紡絲工藝對炭纖維纏繞復合材料強度轉化率的影響
2017-05-03 01:36:43張世杰
固體火箭技術 2017年2期
程 勇,侯 曉,張世杰,程 文
(1.西安航天復合材料研究所,西安 710025;2.高性能碳纖維制造及應用國家地方聯合工程研究中心,西安 710089;3.中國航天科技集團公司第四研究院,西安 710025;4.西北工業大學 理學院,西安 710072)
紡絲工藝對炭纖維纏繞復合材料強度轉化率的影響
程 勇1,2,侯 曉3,張世杰4,程 文1
(1.西安航天復合材料研究所,西安 710025;2.高性能碳纖維制造及應用國家地方聯合工程研究中心,西安 710089;3.中國航天科技集團公司第四研究院,西安 710025;4.西北工業大學 理學院,西安 710072)
通過不同紡絲工藝的聚丙烯腈基炭纖維表面狀態、NOL環及φ150 mm容器的實驗研究,分析了不同紡絲工藝對濕法纏繞復合材料聚丙烯腈基炭纖維強度轉化率的影響。結果表明,干噴濕紡炭纖維比濕法紡絲φ150 mm容器環向纖維強度轉化率要高出11.9%~15.4%,濕法紡絲的炭纖維復合材料NOL環層間剪切強度要比干噴濕紡炭纖維復合材料高7.4~34.1 MPa。因此,干噴濕紡的炭纖維可應用于固體火箭發動機纏繞殼體、壓力容器等主要承受拉伸應力的領域,可充分發揮其纖維強度;而濕法紡絲工藝制成的炭纖維與樹脂基體結合緊密,利于載荷的傳遞,可應用于承受壓縮剪切等復雜載荷的領域,從而發揮這兩種纖維各自不同優勢。
紡絲工藝;濕法纏繞;復合材料;聚丙烯腈基炭纖維;強度轉化率
0 引言
聚丙烯腈(polyacrylonitrile, PAN)基炭纖維具有高比強度、高比模量等一系列優異性能,其產量占世界炭纖維總產量的90%以上,已廣泛應用于航空航天、國防軍事等尖端領域[1]。濕法纏繞是炭纖維應用于復合材料壓力容器領域的一種重要的成型工藝方法,它可減少其他工藝方法(如干法纏繞工藝等)在復合材料成型過程中對炭纖維造成的強度損失,因此在固體火箭發動機殼體、高壓氣瓶和化工管道等炭纖維纏繞復合材料制品中得到了廣泛應用。近年來,炭纖維復合材料纏繞成型的研究主要集中在炭纖維纏繞復合材料應用[2-3]、成型工藝及裝備[4-7]、力學分析及性能實驗[8-14]等方面,但對炭纖維纏繞復合材料強度轉化率的影響因素方面研究不多。
目前生產PAN原絲的紡絲工藝主要為濕法紡絲法和干噴濕紡法。上述2種紡絲工藝生產的PAN原絲制成炭纖維后,其表面狀態和在濕法纏繞復合材料中的強度轉化率等方面均存在著較大差異。因此,本文選取了上述2種紡絲工藝的聚丙烯腈基炭纖維,對其和濕法纏繞復合材料的相關性能開展研究,分析不同紡絲工藝對炭纖維強度轉化率的影響,為濕法纏繞復合材料炭纖維原材料的選用提供參考。
1 PAN基炭纖維的紡絲工藝
干噴濕紡與濕法紡絲的一個顯著差異是干噴濕紡的噴絲板不像濕法紡絲那樣浸在凝固液中,紡絲液從噴絲孔出來先經過干段空氣層后才進入凝固液中。干噴濕紡法紡絲可使高粘度紡絲液成纖,空氣干層是有效牽伸區,不僅可提高紡絲速度,且制得的纖維截面結構近似圓形,纖維表面光滑,纖維內部缺陷少,結構均勻、致密、強度和取向度高[15-18]。表1列出了濕法紡絲和干噴濕紡的主要差異。

表1 濕法紡絲和干噴濕紡的主要差異
顯然,干噴濕紡優于濕法紡絲,兼具干式溶液紡絲和濕法紡絲的優點,是紡制高質量PAN基炭纖維原絲的最好方法之一[19]。用干噴濕紡方法紡制的聚丙烯腈原絲強度高于濕法紡絲[20],更容易得到性能優異的炭纖維[21]。例如,T700S和T300的單絲直徑都為7 μm,但T700S的密度為1.8 g/cm3,比后者高出了2.27%,其抗拉強度高出了38.8%。這表明干噴濕紡可紡出較高密度原絲和制得較高密度炭纖維,從而使其抗拉強度得到大幅度提高[22]。
2 不同紡絲工藝PAN基炭纖維的力學性能
本文選取的東麗公司和東邦公司不同紡絲工藝的聚丙烯腈基炭纖維以及國內炭纖維研制單位的聚丙烯腈基炭纖維的性能見表2。
由表2可見,干噴濕紡炭纖維與濕法紡絲炭纖維力學性能基本相當。
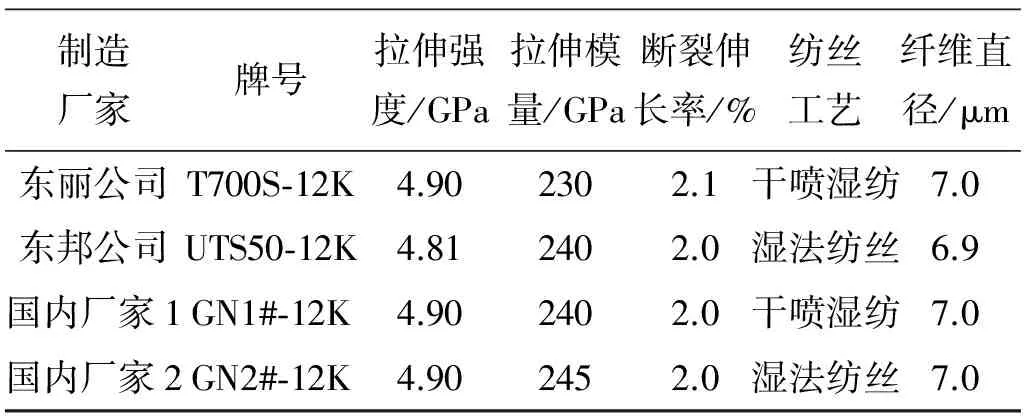
表2 不同紡絲工藝的聚丙烯腈基炭纖維及其性能(標準值)
3 實驗
3.1 原材料
表2所列出4種炭纖維;自制環氧樹脂基體。
3.2 實驗及分析測試
3.2.1 炭纖維表面狀態
采用日本S-2700掃描電子顯微鏡分析炭纖維表面形態(SEM)。
從《意見》中還可以看出,國家層面上對生態補償的主體界定多集中在省、市政府和顯性受益人,對隱性受益人(生態利益的間接受益人)的付費義務和污染制造者的補償責任涉及較少。生態補償制度中財政轉移支付只是其中一個重要組成部分,但是,僅僅靠增加國家和地方政府的財政支出來進行生態補償,其有限的資金難以滿足生態環境可持續發展的需求;再者,若缺少對受益人的環保義務約束,相關人群不能有效履行義務,生態破壞者也沒有承擔相應的環境責任,將致使整個社會環境保護的意識提升緩慢,“搭便車”現象得不到有效制止。
3.2.2 炭纖維NOL環及φ150mm容器性能
在微機控制纖維纏繞機按GB/T1458—2008[23]的尺寸進行復合材料NOL環纏繞固化成型,制成試樣后按標準測試拉伸和剪切性能。
將纖維浸漬樹脂后,通過微機控制纖維纏繞機按一定線型纏繞在芯模上,固化脫模后按GB/T6058—2005[24]在水壓設備上進行水壓爆破試驗,并根據水壓測試結果計算容器效率(PV/W)及纖維強度轉化率(K)。其中,P為容器的爆破壓強,V為容器容積,W為復合材料容器質量。纖維強度轉化率K按下式計算:
K=σc/σf
式中σc為容器爆破時的纖維強度,σf為纖維復絲拉伸強度。
4 結果與討論
4.1 不同紡絲工藝PAN基炭纖維的表面狀態
DMSO法干噴濕紡與濕紡2種不同的紡絲工藝在纖維表面會產生不同的結果。濕紡成形時,纖維表面凹凸呈溝槽狀:干噴濕紡成形時,纖維表面非常光潔[25]。在濕法紡絲工藝下,只能減少表面的溝槽狀況,但不能完全消除。而采用干噴濕紡紡絲工藝,纖維的表面溝槽可完全消除[26]。圖1為4種炭纖維表面掃描電鏡(SEM)
由圖1可見,T700S和GN1#-12K炭纖維表面光滑,纖維斷面基本呈圓形,斷面圓度規則,這是干噴濕紡炭纖維的典型形貌。UTS50和GN2#-12K炭纖維表面有許多沿纖維軸向的溝槽,溝槽的寬度和深度不等,而GN2#-12K纖維斷面圓度不夠規則,甚至有些出現“腰”狀異形斷面。這種表面溝槽的形態結構是典型的濕紡原絲制備炭纖維的結果,由于濕法紡絲噴絲孔的孔徑比干噴濕紡的孔徑小很多,因此其巴勒斯膨脹效應[17]更加顯著,導致炭纖維表面形成明顯溝槽。濕法紡絲這種表面不規則的形貌使得炭纖維比表面積大,纖維表面的凹凸和溝槽一方面可增大炭纖維的表面積,有利于樹脂與炭纖維的浸潤,同時也利于形成較強的機械鎖合作用[27],促進復合材料的界面粘結,但會加劇成型后復合材料的脆性。同時,這種表面狀態導致其在纏繞工藝過程中易磨損,有起毛現象,在一定程度上影響纖維的強度發揮。
NOL環是基于網格理論發展起來的一種環形試驗件,是纏繞成型復合材料性能綜合考核最簡單的實驗方法。通過NOL環的纏繞實驗和性能測試可為纏繞壓力容器的成型提供有價值的工藝參數和設計參數,也可判定纖維與樹脂配方的界面浸潤性、粘結性及受力狀態下傳遞應力的能力。同時擬采用直徑φ150 mm容器進行纖維復合材料纏繞適配性研究,考核纖維的纏繞工藝性。
應用自研的環氧樹脂基體和表2所列不同紡絲工藝炭纖維進行復合材料NOL環及φ150 mm容器纏繞成型,并進行性能測試,結果見表3和表4。

表3 不同炭纖維復合材料NOL環性能
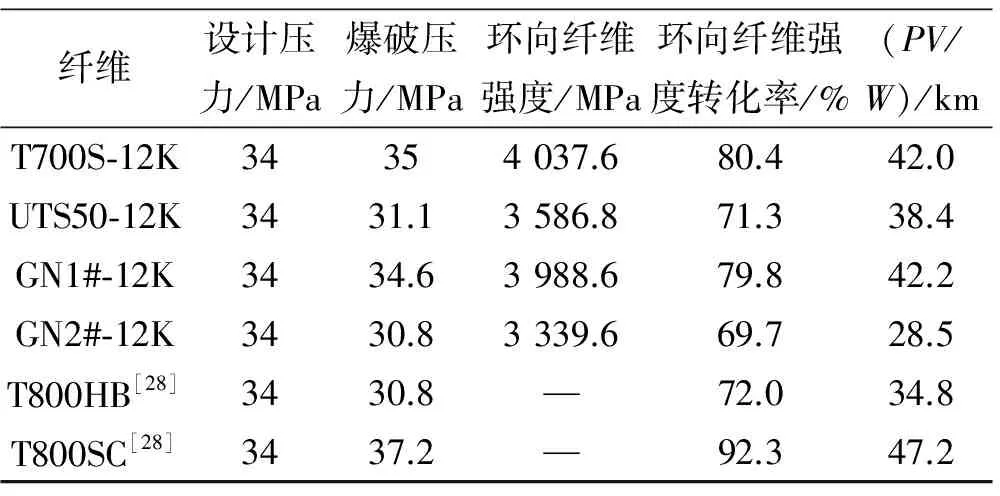
表4 不同炭纖維復合材料φ150 mm容器性能
從表3可看出,濕法紡絲的炭纖維復合材料NOL環拉伸強度和纖維強度轉化率均低于干噴濕紡炭纖維復合材料。T800炭纖維復合材料NOL環性能也證明了這一點。尤其是GN2#-12K炭纖維的強度轉化率最低,而T700S復合材料NOL環拉伸強度和纖維強度轉化率較高。同時也可看出,濕法紡絲的炭纖維復合材料NOL環層間剪切強度要比干噴濕紡炭纖維復合材料高7.4~34.1 MPa。
對不同炭纖維復合材料NOL環斷面做了掃描電鏡照片,如圖2所示。
從圖2不同炭纖維復合材料NOL環破壞斷面形貌可看出,濕法紡絲炭纖維拔出較少,纖維被樹脂基體緊密包裹,呈脆性破壞模式,沒有出現樹脂基體在載荷作用下逐步出現銀紋,與纖維界面脫開而吸收能量的過程,因此試樣的拉伸強度較低。但界面結合緊密有利于保證復合材料的整體性,對承受壓縮及剪切載荷有利。干噴濕紡炭纖維拔出很多,纖維周圍樹脂基本與纖維脫開,呈韌性破壞模式,這種破壞模式可大幅度吸收破壞時的能量,有利于提高復合材料的拉伸強度。
表4結果表明,干噴濕紡炭纖維φ150 mm容器環向纖維強度轉化率接近或超過80%。而濕法紡絲炭纖維的強度轉化率在72%以下,這也是造成濕法紡絲炭纖維φ150 mm容器性能較低的重要原因。其中T800SC炭纖維強度轉化率最高,達到了92.3%。總體而言,干噴濕紡炭纖維比同級別的的濕法紡絲φ150 mm容器環向纖維強度轉化率要高出11.9%~15.4%。
從φ150 mm容器爆破形貌(圖3)也可看出,濕法紡絲(圖3(b)、(d))和干噴濕紡(圖3(a)、(c))炭纖維φ150 mm容器也分別呈脆性和韌性破壞模式。韌性破壞的復合材料纖維拔出多,破壞界面多,破壞時吸收了較多能量,所以其容器爆破強度要高。
由纖維的SEM照片可看出,濕法紡絲炭纖維表面存在沿軸向分布的大量平行溝槽,這些溝槽使得炭纖維在濕法纏繞成型過膠輥時產生應力集中,從而導致纖維起毛磨損嚴重,纖維斷紗增多,降低了纖維強度,不利于纖維強度的發揮。同時纖維與樹脂接觸面積大,結合能力強,在承受拉伸應力時,當樹脂基體發生斷裂時,裂紋擴展至界面處時由于界面結合強度大,裂紋尖端的集中應力無法沿界面結合處釋放,裂紋只能沿垂直纖維單絲方向擴展,由于纖維本身的斷裂延伸率小,對結構的應力集中敏感[29-31],纖維提前斷裂,降低了纖維的發揮性能,復合材料表現出較強的脆性。而干噴濕紡炭纖維的表面較為光滑,其纏繞工藝性較好,纖維與樹脂的結合程度適中,纖維拔出吸收了較多能量,纖維性能也得到了較高的發揮。
5 結論
(1)干噴濕紡炭纖維比濕法紡絲φ150 mm容器環向纖維強度轉化率要高出11.9%~15.4%,濕法紡絲的炭纖維復合材料NOL環層間剪切強度要比干噴濕紡炭纖維復合材料高7.4~34.1 MPa。
(2)干噴濕紡的炭纖維可應用于固體火箭發動機纏繞殼體、壓力容器等主要承受拉伸應力的領域,可充分發揮其纖維強度;而濕法紡絲工藝制成的炭纖維與樹脂基體結合緊密,利于載荷的傳遞,可應用于承受壓縮剪切等復雜載荷的領域,從而發揮這2種纖維的不同優勢。
[1] 王成國,朱波.聚丙烯腈基碳纖維[M].北京:科學出版社,2011:1-2.
[2] 魏虹,劉義華,張志斌,等.耐160℃環氧樹脂及其在纏繞殼體上的應用技術研究[J].航天制造技術,2014(5):22-25.
[3] 田振生,賈曉龍,柳柏楊,等.大型碳纖維復合材料氣瓶在壓縮天然氣儲運領域中的研制與應用進展[J].玻璃鋼/復合材料,2013(5):62-66.
[4] 韋生文,白一峰.大長徑比高剛性碳纖維桿纏繞成型工藝研究[J].電子工藝技術,2015,36(1):55-58.
[5] 李玉峰,李玲麗,潘宗友,等.一種衛星用鈦內襯-碳纖維纏繞復合材料氣瓶特性研究[J].宇航學報,2014,35(11):1318-1325.
[6] 楊海濤,尉世厚,徐小明.國產高模量碳纖維纏繞成形參數控制方法[J].安徽工業大學學報(自然科學版),2014,31(1):64-67,106.
[7] 鄒財勇,楊濤,葛邦.多絲束碳纖維濕法纏繞系統研究[J].玻璃鋼/復合材料,2013(23):52-54.
[8] 趙飛.封頭開有極孔的CFRP壓力容器殼體的有限元分析[J].內蒙古工業大學學報(自然科學版),2015,34(3):190-194.
[9] 齊磊,趙栗君,劉揚濤,等.纏繞成型碳纖維/環氧樹脂復合材料水煮老化性能的實驗研究[J].纖維復合材料,2015(2):19-21.
[10] 祖磊,王繼輝,李書欣,等.金屬內襯碳纖維全纏繞氣瓶的有限元分析[J].玻璃鋼/復合材料,2014(11):30-35.
[11] 許光,王洪銳,賀啟林,等.碳纖維纏繞復合材料氣瓶沖擊試驗研究[J].壓力容器,2014,31(11):26-31.
[12] 張娟,張麟,馬質璞,等.CFRP纏繞壓力容器的爆破試驗與有限元分析[J].內蒙古工業大學學報(自然科學版),2014,33(1):32-36.
[13] 詹望.碳纖維纏繞式復合氣瓶的定期檢驗[J].價值工程,2013(28):314-315.
[14] 樊鈺,葉定友,陳汝訓.溫度影響下炭纖維/環氧樹脂復合材料性能預示[J].固體火箭技術,2013,36(6):831-835.
[15] 徐仲榆.我國在生產碳纖維過程中應解決的一些問題[J].材料導報,2000,14(11):16-18.
[16] 吳歷斌,吳糧華,高相東.PAN-CF 的技術發展及應用(1)[J].高科技纖維與應用,2010,35(1):47-52.
[17] 賀福.碳纖維及石墨纖維[M].北京:化學工業出版社,2010:75-86.
[18] 陳方泉,陳惠芳,潘鼎.干濕法高性能聚丙烯腈基碳纖維原絲的制備[J].化工新型材料,2003,31(11):11-15.
[19] 高健,陳惠芳.用于碳纖維的聚丙烯腈原絲及其干濕法成型[J].化工新型材料,2002,30(4):13-16.
[20] 李崇俊,劉建軍,劉勇瓊,等.高性能聚丙烯腈基碳纖維工程化研制及應用進展[J].高科技纖維與應用,2011,36(5):7-14.
[21] 侯愛玲,陳惠芳.PAN原絲性能對比及對碳纖維性能的影響研究[J].化工新型材料,2005,33(7):4-6.
[22] 賀福.高性能碳纖維原絲與干噴濕紡[J].高科技纖維與應用,2004,29(4):6-12.
[23] 全國纖維增強塑料標準化技術委員會.GB/T1458—2008 纖維纏繞增強塑料環形試樣力學性能試驗方法[S].北京:中國標準出版社,2008.
[24] 全國纖維增強塑料標準化技術委員會.GB/T6058—2005 纖維纏繞壓力容器制備和內壓試驗方法[S].北京:中國標準出版社,2005.
[25] 秦志全,周霞.二甲基亞砜法聚丙烯腈原絲干濕紡與濕紡成形工藝的比較[J].高科技纖維與應用,2006,31(3):15-18.
[26] 徐梁華.PAN干濕法紡絲工藝中原絲的表面溝槽形態[J].高科技纖維與應用,2001,26(2):21-24.
[27] 王明先,王榮國,劉文博.國產高性能碳纖維組織結構表征與性能分析[J].玻璃鋼/復合材料,2007(1):28.
[28] 張世杰,廖英強,崔紅,等.碳纖維微觀形態對纏繞復合材料性能發揮率的影響[C]//SAMPE中國2014年年會論文集,2014.
[29] 郭峰,張煒,王曉潔,等.碳纖維/環氧國體火箭發動機殼體補強現狀[J].纖維復合材料,2008,35(3):35-38.
[30] Yves Coste,Jean-Marc Gautier.Strategic missile solid rocket motor cases qualification[R].AIAA-2006-4597.
[31] Perugini P,Mataloni A,Betti F.Damage tolerance approach to SRM composite cases[R].AIAA-2004-4213.
(編輯:薛永利)
Effects of spinning process on carbon fiber wet winding composite strength transformation ratio
CHENG Yong1,2,HOU Xiao3,ZHANG Shi-jie4,CHENG Wen1
(1.Xi'an Aerospace Composites Research Institute,Xi' an 710025,China;2.National and Local Union Engineering Research Center of High-performance Carbon Fiber Manufacture and Application, Xi' an 710089, China;3.The Fourth Academy of CASC,Xi' an 710025,China;4.Department of Applied Chemistry,School of Science,Northwestern Polytechnical University,Xi'an 710072,China)
Through the experimental study of the surface state of different spinning process polyacrylonitrile-based carbon fiber and NOL ring andφ150 mm pressure vessels wound with the different spinning process polyacrylonitrile-based carbon fiber reinforced composite,the effects of spinning process on wet winding composite polyacrylonitrile-based carbon fiber strength transformation ratio were analyzed.The results show that the circumferential strength transformation ratio ofφ150 mm pressure vessels wound with the dry jet-wet spinning carbon fiber is increased by 11.9%~15.4% compared with that of wet spinning carbon fiber.The interlaminar shear strength of NOL rings wound with the dry jet-wet spinning carbon fiber is increased by 7.4~34.1 MPa compared with that of wet spinning carbon fiber.Therefore,the dry jet-wet spinning carbon fiber can be used in solid motor winding shell,pressure vessels and other tensile load bearing field,which can give full play to its strength.The wet spinning carbon fiber is well integrated with the resin matrix,which is beneficial for load transfer and can be used in compression shear complex load bearing field.
spinning process;wet winding;composite;polyacrylonitrile-baced carbon fiber;strength transformation ratio
2015-06-24;
2015-06-30。
高性能碳纖維項目(JPPT-CHTXW-1-2)。
程勇(1970—),男,研究員,研究方向為結構復合材料。E-mail:chengyong109@163.com
V258
A
1006-2793(2017)02-0239-05
10.7673/j.issn.1006-2793.2017.02.019
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
