緊湊型結構可調式秸稈壓塊機結構分析
2017-04-21 05:41:24河北省農業機械化研究所有限公司焦海濤吳海巖楊志杰李霄鶴劉煥新
河北農機 2017年3期
河北省農業機械化研究所有限公司 焦海濤 吳海巖 楊志杰 李霄鶴 劉煥新
緊湊型結構可調式秸稈壓塊機結構分析
河北省農業機械化研究所有限公司 焦海濤 吳海巖 楊志杰 李霄鶴 劉煥新
隨著人類社會工業化程度的提高,人們對能源的依賴和消耗也與日俱增,而與之相伴隨的是化石能源資源的減少。目前主要靠農業種植、林業及其他可循環利用的廢棄物作為生物質的主要來源。據統計,我國現在每年的秸稈產量約為7億噸,扣除一部分用作飼料和其他原料,作為能源利用的達3.76億噸。我國幅員遼闊,農業、林業資源豐富,每年秋收之后,會有數以萬計的作物秸稈被遺留的田間,某些地域為了下一季作物的耕種,往往將作物秸稈焚燒,這不僅會造成污染,還造成能源浪費。生物質材料存在著質地松軟、燃燒熱量低、不便于異地運輸和轉存的缺點。利用秸稈壓塊機可以使原本松散的生物質原料變得質地堅硬。經過加工成型的秸稈成型燃料密度高,形狀更規范,便于運輸和儲存,燃燒熱值高,操作控制更方便快捷,可廣泛用于家庭自用、取暖做飯,工業生產消耗和農園林的暖房供暖。對改善農民的生活水平、保護自然環境、減少化石原料能源消耗、降低環境污染、降低農園林業暖房的經濟成本、實現國家可持續發展都具有重大意義。
目前,在日常生活中被廣泛使用的秸稈壓塊機主要分為三種形式。第一種是螺旋擠壓式成型機:該機在成型過程中對物料的尺寸大小、含水率以及螺桿的推進速度要求比較嚴格,成型工藝不好控制,生產率相對較低,單位產品能耗高,并且成型部件螺桿磨損嚴重,使用壽命短。第二種是液壓式活塞沖壓成型機:該機靠液壓油缸提供動力使物料成型,它的優點是相對于螺旋擠壓式成型機使用壽命更長、能耗更低,但存在機器噪音大、運行穩定性差、潤滑油污染嚴重等缺點。第三種是軋輥式成型機:物料在軋輥的作用下,通過成型孔,在擠壓作用下物料在模孔內被擠壓成型,當擠出的棒料達到一定程度時,由于受自身重量的影響,擠壓出的成型燃料自動斷裂。由于軋輥式成型機相對于前兩種成型機具具有能耗低、產量大、適應性強、產品質量高的優點,在實際生產中被大量采用,其中環模式成型機應用效果更明顯。
針對現實應用中存在的一些實際問題,我們在現有技術的基礎上,對環模式秸稈壓塊機的壓縮室進行了改進調整,使調整齒套由原來的單個逐一調整,變成可以實現同步同時調整。在保證了機具的工作穩定性的前提下,使機具在調整時,更方便快捷。
1 環模式秸稈壓塊機整體結構
秸稈壓塊機主要由機架、驅動電機、上料機構、控制柜、保護罩、環模壓縮室和成料輸送裝置組成,總體結構如圖1所示。

圖1
環模式秸稈壓塊機工作時利用外部的成型環模、內部的軋輥和生物質物料三者間的擠壓作用使生物質原料成型。驅動電機帶動皮帶輪轉動,從而使得主軸轉動。生物質原料經上料機具連續均勻喂入環模壓縮室內。環模和壓輪的相對運動,將物料逐漸壓入環模的成型孔,隨著主軸的轉動,擠入成型孔的物料越來越多,并且在與孔壁摩擦作用下逐漸擠壓成型。擠出的成型的生物質棒料在自身重量達到一定程度的時候,會自行斷裂,然后落入回收裝置,通過輸送帶輸送到指定的位置。
2 傳動機構分析
環模秸稈壓塊機工作時,依靠電機提供動力,通過皮帶傳動帶動秸稈壓塊機的主軸轉動。采用電機帶動皮帶這樣的傳動模式可以對電機和壓塊機主軸起到保護作用。依靠皮帶傳動可以在入料量不均勻或過載的時候起到緩沖和吸振的作用,以減少載荷變化頻率較大時對壓塊機的保護。將電機和壓縮室都安裝在機架上,保證了整個機具不會占據太大的空間,增加了機具工作時的穩定性。
3 壓縮室結構分析
傳統環模壓縮室結構如圖2所示。

圖2
在充滿生物質原料的壓縮室,環模與軋輥保持相對運動將生物質原料連綿不斷地擠壓進入成型孔。在整個環模壓縮室,成型孔通過一個個長螺栓被均勻排列固定在機體上形成環模,兩個壓輪則由上下固定板固定連結在主軸上,主軸則由電機帶動旋轉,兩個壓輪和環模之間存在一定的空隙,這樣當壓輪隨著主軸公轉的同時,又因為與物料的摩擦擠壓,使得壓輪也在自轉。采用雙壓輪或者多壓輪結構,使得工作壓輪以主軸為中心均勻布置。當工作的時候,使壓縮室主軸受力均勻,工作效率提高,產量增加。壓輪每工作一周,就將壓縮室溝槽內的生物質原料壓入模孔內,形成一個物料塊壓層。隨著主軸的轉動,生物質原料被不斷喂入,在壓輪的重復擠壓下,最終便形成了物料壓塊。物料壓塊形成過程如圖3所示。
圖3
環模與軋輥之間的間隙大小直接影響壓塊機的棒料質量、實際產量和工作性能。當這個間隙較小時,會加劇環模與壓輪表面的磨損,尤其是在機具開啟和停止時的空載運轉期間,這種磨損作用更加強烈;當這個間隙較大時,由于摩擦作用的減小,會使得擠壓出來的棒料質地松軟,緊實度降低,棒料的品質達不到要求,而且會大大降低壓塊機的工作效率。由此可見,環模和壓輪經常保持在合理的間隙范圍,是提高壓塊機工作效率和質量的重要保證。現在普遍的是環模秸稈壓塊機通過手動調整齒套,轉動偏心軸來改變壓輪與環模間的距離,達到調整壓輪和模塊間距離的目的。但是對于采用雙壓輪或者多壓輪結構的壓縮室來說,在手動調動每一個壓輪的時候,很難做到同間距的同步調節,多多少少會有誤差,從而在主軸轉動的時候,可能出現受力不均勻、主軸偏載的現象,影響成品棒料的品質和壓塊機的使用壽命。新研制的緊湊型結構可調式秸稈壓塊機就有其突出的優勢,它可以實現對雙壓輪或者多壓輪同時同步調節,如圖4所示。
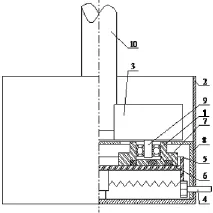
圖4
壓輪調節機構包括調節手輪、在環模內壓輪下方與環模同軸設置的齒輪盤,調節手輪的一端與齒輪盤下端面嚙合且另一端延伸到環模外側,齒輪盤上端面與壓輪相對應的位置設有弧形限位條,所有弧形限位條圍繞齒輪盤的圓心形成旋渦狀,壓輪與位于其下方的滑塊形成轉動配合,齒輪盤借助調節手輪與環模形成轉動配合使滑塊借助其下端面設置的滑槽與弧形限位條形成滑動配合。可以實現所有壓輪的同步調節,使得各個壓輪與環模之間的擠壓間隙都相等,壓出來的料塊密度均勻一致,提高了產品質量。壓輪調節機構集成在環模上,不需要與外部設備連接,結構緊湊,占用空間小。
生物質壓塊基本工藝流程為:原料風干——原料切碎——堆積回性——輸送上料——混合攪拌——壓制成型——冷卻——計量包裝——成品。

原料風干

切揉粉碎

堆積回性

輸送給料

混合攪拌

致密成型

輸出計量

敞口冷卻

封口儲存
擠壓成型的棒料是作為可再生資源的生物質資源,現在已經廣泛應用于農園林業的生產生活中,應用前景十分廣闊,它在有效緩解能源短缺、改善生態環境方面,具有良好的經濟效益和社會效益,符合和適應我國現階段利用和發展生物質的總趨勢和國情,我們加大科研投入,積極研發生物質成型技術機先進設備,提高生物質的利用率,為我國的綠色發展提供有力的支持和保障。
