深冷壓力容器閉環縫內咬邊缺陷的解決辦法
2017-04-21 07:39:49楊惠榮
山西建筑 2017年5期
楊 惠 榮
(北京合力清源科技有限公司,北京 102100)
·機械與設備·
深冷壓力容器閉環縫內咬邊缺陷的解決辦法
楊 惠 榮
(北京合力清源科技有限公司,北京 102100)
通過統計深冷壓力容器閉環縫焊接的一次合格率,確定了深冷壓力容器閉環縫內咬邊缺陷產生的類別及頻率,并針對缺陷的產生原因,提出了具體的防治措施,達到了改善焊接質量的目的。
深冷壓力容器,閉環縫,內咬邊缺陷,焊接工藝
0 引言
深冷壓力容器主要用于儲運液氧、液氮、液氬、液態天然氣等低溫液化深冷氣體。因其存儲的介質具有溫度低、壓力高、助燃易燃等特殊性,要求內容器的內部保持絕對潔凈。制造過程中,內容器封閉前,容器內表面均要進行氧級清洗,達到脫脂、除銹、干燥的目的。清洗之后方能進行帶墊板閉環縫(即內容器筒體壁板與上封頭焊接的最后一道環縫)的焊接。相對于常規采用的無墊板對接焊縫,帶墊板焊接過程中易出現根部缺陷,焊接一次合格率較低。有時甚至返修1次~2次才能合格,不但焊接質量不穩定,工期延長,而且墊板多次受熱可能會燒穿,影響內容器內部的清潔度。因此,分析帶墊板焊縫焊接產生的根部缺陷的類別及其原因,制定解決措施,對提高焊接生產效率,穩定焊接質量,縮短產品制造周期,提高產品穩定性和安全性至關重要。
1 焊接工藝的制定
閉環縫施焊前,必須按照《承壓設備焊接工藝評定》進行焊接工藝評定,評定合格后方可適用于正式產品的焊接。
1)內容器材料(母材)的成分和機械性能。國內通常選用06Cr19Ni10,化學成分和機械性能見表1。

表1 06Cr19Ni10的化學成分和機械性能
2)焊接方法的選擇。根據母材的化學成分和機械性能,結合閉環縫的焊接特點,以提高焊接生產效率的目的,采用鎢極氬弧焊點焊,熔化極氣體保護焊打底,埋弧自動焊填充、蓋面。
3)焊接材料及參數的選擇見表2。

表2 焊接材料及參數的選擇
4)焊接坡口的選擇。選用V型無鈍邊帶墊板的型式,坡口角度為60°,組對間隙4 mm~6 mm。
5)焊接工藝評定結果的驗證。按以上參數焊接試板后,按照NB/T 47013.2—2015進行100%射線檢測,結果合格。
按照GB/T 228進行拉伸試驗,GB/T 2653進行彎曲試驗,GB/T 229進行沖擊試驗,試驗結果均合格,此工藝可應用于正式產品的焊接。
2 實際產品焊接的應用結果
2.1 缺陷類別及出現頻率統計
按照產品制造標準,閉環縫焊接完畢,應按照NB/T 47013.2—2015進行100%射線檢測,Ⅱ級合格。表3是一家深冷壓力容器制造商連續14個月拍攝的所有閉環縫的射線檢測結果的統計。

表3 閉環縫射線檢測結果
拍片結果顯示,閉環縫常出現的缺陷有氣孔、夾渣、未熔合、表面缺陷等四種缺陷。月焊接一次合格率最好時為93.26%,最差時僅為63.61%。四種缺陷中,平均每月出現最頻繁的缺陷為未熔合缺陷,其不合格片數在總不合格片數中占比61%。
因此,提高閉環縫焊接一次合格率的關鍵是避免未熔合缺陷的出現。
2.2 缺陷位置的判定
選取含有未熔合缺陷的射線底片進行分析,如圖1所示,在圖片白色發亮區域的中心有一道從左至右若有若無的黑線,黑線略直,這是未熔合的缺陷。且其位于焊縫正中心的位置,判斷其實際位置在焊縫根部。
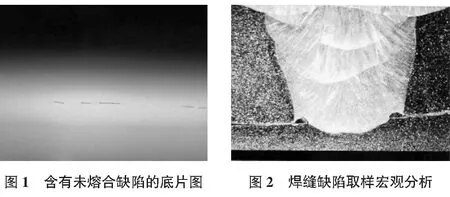
2.3 缺陷的剖面分析
在缺陷位置截取一塊試樣,對焊縫剖面進行宏觀分析,拍照如圖2所示。在焊縫根部兩側與墊板連接處都有一道溝槽。溝槽尖銳的地方沿著焊縫方向連續,在底片影像上則會呈現為黑色的直線。這種缺陷特征類似在焊縫外表面產生的咬邊。因在焊縫內部出現,可形象的稱之為“內咬邊”。
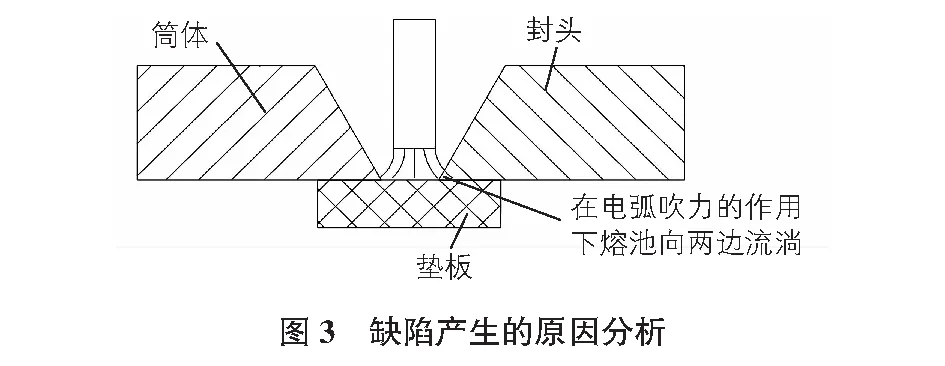
3 缺陷產生的原因分析
為什么會產生內咬邊缺陷,如圖3所示,焊接過程中,隨著電弧的移動,被焊工件和墊板的部分金屬均受熱熔化,與焊材熔化金屬一起形成了熔池液體金屬。其在電弧吹力的作用下向兩邊發生流動,若在墊板和筒體、封頭之間存在一定間隙,則熔池金屬會沿著墊板邊緣流溢。這樣,就在緊靠焊根外側的墊板上留下了一道溝槽,形成了“內咬邊”。顯然,間隙越大,形成內咬邊的頻率就越高。
4 避免焊縫內咬邊缺陷的措施
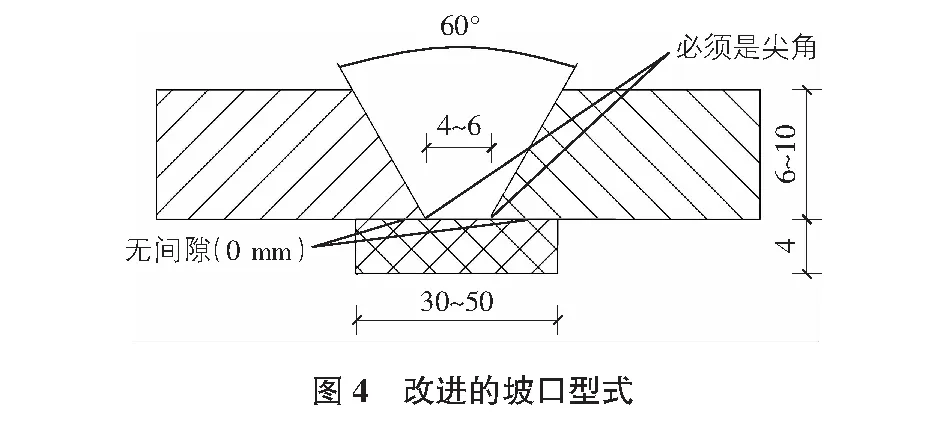
4.1 坡口的改進要求
根據以上原因分析,坡口改進如下(見圖4):
1)要求墊板與筒體、封頭之間無間隙,貼合越緊密,缺陷產生的可能性就越小;
2)筒體、封頭的坡口端必須是尖角,否則可能會產生間隙,增大缺陷出現的頻率。
4.2 修正錯誤的打磨方式
工藝執行過程中,發現以下兩種情況工人從內部打磨,形成了類似雙V的坡口型式(見圖5),造成了間隙,增大了內咬邊缺陷出現的可能性。
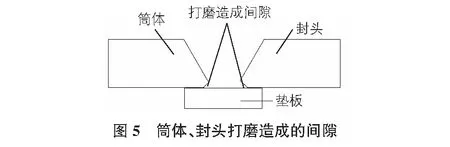
1)外協加工的封頭在運輸過程中,坡口端面未進行良好保護,坡口面碰傷處理。
2)筒體板材在下料、開坡口、卷制、輥圓、焊接等工序中,坡口面尖角碰傷處理。
發現以后,要求工人必須從外部打磨處理碰傷面。如非要從內部打磨,則要注意打磨角度必須與內表面平齊,不能形成夾角。
4.3 改進裝焊工藝減小貼合間隙
改進后的裝焊工藝如圖6所示。先將墊板圈點焊在封頭上,并使墊板與封頭之間緊密貼合,無間隙。同時將墊板與封頭相結合的焊縫根部用φ3.2 mm焊條小電流、快速施焊一周,墊板一側的焊腳高度控制在3 mm~5 mm左右。
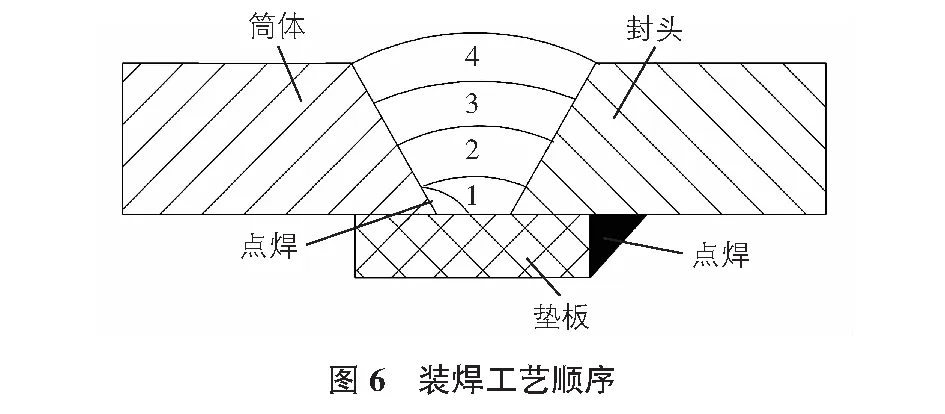
筒體周長放樣按封頭實測周長減去3 mm~4 mm,這樣卷制的筒體與墊板組裝后間隙能控制在0.3 mm范圍內,貼合情況得到大大改善。
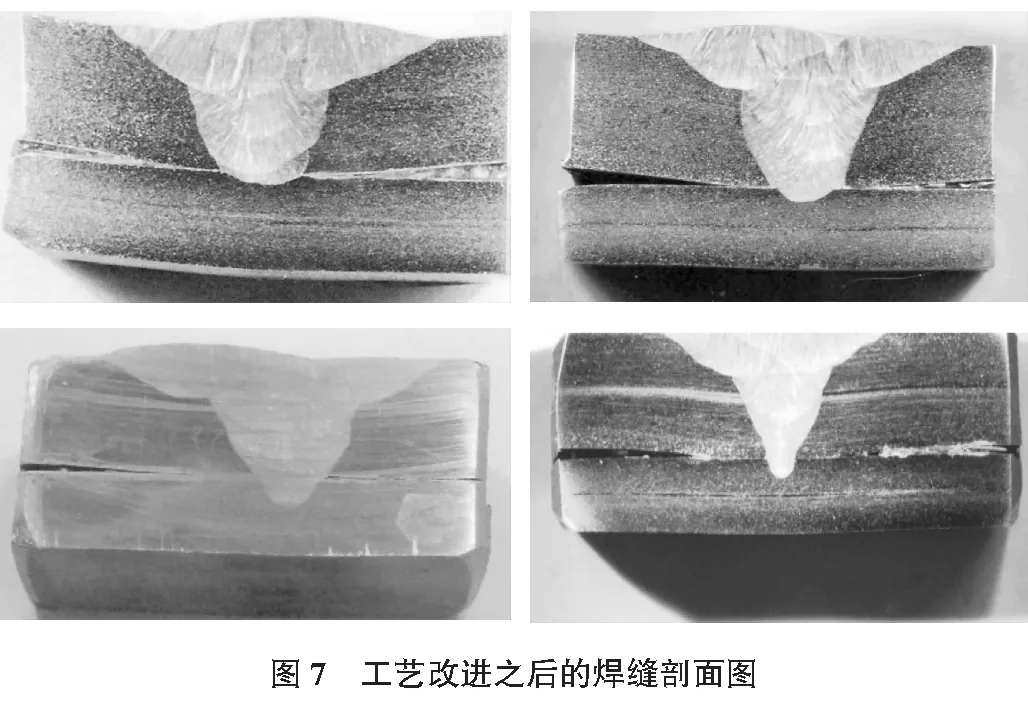
5 改進結果
工藝改進一段時間之后,內咬邊缺陷出現的頻率明顯降低,隨機取樣做焊縫剖面如圖7所示。
6 結語
1)閉環縫帶墊板焊接工藝實施過程中,必須控制筒體、封頭與墊板之間無間隙,方能降低內咬邊缺陷出現頻率。
2)必須實際觀察工人的操作習慣,修正不正確的打磨方式,確保坡口尖角不被破壞。
3)采用新的裝焊工藝能夠有效減小間隙的大小。
4)間隙控制的同時,必須按照評定合格的焊接電流、電壓和速度進行焊接,否則過慢的焊接速度,過大的焊接電流,也會導致熔池液態金屬流溢而造成內咬邊的缺陷。
[1] GB/T 18442.4—2011,固定式深冷壓力容器——第4部分:制造[S].
[2] 袁建偉.帶墊板環焊縫根部缺陷解決辦法[J].焊接技術,1991(3):45.
[3] 曾向明.工藝因素對帶墊板單面焊焊縫背面成形的影響[J].焊接,1991(3):19-22.
[4] 孟凡力.環縫根部未熔合等缺陷的解決辦法[J].現代制造工程,2001(10):50.
[5] 任青山.如何防止帶墊板焊接接頭的“內咬邊”缺陷[J].焊接,1991(12):22.
The solution method of cryogenic pressure vessel closed-loop seam internal undercut defects
Yang Huirong
(BeijingHeliQingyuanTechnologyLimitedCompany,Beijing102100,China)
Through the statistical a qualified rate of cryogenic pressure vessel closed-loop seam welding, this paper determined the type and frequency generated by cryogenic pressure vessel closed-loop seam internal undercut defects, and according to the reasons of defects, put forward specific control measures, to improve the quality of welding.
cryogenic pressure vessel, closed-loop seam, internal undercut defect, welding process
1009-6825(2017)05-0214-03
2016-12-05
楊惠榮(1978- ),女,工程師
TQ051.3
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24