
飛機軸承端蓋沖壓模具設計
2017-04-18 23:29:50鄒程
中國新技術新產品 2017年8期
鄒程

摘 要:時代不斷發展,現代技術不斷提高,而掌握運用新技術的人才,例如模具的工藝設計,高級模具的研發以及高級管理人才,他們的能力也在不斷地提升,在航天航空的方面尤為突出,飛機的內部零件生產上,技術人員要滿足飛機的設計要求,同時根據要求進行工藝計算,結合先進的生產設備,設計出整體結構,在飛機零件生產領域,最普遍的生產設備就是沖壓模具,因為飛機上的鈑金零件特別多,而在現代的生產當中,沖壓技術已經成為重要的生產手段之一。
關鍵詞:設計要求;工藝計算;整體結構
中圖分類號:TH16 文獻標識碼:A
1.設計要求
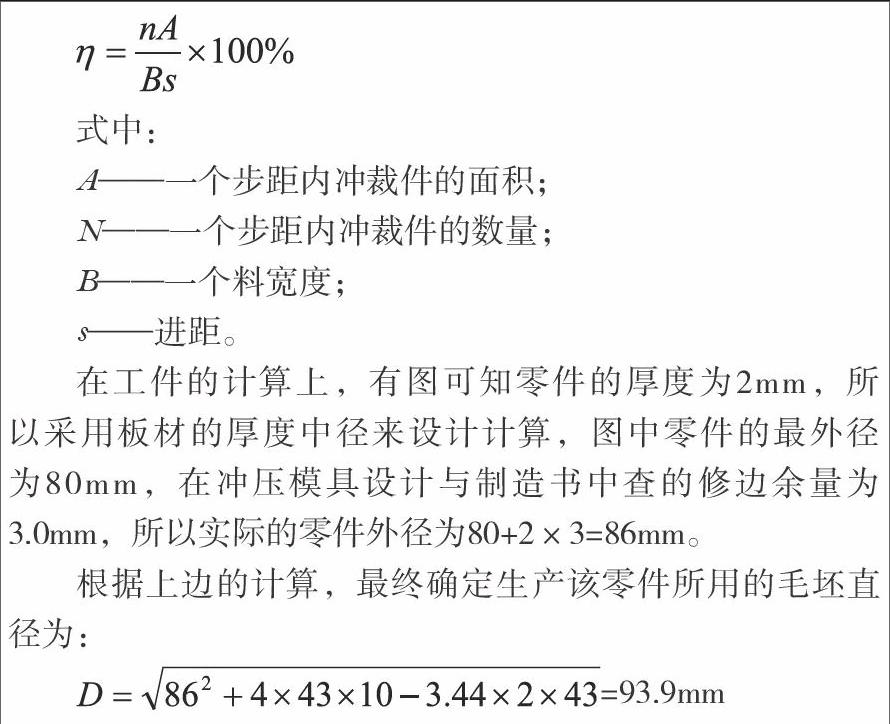
零件的圖紙如圖1所示,具體的要求如下:
工件名稱:軸承端蓋。
生產數量:大批量。
軸承端蓋在飛機上是比較常見的零件,它一般都是在飛機內部使用,對于它的要求一般就是符合設計要求就可以,所以在材料上選取10#鋼,從圖中可以看出,該零件的厚度為2mm,這種零件符合沖壓的加工方法,同時在零件的中心有一個拉深,在四周分布相同大小的孔,所以加工的程序可以為:落料、拉深、沖孔、切邊。
在設計上,對于這個零件要注意幾點:中心拉深處,要計算好拉深的高度,要有一定的加工余量,而在模具的凸凹模設計上,凸模上不要有出氣孔,以免在拉深時候,工件從出氣孔發生變形。
2.工藝計算
在模具的設計計算上,要將材料的利用率要考慮進去,因為材料的浪費就是成本的提高,而對于材料的利用率也有著計算公式:
在工件的計算上,有圖可知零件的厚度為2mm,所以采用板材的厚度中徑來設計計算,圖中零件的最外徑為80mm,在沖壓模具設計與制造書中查的修邊余量為3.0mm,所以實際的零件外徑為80+2×3=86mm。
根據上邊的計算,最終確定生產該零件所用的毛坯直徑為:
對于這個零件的毛坯,查找市場上一般的鋼板,有100mm寬的鋼板,符合生產需求。
在零件的排樣上,根據毛坯的尺寸,再根據實際設計,最終確定排樣方案為直排,這樣材料的利用率較高,節約成本。
在整個模具的設計上,凹凸模的尺寸計算可以根據模具設計中的計算公式計算得出,而整個模具設計上需要計算落料的凹、凸模尺寸、沖孔的凹、凸模尺寸、拉深的凹、凸模尺寸。
3.整體結構
在壓力選用上,它的工作行程要考慮工件的因素,要考慮工件拉深的深度,工件的取放,所以它的行程要夠大,再根據該零件的厚度和拉深力,最終確定壓力機。沖壓模具的墊板,墊板要能承受凸模的沖壓力,它是承載零件和沖壓力的作用,要具有一定的強度,避免在沖壓過程中,零件局部塌陷,從而使零件產生不良變形,最終會影響模具的整體質量,墊板的尺寸也是通過計算而來,最終確定墊板的尺寸為200×200×20,采用的材質為45#鋼。打料塊的設計一般是與打料桿配合運動,通過機械連接,剛性卸件,打料塊是在沖壓之后,凸模抬起后,打料塊進行打料。對于這些生產大批量零件的模具設備,要考慮模具的壽命,盡量使模具的壽命長,精度高,而要實現這點,就應該添加導柱、導套,導柱的功能就是講凹、凸模在一條中心線上,保證精度,而根據本零件的要求,沖壓的精度要求,以及工件的厚度,采用導柱和導套之間的配合精度為H7/h6,配合為間隙配合。對于整個模具的零件,需要滿足設計上的要求,對于材料要滿足壽命,模具的主要零件材料見表1。
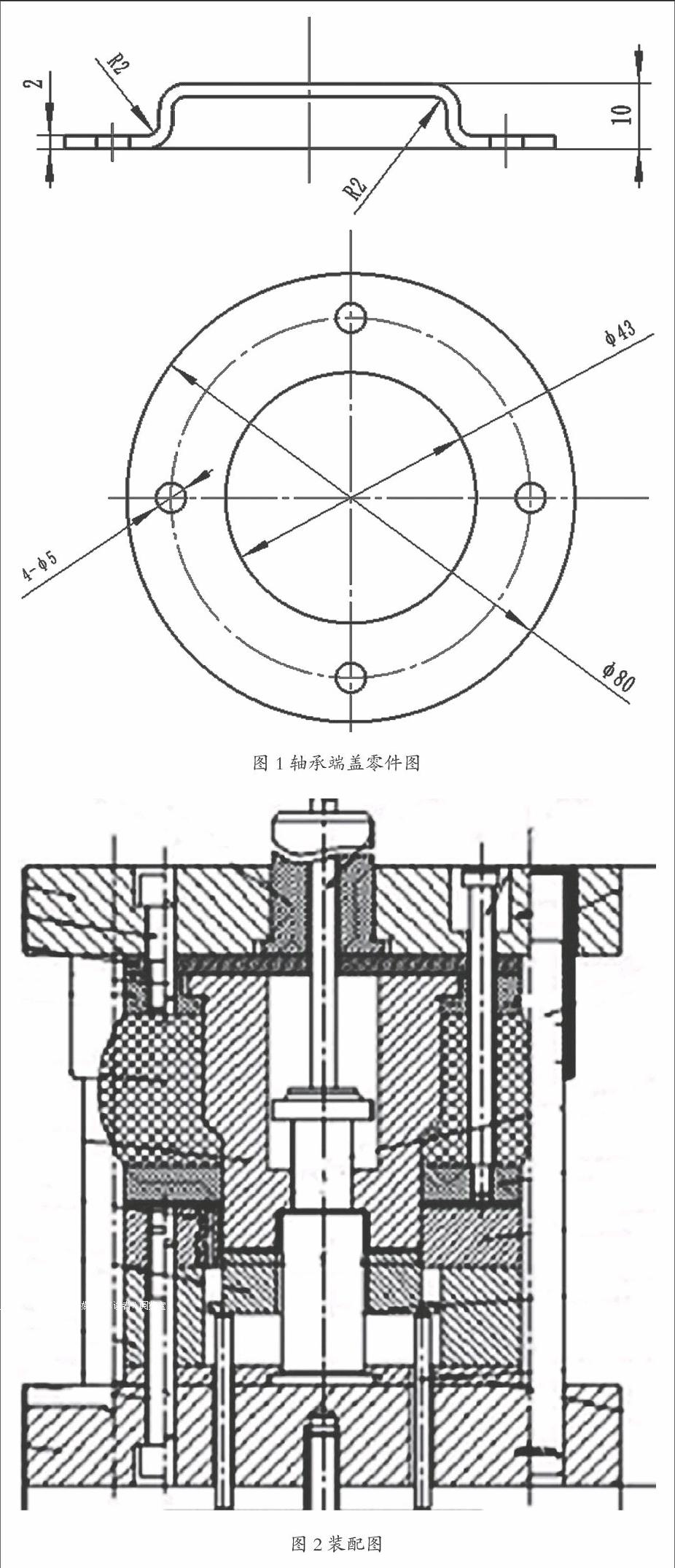
通過上述的設計與研究,可以得到最后的裝配圖,裝配圖如圖2所示,此設備的工作流程為,壓力機運作,帶動滑塊運動,使落料的凹、凸模工作,實現落料,之后的運動就是送料,將毛坯放在墊板上,進行拉深動作,這個位置需要進行兩次拉深,避免將毛坯拉斷,拉深后進行沖孔,將四周Ф5圓孔沖壓完成,以上就是一個完整的工作過程。
結語
在飛機零件生產中,有著很多復雜的設備,它們的問世都是技術人員辛勤汗水的結晶,像這種有拉深和沖壓的設備,是一個比較復雜的設備,在零件生產前就要對設備進行設計和預測,在飛機零件的生產中,使用模具可以減少很多廢品,提高飛機的整體性能,作為一個設計研發者,要具有扎實的專業知識,科學、嚴謹的作風,要突破新技術,為我國航天事業做出應有的貢獻。
參考文獻
[1]劉建超,張寶忠.沖壓模具設計與制造[M].北京:高等教育出版社,2004.
[2]陳炎嗣,郭景儀.沖壓模具設計與制造技術[M].北京:機械工業出版社,1991.
[3]中國模具設計大典編委會.中國模具設計大典[M].江西:科技技術出版社,2003.
[4]彭建聲主.冷沖壓技術問題[M].北京:機械工業出版社,2000.
[5]胡建國.外殼沖壓工藝與模具設計[J].模具工業,2009,35(11):29-32.
