泵殼加工精度及工藝分析
2017-05-05 14:38:41李文婕
中國高新技術企業 2017年5期
摘要:文章以壓裂泵泵殼為研究對象,從泵殼的特點與需要保證加工精度的加工部位入手,介紹了泵殼加工所應遵循的基本加工工藝路線,并從基準的選擇、夾具的使用、試切的運用、軸承孔的加工方式等方面介紹了保證泵殼精度的主要工藝措施。
關鍵詞:泵殼;加工精度;加工工藝;壓裂泵;機械加工 文獻標識碼:A
中圖分類號:TG659 文章編號:1009-2374(2017)05-0106-02 DOI:10.13535/j.cnki.11-4406/n.2017.05.051
箱體類零件廣泛的運用在各類機械整機產品中,機器中的軸、軸承、齒輪等部件需要通過箱體將其關聯成一個整體,因此箱體也是機器中最基礎的零件之一。箱體各部分的結構和尺寸決定了其內部的零件的相互位置關系,并保證內部零件一定的傳動規律,使得機器能夠按照預定的運動規律來運動,從而實現我們需求的機器的功能。壓裂泵是油田壓裂作業的核心部件,壓裂泵動力端中的泵殼使動力端內部的軸承、曲軸、連桿等零件結合成一體并保證它們的相互位置關系與運動規律,使壓裂作業能夠順利進行。因此,泵殼的加工質量直接影響到泵總成的裝配精度和運動精度,并且對泵總成的使用性能和壽命也有著決定性的影響。
1 泵殼的特點
(1)泵殼多為鑄造件,也有一部分鍛件,結構復雜,整體的剛性較差;(2)需要進行多工位孔系以及平面的加工,并且軸承孔的同軸度、拉桿孔的位置度、端面與軸承孔軸線的垂直度等形位公差及空間位置度要求較嚴,要保證必要的位置精度要求,必須在一次裝夾中完成一系列銑面、鏜孔、鉆、鉸孔等多工序;(3)精度要求較高,特別是對于軸承孔以及定位銷孔,尺寸公差要求較高;(4)加工內容多,需要經過銑面、鏜削軸承孔、深槽銑削、攻螺紋等加工,需要頻繁更換
刀具。
2 泵殼的主要加工部位
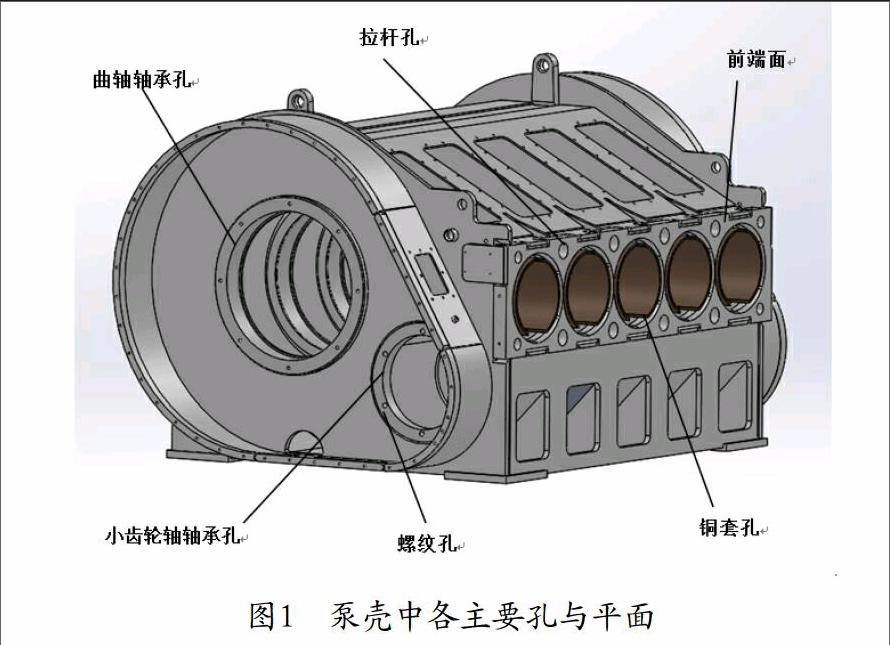
泵殼上的結構主要包括用于鑲軸承的軸承孔、拉桿孔、定位銷孔、與十字頭箱體或泵頭體配合的端面等。歸結起來,泵殼中需要加工的部位分為以下三類:
2.1 泵殼上的平面
除了基面底平面外,還有前端面、蓋板平面的加工。前端面的加工質量直接影響到泵殼在與液力端裝配時的接觸剛度和位置精度。
2.2 泵殼上的孔以及孔系
主要包括軸承孔、孔內環槽、銅套孔、拉桿孔、定位銷孔等。軸承孔本身的尺寸精度、形狀精度要求較高,并且在同一軸線上的一組軸承孔的同軸度有嚴格的要求,平行的兩組軸承座孔之間也有嚴格的平行度要求。若軸承孔的同軸度不能得到保證,會使裝入的曲軸一直處在別勁的狀態,在運轉過程中會使軸的運轉情況惡化,溫度升高、軸承磨損加劇,甚至直接導致曲軸根本無法裝入泵殼之中。若兩組軸承孔之間的平行度不能得到保證,會導致大齒輪和小齒輪軸的嚙合精度下降,引起振動和噪聲,影響齒輪壽命。在裝配泵殼與十字頭箱體時,是靠定位銷孔和箱體來定位,因此定位銷孔的尺寸精度和孔距精度的要求都比較嚴格。一般一個泵殼上有8~20個拉桿孔,與十字頭箱體和泵頭體上的拉桿孔一一對應,因此對拉桿孔的孔距精度也要求較高,否則容易導致拉桿不能全部安裝到位。
2.3 其他部分
各螺紋孔以及吊孔凸臺面。
3 泵殼加工工藝路線的擬定
3.1 先面后孔
先加工面,加工出的基準面可以為后續的工序提供一個定位基準,加工出的相關面可以用于校正毛坯。在加工泵殼時,先將泵殼的底平面銑到位,再以底平面定位來銑前端面,這樣找正前端面后再結合鉗工劃的中心圍線便可以校正泵殼毛坯。
由于毛坯表面往往凹凸不平,如果在這種情況下直接加工孔,在加工過程中極易產生沖擊振動、損壞刀刃。在我們實際加工中,由于表面狀況不好而導致的刀刃損壞現象是比較常見的。并且在先加工平面后,如軸承座的端面、泵殼的前端面,消除了表面凹凸不平的現象,在機床上找正、打坐標才能方便,找到軸承孔、拉桿孔等的位置才能更加準確,從而使加工精度得到相應的保證。銑削時的切削力比較大,在銑削時工件很容易產生變形,我們在加工時先進行銑面的工序,可以使其有一段恢復的時間,以減少由變形引起的對孔的精度的影響。
3.2 粗精分開,先粗后精
在加工時,刀具的切削力、夾具的夾緊力以及產生的切削熱都會造成短時間內泵殼的變形,如果在這種情況下直接完成平面以及孔的精加工,等到變形恢復后,必然會造成泵殼上的這些平面和孔的位置與尺寸的偏離,精度無法保證。因此,在加工泵殼時,必須先對軸承孔、銅套孔等相關孔系以及泵殼前端面、軸承座端面等平面進行粗加工,之后再進行這些部位的精加工。
3.3 工序集中,先主后次
泵殼上存在一些相互位置要求較高的孔及平面,如拉桿孔、定位銷孔、軸承孔及其端面,這些有相互位置要求的部位需要在同一道工序中加工,以減少裝夾次數,使泵殼在整個加工過程中基準盡量統一,將基準不重合誤差盡量降到最小。
4 保證泵殼精度的其他主要工藝措施
4.1 基準的選擇
劃線時,選用相距最遠的兩端的軸承孔作為基準,保證加工時各軸承孔的余量均勻,鏜孔時,選用泵殼底平面作為加工基準。在加工泵殼的軸承孔時,考慮到機床精度的限制,在銑底平面的同時,在泵殼前端面上銑一基準,保證與底平面和軸承座端面垂直,作為鏜軸承孔的找正工藝基準。鏜孔軸承孔時,只需要校正,按照工藝基準找正鏜孔就可以了,這樣也是利用銑基準的方法彌補機床精度不足的不利因素。
4.2 夾具使用
泵殼同其他箱體一樣,整體剛性較差,在加工過程中容易產生夾緊變形、切削變形。在粗加工時,上緊夾具,使之有較大的夾緊力以承受粗加工時較大的切削力。在精銑前端面以及精鏜軸承座孔和端面的時候,人為將壓板放松,使變形消除后再重新上緊夾具,但是需要適當調整夾緊力,用較小的夾緊力以使夾緊變形變小,從而使加工精度滿足設計要求。
為了減少變形量,在加工過程中可以使用輔助支撐。在使用輔助支撐時,輔助支撐夾緊的位置應該靠近底面支撐墊塊。在加工前端面時,輔助支撐要靠近前端面,以減小夾緊變形對前端面加工的影響,但是需要注意的是輔助支撐不能位于被加工孔的正上方,否則會影響到被加工孔的精度。
4.3 試切的運用
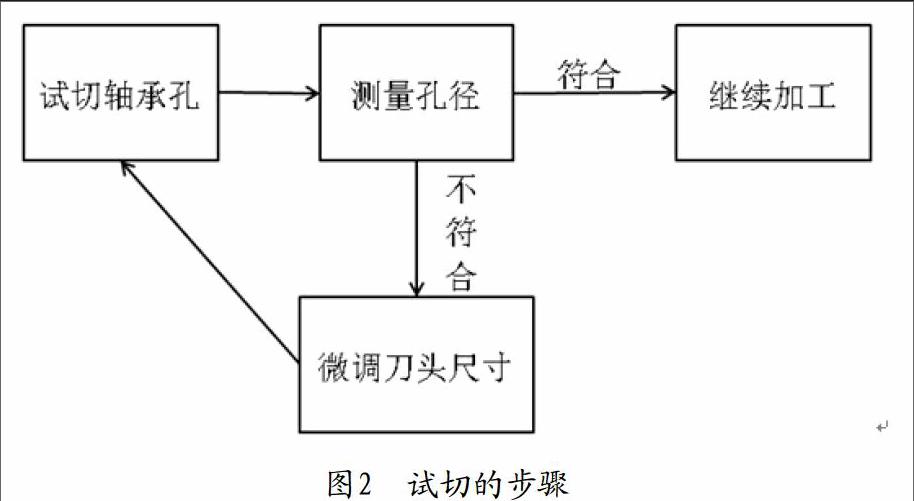
在使用刀具鏜孔的時候,選擇的切削用量、當下所鏜部位的具體的材質、硬度等多方面的因素都會對鏜孔的精度產生影響,如果只是按理想情況下將刀頭的尺寸調整到所要加工的孔的尺寸,那么在這些因素的影響下所鏜出的孔難以達到所要求的尺寸精度。所以在鏜軸承孔時,我們需要進行這樣的步驟:試切工件—測量孔徑—微調刀頭尺寸。并且這樣的步驟常常需要反復進行,直到所調出的刀頭鏜出的孔的精度能達到我們的預期為止。
在鏜泵殼中的軸承孔時,一定要按照上圖所示的流程來進行試切步驟,以確保精鏜出的軸承孔達到所需的精度。
4.4 軸承孔兩頭鏜
一般來說,泵殼中有4~6道軸承孔位于同一軸線上,軸承孔的跨距較大。這樣造成兩方面的問題:一是跨度過大,沒有這么長的刀桿;二是即使有足夠長的刀桿,在刀桿伸出過長時,刀桿長徑比增加,剛度變差,鏜孔時發顫,精度嚴重受到影響。
針對以上問題,鏜軸承孔時應采取兩頭鏜的方式,先在一頭鏜出一半數量的軸承孔,再將工作臺旋轉180度,從另一頭鏜剩下的孔。需要注意的是,由于機床自身的誤差,將工作臺旋轉180度后,需要重新找正軸承孔的中心,將機床的中心與軸承孔調重合,這樣才能保證軸承孔的同軸度。
5 結語
以上泵殼的相關加工工藝,是結合了箱體加工理論以及多年的泵殼加工經驗的基礎上總結出來的,實踐證明這些措施是能有效提高泵殼的加工精度的。當然,上述只是一部分我們在現有的基礎上總結出的方法,要更好地提高泵殼的加工精度,還需要不斷探討和研究。
參考文獻
[1] 王鳳平.機械制造工藝學[M].北京:機械工業出版社,2012.
[2] 張世有.箱體零件的加工工藝分析[J].機械與電子,2010,(17).
作者簡介:李文婕(1989-),女,湖北京山人,中石化石油工程機械有限公司第四機械廠助理工程師,碩士。
(責任編輯:蔣建華)