淺談生產G級HSR油井水泥質量技術控制措施
2017-04-27 07:48:50張鵬飛
四川水泥 2017年2期
張鵬飛
(山西中條山新型建材有限公司 043400)
淺談生產G級HSR油井水泥質量技術控制措施
張鵬飛
(山西中條山新型建材有限公司 043400)
隨著公司的發展與普通水泥市場的白熱化,公司加快了對特種水泥市場前進的步伐,我公司一條2500噸/日新型干法生產線,公司于2014年開始研制試生產G級HSR油井水泥,2016年成功的生產了G級HSR油井水泥,經過近3年的試生產與摸索,已經初步掌握了G級HSR生產質量控制技術,下面根據公司的實際生產情況,總結生產控制技術論述如下,希望可以和同行交流探討。
油井水泥;生料配料;熟料煅燒;粉磨技術
1、前言
眾所周知,油井水泥又稱堵塞水泥或固井水泥。油井底部的溫度和壓力隨著井深的增加而提高,每深入100 m,溫度約提高3℃,壓力增加1.0~2.0 MPa。因此,高溫高壓,特別是高溫對水泥各種性能的影響是油井水泥生產和使用的最主要問題;油井水泥主要差別在于所燒制熟料化學成分,C3A≤8.0%(中抗)或 C3A≤3.0%(高抗),C4AF+2C3A≤24.0%,游離鈣≤1%,物理指標要求:游離液含量≤5.90%,38℃常壓8h,抗壓強度≥2.1MPa,60℃常壓8h,抗壓強度≥10.3MPa,15-30min稠度≤30Bc,稠化時間≥90min,≤120min。
生產過程中原燃材料的均化、原燃材料質量的穩定和配料計量裝備的穩定與準確,是整個過程質量控制的重點,隨后就是燒成技術,燒成系統是水泥企業的核心,燒成決定整個生產的成敗,生產油井水泥對鋁值成分和鐵值成分是有明確規定的,對中控窯操控制技術是有挑戰的,我公司要求生料入窯后,中控窯操及時調整參數、燃燒器的調整、頭尾煤的用量、燒成溫度、分解爐溫度等其他崗位都有控制措施,防止結圈結球;對磨制成品水泥的細度(0.08mm)、比表面積、SO3等都是有規定的。
下面根據公司實際生產、配料、質量控制要求,做一些技術總結,希望可以對需要生產的企業有所幫助、也希望和同行有所交流。
一:我公司生產G級HSR油井水泥的主要設備
生料磨:Φ4.6*10+3.5m烘干中卸磨
回轉窯:Φ4.0*60m新型干法旋窯
預熱器:五級雙系列旋風預熱器窯系統
水泥磨:Φ3.8×13 m閉路粉磨系統、選粉機opsa-N2000
二、原燃材料化學成分、煙煤的熱值成分和配料計算
1、原材料化學成分(表一)
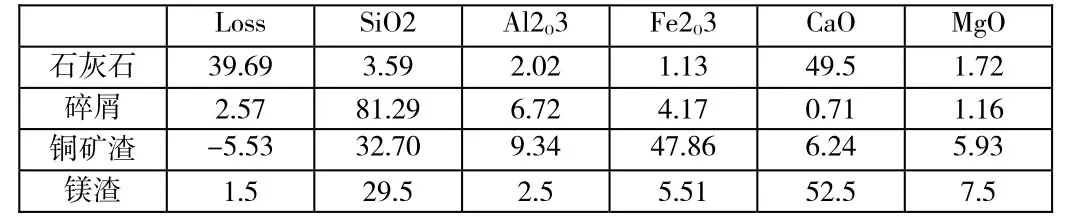
LossSiO2Al2O3Fe2O3CaOMgO石灰石39.693.592.021.1349.51.72碎屑2.5781.296.724.170.711.16銅礦渣-5.5332.709.3447.866.245.93鎂渣1.529.52.55.5152.57.5
2、煙煤的工業分析(表二)

原煤水分%Mad(%)Aad(%)Vad(%)Qnet.ad(kcal/kg) St(%)6.601.00%27.00%235500 1.8
3、配料計算(表三)、原料的采用和生料的制備
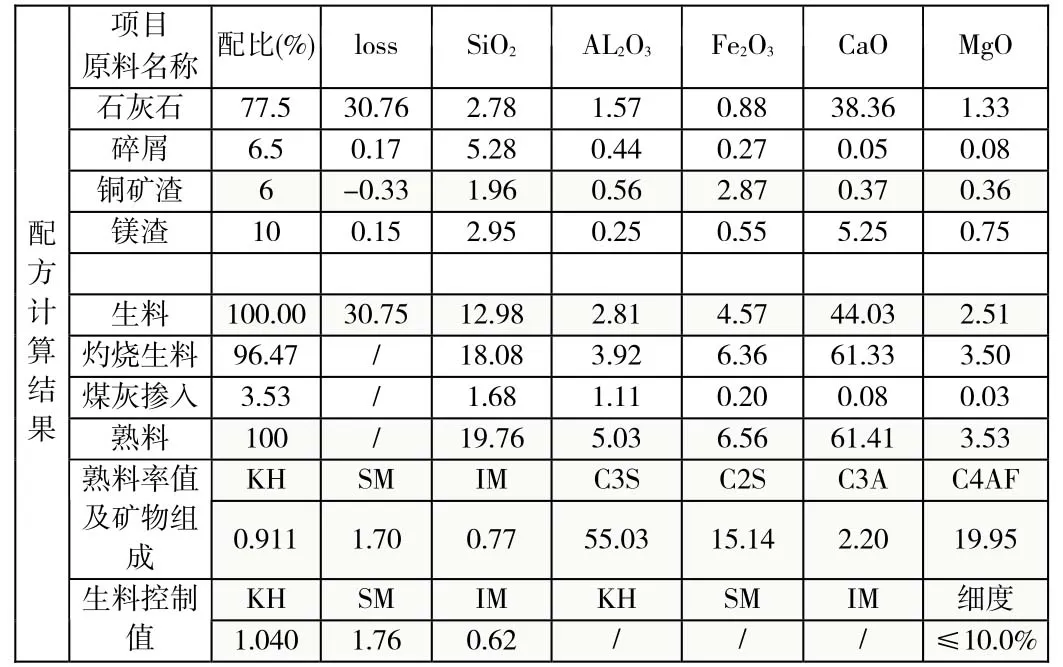
項目原料名稱 配比(%)lossSiO2AL2O3Fe2O3CaOMgO石灰石77.5 30.76 2.78 1.57 0.88 38.36 1.33碎屑6.5 0.17 5.28 0.44 0.27 0.05 0.08銅礦渣6-0.331.960.562.870.370.36鎂渣 10 0.15 2.95 0.25 0.55 5.25 0.75生料100.0030.7512.982.814.5744.032.51灼燒生料 96.47 / 18.08 3.92 6.36 61.33 3.50煤灰摻入 3.53 / 1.68 1.11 0.20 0.08 0.03熟料100/19.765.036.5661.413.53KHSMIMC3SC2SC3AC4AF熟料率值及礦物組成0.9111.700.7755.0315.142.2019.95KHSMIMKHSMIM細度配方計算結果生料控制值1.0401.760.62///≤10.0%
3.1 、配料設計
我公司采用銅礦渣為鐵質原料,其鐵質元素在45-50%之間,在合理的均化情況下滿足生產需要,因GB/T10238-2015對G級高抗硫酸鹽型油井水泥的化學成分及物理性能有著嚴格的規定,所以,采用的原燃材料必須要滿足生產油井水泥的質量要求。
3.2 、選用優質原燃材料。
我公司生產油井水泥熟料時,采用石灰石、碎屑、鎂渣、銅礦渣配料,化學成分(見表 一),燃料使用優質煙煤(見表 二),四組分配料計算,(見表 三)。石灰石為自備礦山開采,儲量豐富,生產油井水泥熟料時,我公司石灰石內控指標:CaO含量≥48%,MgO含量≤2.0%。硅質原料取公司自購的碎屑,質量穩定。自購鎂渣質量穩定其中CaO含量≥50%。自購銅礦渣中Fe2O3含量≥45%,但Al2O3含量較高,有時高達9.0%,原料進廠采取嚴格的控制質量,實施有效的均化措施后,質量夠能穩定下來;在生產時,嚴格控制各種進廠原材料的質量,密切關注石灰石中MgO及銅礦渣中Al2O3的含量。如MgO的含量過高,易導致熟料在煅燒過程中因液相量過大,液相粘度低,熟料燒結范圍較窄,不利于窯系統安全穩定運轉;所以各種原材料在使用前,充分做好均化管理,有利于生產。
3.3 、生料的制備
水泥企業講究兩磨一燒,為保證生料入窯的穩定,在生料制備過程中降低、穩定原料磨得臺效(不得隨意加減產量),提升選粉機轉速,使生料細度 0.08mm>10%,生料質量的穩定是直接影響熟料得煅燒的關鍵因素,因此在生料配料、下料過程中保證各種入磨物料下料通暢與穩定和計量的準確,不發生斷料現象,確保入窯生料質量穩定,才能符合煅燒要求。
二、熟料煅燒率值的控制、窯內熱工制度生產流程控制圖
1、熟料率值。

KH SM IMC3SC2SC3AC4AF0.9111.700.7755.0315.142.2019.95
因GB 10238規定,G級高抗硫酸鹽型油井水泥中C3S為48%-65%、C3A≤3.0%、C4AF+2 C3A≤24,要求,在確定配料方案時,必須要滿足國標條件。在實際生產時,因熟料的存放等其他因素,易導致水泥中C3S含量減少、C3A含量增加,不能滿足要求,因此,在確定配料方案時,要保證熟料中有較高的C3S和較低的C3A。我公司生產的G級高抗硫酸鹽型油井水泥熟料時,熟料率值按如下范圍控制要求f-CaO<1.0%、KH:0.920±0.02、SM:1.80±0.1、IM:0.7±0.1、C3S+C2S>65%、C3A<3.0%、C4AF>18.0%。
2、穩定窯內熱工制度,保證出窯熟料質量
油井水泥熟料要求有較高的C3S和較低的C3A,熟料在窯內煅燒時由于鋁低鐵高的變化使窯內液相量大、液相粘度低,如操作不當就會導致窯況惡化,出現結圈、結球得現象,易造成窯系統絮亂;我公司要求生料入窯后,中控室必須精心操作及時調整操作參數,調整燃燒器位置,合理調整頭煤和尾煤的用量,避免引起窯內結長厚窯皮和出黃心料,適當降低燒成溫度,要求窯二次風溫控制在1100 ±50℃、煙室溫度控制在1000以下,分解爐溫度控制在850±20度,適當提高要的轉速,燃燒器每兩小時前后移動一次,預熱器崗位每小時清理煙室及各級下料管膨脹倉各一次,確保下料的舒暢,防止結圈結球,保證出窯熟料的質量。
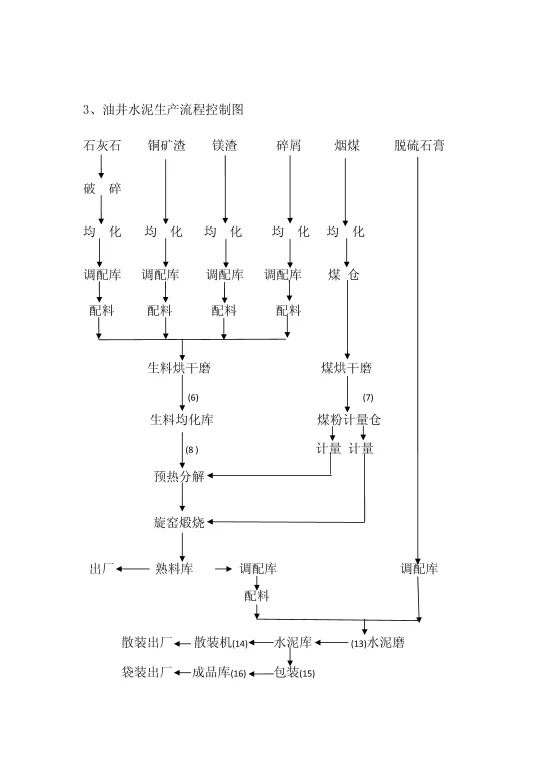
3、油井水泥生產流程控制圖
三、水泥粉磨的調整措施與石膏的選用
按常理說熟料合格,生產水泥必然沒有任何問題,但按照這個邏輯生產油井水泥就千錯萬錯了,生產通用水泥時只對SO3、細度、比表面積等指標控制好就可以保證水泥沒有問題了,然而生產油井水泥所謂天壤之別,因為稠化時間、游離液、抗壓強度都有特殊的要求,初期在水泥粉磨過程中經常糊磨,在水泥粉磨技術上可以說是舉步維艱啊,各項過程控制都將影響油井水泥的性能。
1、水泥粉磨石膏的選用
油井水泥在粉磨時,只加入熟料和石膏,在熟料質量穩定的情況下,如石膏質量波動較大,油井水泥的各項性能也隨之發生明顯變化,我公司試驗初采用天然石膏,后因其SO3含量較低(20%-28%)之間波動且不穩定,不溶物及雜質含量較高,水泥SO3含量(1.00%-1.9%)之間,在為保證水泥中SO3含量穩定,只有增加石膏摻入量(最高摻加 8%),這樣,帶入水泥中的不溶物及雜質含量增加,在磨制成水泥后,不溶物較高,C3S含量下降幅度大,初始稠度也較高,導致磨制的成品水泥不合格,后經過多次的試驗,選用脫硫石膏 SO3含量(35%-40%)且質量穩定,磨制的水泥SO3含量穩定在(2.0%-2.5%)初始稠度、不溶物較低,水泥各項性能指標均符合標準要求,且各項性能優良、穩定。
2、水泥粉磨熟料均化管理
在水泥粉磨時,為了穩定水泥質量,我公司將出窯熟料先入熟料庫,再從庫里放出,實施露天堆放,然后二次入熟料庫,實施多次均化,這樣既保證了熟料的多次均化也使熟料溫度接近常溫,因為剛出窯的熟料,不同時段的化學成分不同,按同一控制指標磨制的水泥,其理化性能就不同,同時,如果熟料冷卻效果差,溫度高,直接入磨,易導致磨內溫度過高,使磨況惡化(如糊磨),控制指標失控,停磨處理,此外,如溫度過高,也易造成石膏脫水,使水泥性能發生根本變化。
3、水泥粉磨磨機工藝的控制
公司水泥磨為Φ3.8×13 m閉路粉磨系統、選粉機opsa-N2000,經過多次的失敗,公司加大對磨機筒體內的襯板、隔倉板、進、出料裝置和選粉機是控制的檢查調整,加強對磨機通風系統的控制(防止糊磨)、研磨體的種類、級配、平均球徑和裝載量提高了要求。
4、水泥粉磨控制調整
我公司在實際生產中,對出磨水泥的篩余 0.08mm(1.5%-2.5%),這樣控制的目的,是為了在一定程度上,間接、粗略的控制水泥的顆粒級配。因水泥在制備成水泥漿后,水泥的顆粒級配就決定了水泥顆粒的水化速度和水化程度。水泥顆粒越細小,水泥水化速度就越快,水化程度就越高,水泥漿的稠化時間也就越短、游離液越低、抗壓強度越高;反之,水泥顆粒越粗大,水泥水化速度就越慢,水化程度就越低,水泥漿的稠化時間也就越長、游離液越高、抗壓強度越低。通過試驗得知比表面積大的稠化時間影響越大,比表面積增加時,稠化時間縮短,就會造成不合格,水泥 SO3的大小也會影響稠化時間,通過我們的多次試驗水泥SO32.0%-2.5%、比表面積310-340m2/kg之間為適宜狀態。
四、我公司油井水泥主要性能與國家標準

?
通過多次的失敗與不斷的經驗積累,我公司在2016年成功的生產出G級HER油井水泥,在水泥使用中廣泛的得到了客戶的認可,上述總結,均為個人的經驗之談,不同的生產企業,因原燃材料的限制于差異,在配料設計過程、生產工藝控制、操作及管理水平上的差異,都有不同的看法,在實際生產中,在控制指標及控制方式上都會有所不同,不能一概而論,各生產企業要根據自己的實際情況,制定適合本企業的控制指標及控制方式,只要各項指標符合GB/T 10238—2015規定,且便于控制、性能穩定、優良即可,以上論述是個人的經驗總結,該論述希望能夠幫助準備生產的企業,也希望能與同行進行積極的交流。
TQ172
B
1007-6344(2017)02-0006-02
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
