不能達到焊接的最佳質量效果。為了精確控制焊接的操作時間。我們借鑒了定時設備的思路,與超聲波焊接設備生產廠家進行探討及研究,通過在焊接電路上配置時控器,以達到精確控制焊接操作的時間,即焊槍通電達到預定時間后即自動斷電,并發出聲音提示,從而杜絕了僅憑操作者個人進行時間估計的誤差性,確保了焊接質量。
5.2 采用紅外線激光定位儀進行熱熔墊圈的精確定位
在防水板焊接施工時,采用紅外線激光定位儀進行熱熔墊圈的精確定位,從而實現熱熔墊圈的快速安裝及規范施工。如圖3。
6 結束語
鐵路隧道采用超聲波焊接法進行防水板的鉚接固定,具有施工進度快、質量高、能耗低及成本低等顯著優點。且避免了以往熱風熱熔焊接工藝中焊不牢、焊穿等質量通病,確保了隧道不滲不漏。防水板超聲波焊接法是值得大力推廣應用的新技術。
參考文獻:
[1]申百囤,何安輝,張春光.防水板超聲波焊接技術在石林隧道的應用[J].鐵道標準設計,2012(10).
[2]曹軍.淺談高速鐵路隧道防排水系統施工技術[J].價值工程,2015(21).
[3]肖廣智.鐵路隧道施工新技術[M].北京:人民交通出版社,2016.
