中日白色家電業(yè)發(fā)展形態(tài)比較
2017-01-11 02:42:10撰文李雪蓉沈榆
創(chuàng)意設(shè)計(jì)源 2016年3期
撰文:李雪蓉,沈榆
中日白色家電業(yè)發(fā)展形態(tài)比較
撰文:李雪蓉,沈榆
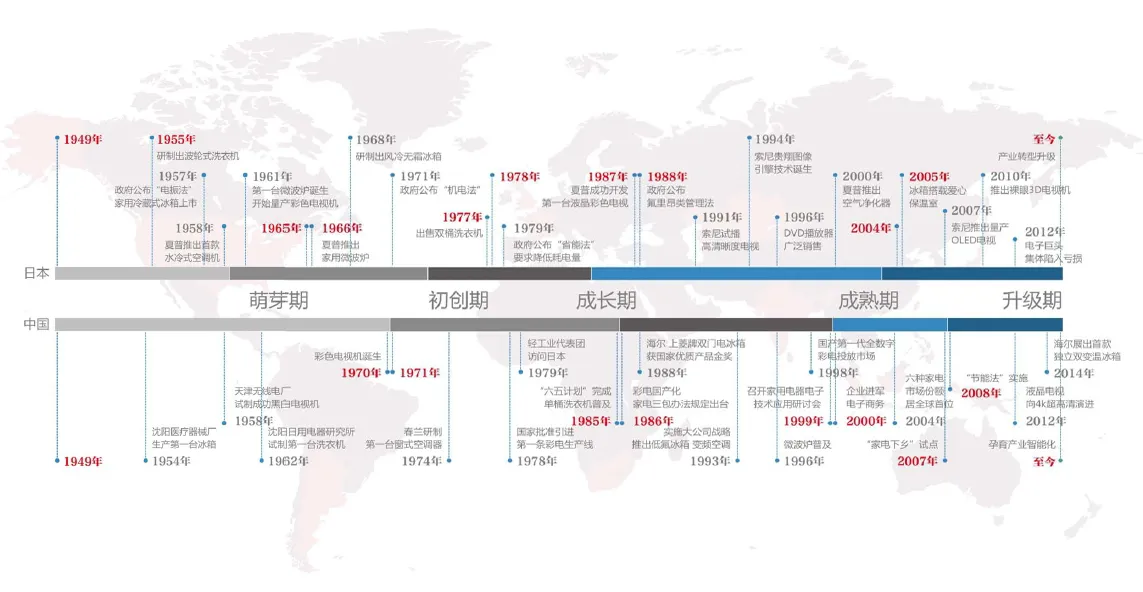
圖1 中日白色家電發(fā)展歷程時(shí)間線
白色家電作為耐用消費(fèi)品,發(fā)展至今已逾百年歷史,從最初滿(mǎn)足人們需求的奢侈品,演變?yōu)榉?wù)于人、改善以至美化人們生活的必需品。白色家電所凝聚的人與產(chǎn)品、人與機(jī)器關(guān)系的思考在當(dāng)下新的物質(zhì)、文化語(yǔ)境中仍能給我們帶來(lái)啟示。中日兩國(guó)一衣帶水,文化和習(xí)俗上的相似性使兩國(guó)白色家電業(yè)相互關(guān)聯(lián)、影響,但在不同的歷史階段又呈現(xiàn)出各自鮮明的特點(diǎn),其中經(jīng)典產(chǎn)品和設(shè)計(jì)典范體現(xiàn)了當(dāng)時(shí)經(jīng)濟(jì)條件、宏觀政策、技術(shù)水平以及設(shè)計(jì)理念等多種因素作用的結(jié)果。以時(shí)間為線索,分析歸納了兩國(guó)白色家電業(yè)在不同時(shí)期的發(fā)展形態(tài),論述了發(fā)展的共同點(diǎn)與差異性,以及對(duì)當(dāng)下中國(guó)電器產(chǎn)品的借鑒意義。
白色家電;政策;技術(shù);設(shè)計(jì)實(shí)踐;品牌
白色家電(下文或簡(jiǎn)稱(chēng)“白電”)是家用電器的一種,主要有電視機(jī)、電冰箱、電子烤爐、空調(diào)等。早期白電因其內(nèi)置發(fā)動(dòng)機(jī)體積大、實(shí)際容積大,為使電器本身看起來(lái)扁平,并與廚房、衛(wèi)生間等環(huán)境相協(xié)調(diào),多選白色,同時(shí)白色可以有效防止電器內(nèi)部能量的散失,故得名。從本質(zhì)上看,白電是將電能轉(zhuǎn)換為熱能、動(dòng)能進(jìn)行工作的家電產(chǎn)品,用以分擔(dān)人們的家務(wù)勞動(dòng)。
白電的前進(jìn)軌跡是亞洲地區(qū)工業(yè)化道路的縮影,在這一過(guò)程中,日本最先形成了較完備的家用電器消費(fèi)市場(chǎng)并保持領(lǐng)先,而中國(guó)緊隨其后建立起世界上最大的白電生產(chǎn)基地。縱觀兩國(guó)的白電發(fā)展歷程(圖1),前人的智慧和發(fā)展的客觀差異性給當(dāng)下的設(shè)計(jì)帶來(lái)了無(wú)盡的啟示。在研究不同發(fā)展形態(tài)產(chǎn)生的原因時(shí),既要看到它的階段性特點(diǎn),也要依托歷史發(fā)展脈絡(luò),將其置于社會(huì)整體的構(gòu)成中進(jìn)行考察,通過(guò)探尋創(chuàng)造的本質(zhì)、設(shè)計(jì)的思維方式與表達(dá)方式以惠助我國(guó)家電業(yè)的持續(xù)性發(fā)展,于積累中實(shí)現(xiàn)超越。
一、白色家電業(yè)萌芽期——蹣跚學(xué)步
白色家電業(yè)在日本發(fā)展的第一階段是1955-1965年,伴隨著戰(zhàn)后混亂到經(jīng)濟(jì)開(kāi)始步入高速發(fā)展時(shí)期;在中國(guó)是1949-1970年,這一時(shí)期,第一個(gè)國(guó)民經(jīng)濟(jì)發(fā)展五年計(jì)劃成就斐然,但隨后的政治運(yùn)動(dòng)使經(jīng)濟(jì)陷入了嚴(yán)重困難時(shí)期。
戰(zhàn)后初期,隨著日本國(guó)民收入增加、大城市消費(fèi)增長(zhǎng),人們對(duì)家電的需求擴(kuò)大,家電也在一定程度上改變了家庭的空間布局、日常活動(dòng)和家庭成員的角色;同時(shí),政府限制國(guó)外產(chǎn)品輸入的政策刺激了家電業(yè)的生產(chǎn),包括東芝、日立、三菱電機(jī)在內(nèi)的日本各家用電器廠商與歐美企業(yè)開(kāi)展技術(shù)合作的模式盛行開(kāi)來(lái)。據(jù)日本通產(chǎn)省統(tǒng)計(jì),作為“第一次家用電器熱”階段的帶頭產(chǎn)品,1955年,電視機(jī)總生產(chǎn)臺(tái)數(shù)僅為14萬(wàn)臺(tái),普及率為2.7%;到1964年,電視機(jī)總生產(chǎn)臺(tái)數(shù)達(dá)到530萬(wàn)臺(tái),普及率為93%。此時(shí)電視機(jī)與冰箱、洗衣機(jī)成為日本家電目錄中的“三大件”;而中國(guó)同時(shí)期的“老四件”為手表、自行車(chē)、縫紉機(jī)、收音機(jī),受到技術(shù)條件和消費(fèi)能力的限制,家電產(chǎn)品尚未進(jìn)入家庭領(lǐng)域,少量產(chǎn)品只供科研、醫(yī)療單位使用。
這一時(shí)期日本處于工業(yè)化、城市化早期,在崇尚西化的影響下抓住了家電發(fā)展的先機(jī),大批量產(chǎn)銷(xiāo)滿(mǎn)足人們基本需求的產(chǎn)品;批量生產(chǎn)又使得家電價(jià)格不斷降低、刺激消費(fèi);設(shè)計(jì)以功能性為主旋律,結(jié)構(gòu)簡(jiǎn)單,操作便捷,排除了人們對(duì)機(jī)械的抵制,家電工業(yè)在西化與本土化的良性互動(dòng)中發(fā)展,初具雛形。同時(shí)期的中國(guó)家電業(yè)還未拉開(kāi)發(fā)展的序幕。
二、白色家電業(yè)初創(chuàng)期——苦心經(jīng)營(yíng)
在日本人民的生活方式被完全改變的時(shí)代,勞動(dòng)人口從第一產(chǎn)業(yè)轉(zhuǎn)移到第二產(chǎn)業(yè),戰(zhàn)后“人口稠密”的一代形成“新中產(chǎn)階級(jí)”,城市高層住宅興起,以家庭為單位的大眾消費(fèi)也全面崛起,日本迎來(lái)了“第二次家用電器熱”,白色家電在日本發(fā)展的第二階段是1966-1977年;中國(guó)家電業(yè)發(fā)展壯大的契機(jī)是改革開(kāi)放,1971-1985年是其嶄露頭角的歷史里程。

圖2 日本電子工業(yè)高速度發(fā)展原因
1955年起日本家電工業(yè)起步,大型家用電器不斷投放市場(chǎng),滿(mǎn)足了人們飲食起居的基本需求,家電產(chǎn)品以美觀、實(shí)用為要,明顯帶有東方國(guó)家的特色。這一熱潮中,彩色電視機(jī)、電子烤爐和空調(diào)成為了“新三大件”,進(jìn)一步鞏固了家電業(yè)的大工業(yè)地位。
初創(chuàng)期的日本家電業(yè)得益于電子工業(yè)化的穩(wěn)步推進(jìn)(圖2)。在政策層面上,最重要的兩項(xiàng)立法分別是1957年公布的“電子工業(yè)振興臨時(shí)措施法”和1971年公布的“特定電子工業(yè)及特定機(jī)械工業(yè)振興臨時(shí)措施法”,法令實(shí)施后政府對(duì)每種機(jī)器的技術(shù)生產(chǎn)制訂了促進(jìn)措施,給予大量的開(kāi)發(fā)促進(jìn)補(bǔ)助金。在市場(chǎng)層面上,1965年日本國(guó)內(nèi)進(jìn)入新的經(jīng)濟(jì)高漲期,人民工資提高快、購(gòu)買(mǎi)力上升,高級(jí)耐用消費(fèi)品需求水漲船高。以冰箱為例,從無(wú)到有的冰箱已不僅僅用作食品保存,更要變身為高端食材儲(chǔ)鮮“專(zhuān)家”。另外多門(mén)冰箱高度高,空間分割清晰,占地面積小而容量大,這樣的結(jié)構(gòu)使其成為當(dāng)時(shí)乃至現(xiàn)在日本冰箱中最主流的形態(tài)。在企業(yè)層面上,大量從國(guó)外購(gòu)買(mǎi)專(zhuān)利權(quán)和設(shè)計(jì)圖紙,自主解決設(shè)備制造、安裝、運(yùn)轉(zhuǎn)、管理等問(wèn)題,而電子工業(yè)的高利潤(rùn)率和積累率為大規(guī)模設(shè)備投資與更新創(chuàng)造了條件,因此企業(yè)能以大量新產(chǎn)品供應(yīng)國(guó)內(nèi)外市場(chǎng)。如1968年索尼公司推出了第一臺(tái)特麗瓏電視機(jī)KV-1310(圖3),特麗瓏顯像管是索尼對(duì)整個(gè)世界產(chǎn)生極大影響力的技術(shù)發(fā)明之一,也是當(dāng)時(shí)電視機(jī)和電腦顯示器最佳品質(zhì)的同義詞,這樣的成功源于工業(yè)技術(shù)發(fā)展、電視機(jī)生產(chǎn)上積累的經(jīng)驗(yàn),以及索尼公司敏銳的市場(chǎng)洞察力和創(chuàng)新的設(shè)計(jì)意識(shí)。
初創(chuàng)期的中國(guó)家電業(yè)雖然和日本相比望塵莫及,但改革開(kāi)放后白色家電走進(jìn)了人民的生活,逐漸步入了發(fā)展正軌。在政策層面上,國(guó)家在“四五計(jì)劃”中強(qiáng)調(diào)發(fā)展輕工業(yè);1978年,對(duì)于幾乎空白的家電業(yè),輕工業(yè)部組織了第一個(gè)家電考察團(tuán)赴日考察,并確立了“鼓勵(lì)引進(jìn)先進(jìn)技術(shù)和裝備”的行業(yè)發(fā)展策略。在市場(chǎng)層面上,國(guó)家綜合實(shí)力增強(qiáng)帶動(dòng)了人均收入和購(gòu)買(mǎi)能力的增長(zhǎng),如同萌芽期的日本市場(chǎng),我國(guó)“新三大件”——洗衣機(jī)、冰箱、電視機(jī)得到了急劇發(fā)展,產(chǎn)量比改革開(kāi)放前增長(zhǎng)了數(shù)百甚至數(shù)萬(wàn)倍。以金星牌電視機(jī)(圖4)為例,1978年國(guó)家批準(zhǔn)上海電視機(jī)廠引進(jìn)全國(guó)第一條彩電生產(chǎn)線,1982年正式竣工投產(chǎn)金星牌彩電。金星彩電選擇的發(fā)展思路是“適度規(guī)模,適當(dāng)份額”、“高科技含量,高品質(zhì)質(zhì)量”,其市場(chǎng)定位于上海本地,通過(guò)從日本引進(jìn)彩色電視機(jī)流水生產(chǎn)線及全套質(zhì)量保證系統(tǒng),產(chǎn)品實(shí)現(xiàn)了多元化,并形成了規(guī)模經(jīng)濟(jì),在上海的市場(chǎng)占據(jù)了絕對(duì)優(yōu)勢(shì)。白色家電帶動(dòng)了一批與之相配套的產(chǎn)品的發(fā)展,造就了輕工業(yè)戰(zhàn)線的一個(gè)新增長(zhǎng)點(diǎn)。值得注意的是,當(dāng)時(shí)這些家電產(chǎn)品的生產(chǎn)條件仍然困難,基本上靠手工勞動(dòng),采用“作坊式”和“地?cái)偸健毖b配,所以產(chǎn)品上市后一旦取得成功,其后幾代基本沿用同樣的造型與款式,改良更新的速度緩慢。在企業(yè)層面上,青島“海爾”、廣東“萬(wàn)寶”、上海“上菱”、北京“雪花”和安徽“美菱”等全國(guó)名企在這一時(shí)期發(fā)展起來(lái),且早期具有相似的發(fā)展模式,即高起點(diǎn)引進(jìn)國(guó)外先進(jìn)生產(chǎn)技術(shù),以及關(guān)鍵部件、配套的小型元器件等。這樣的發(fā)展模式雖然縮短了我國(guó)與發(fā)達(dá)國(guó)家的差距,跨過(guò)了數(shù)十年摸索漸進(jìn)的時(shí)間,但并未通過(guò)消化、吸收形成先進(jìn)的設(shè)計(jì)制造能力,還導(dǎo)致了大量外匯流出。
比較初創(chuàng)期的中日白色家電業(yè),一個(gè)重整旗鼓,艱難探索;一個(gè)如旭日東升,高速發(fā)展。日本用15年在電子工業(yè)道路上取得了勝利,產(chǎn)值僅次于美國(guó),兩次“家用電器熱”既滿(mǎn)足了國(guó)內(nèi)生活水平提高的需要,又在繁榮經(jīng)濟(jì)、占領(lǐng)國(guó)際市場(chǎng)方面收獲了巨大的好處;而中國(guó)自改革開(kāi)放以來(lái)奮起直追,在加速發(fā)展電子工業(yè)的浪潮中做出了力挽狂瀾般的努力。

圖3 索尼電視機(jī)KV-1310

圖4 金星牌B35-1U1,14寸黑白電視(a)

圖4 金星牌B35-1U1,14寸黑白電視(b)
三、白色家電業(yè)成長(zhǎng)期——百花齊放
七十年代以來(lái),世界能源、資源問(wèn)題出現(xiàn)嚴(yán)重問(wèn)題,經(jīng)濟(jì)低迷中的日本政府出臺(tái)政策鼓勵(lì)消費(fèi),產(chǎn)業(yè)結(jié)構(gòu)轉(zhuǎn)向省能源、資源的知識(shí)集約型,而發(fā)展電子、電器是此轉(zhuǎn)型戰(zhàn)略的中心之一。1978-1987年是日本白電業(yè)發(fā)展的巔峰期。中國(guó)白電業(yè)的成長(zhǎng)期是1986-1999年,在計(jì)劃經(jīng)濟(jì)與市場(chǎng)調(diào)節(jié)相結(jié)合的經(jīng)濟(jì)制度下,家用電器在生產(chǎn)技術(shù)、產(chǎn)品質(zhì)量和對(duì)市場(chǎng)的適應(yīng)性上有了很大突破。這是一個(gè)前進(jìn)與調(diào)整并存的時(shí)期,也是合作與競(jìng)爭(zhēng)共生的時(shí)期。
這一階段,日本國(guó)內(nèi)的消費(fèi)單位從家庭拓展到個(gè)人,接受高等教育者走向社會(huì)后追求更合理化的生活,消費(fèi)者熱捧簡(jiǎn)約、優(yōu)質(zhì)的產(chǎn)品,也大量購(gòu)買(mǎi)高檔奢侈品,帶動(dòng)了一批家電新產(chǎn)品的發(fā)展。隨著1979年政府公布省能法,規(guī)定家電生產(chǎn)廠家有義務(wù)降低冰箱、空調(diào)器的耗電量,日本白電產(chǎn)品向多品種、省能源和復(fù)合化方向演進(jìn)。
中國(guó)白電業(yè)發(fā)展的成長(zhǎng)期正趕上國(guó)家新舊體制轉(zhuǎn)軌的過(guò)渡期,“七五計(jì)劃”伊始,針對(duì)經(jīng)濟(jì)增長(zhǎng)過(guò)熱、貨幣投放過(guò)多的情況,以經(jīng)濟(jì)學(xué)家吳敬璉為首的課題組向中央報(bào)送了《當(dāng)前貨幣流通形勢(shì)和對(duì)策》的專(zhuān)題報(bào)告,提出必須制定總體對(duì)策、綜合治理,這份報(bào)告對(duì)1985年宏觀經(jīng)濟(jì)調(diào)控起了重要的推動(dòng)作用。中央的放權(quán)和宏觀調(diào)控的措施使企業(yè)發(fā)展市場(chǎng)的靈活性增強(qiáng),在政策層面深深地影響了范圍廣、跨度大的家電業(yè)。
從初創(chuàng)期到九十年代,中國(guó)逐漸成長(zhǎng)為世界上的家電生產(chǎn)大國(guó),經(jīng)歷了由賣(mài)方市場(chǎng)到買(mǎi)方市場(chǎng)的轉(zhuǎn)變,家電企業(yè)在巨額利潤(rùn)的推動(dòng)下實(shí)現(xiàn)了規(guī)模擴(kuò)張,也帶來(lái)了百姓家電消費(fèi)的“井噴”。成長(zhǎng)期的中國(guó)白電業(yè)也見(jiàn)證了工業(yè)設(shè)計(jì)的高速發(fā)展,并意識(shí)到其在家電產(chǎn)品中應(yīng)用的必要性,國(guó)內(nèi)企業(yè)紛紛聘請(qǐng)?jiān)O(shè)計(jì)師對(duì)產(chǎn)品進(jìn)行升級(jí)換代設(shè)計(jì),對(duì)企業(yè)品牌進(jìn)行梳理, 在工業(yè)設(shè)計(jì)上強(qiáng)調(diào)學(xué)習(xí)西方,突顯產(chǎn)品技術(shù)特性的“高技派”風(fēng)格,將“人機(jī)工學(xué)”作為設(shè)計(jì)思考的重點(diǎn)。1991年上海金星電視機(jī)廠邀請(qǐng)已赴深圳創(chuàng)業(yè)的著名設(shè)計(jì)師傅月明設(shè)計(jì)了28英寸彩色電視機(jī),并命名為“金星——金王子”,投產(chǎn)后迅速成為該廠高端品牌和拳頭產(chǎn)品,在國(guó)際市場(chǎng)也贏得了廣泛的好評(píng)。再以海爾為例,1994年海爾集團(tuán)與日本GK設(shè)計(jì)集團(tuán)共同成立了青島海高設(shè)計(jì)制造有限公司,針對(duì)海爾自身的產(chǎn)品和品牌制定設(shè)計(jì)策略并開(kāi)發(fā)新產(chǎn)品,使得海爾迅速擴(kuò)大了市場(chǎng)占有率。1996年,海爾第一臺(tái)“小小神童”洗衣機(jī)(圖5)誕生,當(dāng)年的6月至9月是洗衣機(jī)銷(xiāo)售淡季,這是一個(gè)難得的市場(chǎng)信號(hào),海爾發(fā)現(xiàn)了夏季洗衣機(jī)市場(chǎng)的空白,研發(fā)出時(shí)尚迷你型“及時(shí)洗”洗衣機(jī)、甩干型“小小神童”全自動(dòng)洗衣機(jī)、無(wú)孔脫水“小小神童”全自動(dòng)洗衣機(jī),具有技術(shù)增強(qiáng)和豐富功能的新產(chǎn)品讓消費(fèi)者眼前一亮并瘋狂購(gòu)買(mǎi)。“小小神童”如此大的市場(chǎng)魅力在于,作為小型洗衣機(jī)的市場(chǎng)先行者,除了體積、容量更適合夏季居家使用外,還能夠殺菌和消毒;另外“小小神童”白色外觀簡(jiǎn)潔素雅,機(jī)身圓潤(rùn),面板上的電源開(kāi)關(guān)、水位旋鈕、進(jìn)水閥一目了然,正面兩條分割線大方而流暢,上蓋與箱體的連接處留有抓手方便開(kāi)合,底座線條收攏,整機(jī)一改以往笨重冰冷的造型,拉近了產(chǎn)品與使用者、使用環(huán)境的距離。這樣的成功表明了企業(yè)需要緊跟本土市場(chǎng)動(dòng)向,不同時(shí)期的設(shè)計(jì)經(jīng)驗(yàn)反映了不同時(shí)代人們對(duì)“好產(chǎn)品”的不同定義,也保留了國(guó)內(nèi)消費(fèi)者共同的、長(zhǎng)久的審美訴求與情感期望。
比較成長(zhǎng)期的中日白色家電業(yè),雖然分別是迅速上升和穩(wěn)健領(lǐng)跑兩個(gè)截然不同的發(fā)展形態(tài),但都有著在國(guó)內(nèi)市場(chǎng)上家電品牌百花齊放、在國(guó)際市場(chǎng)上家電企業(yè)日益壯大的相似點(diǎn)。盡管經(jīng)濟(jì)告別了高速增長(zhǎng)期,但日本已是發(fā)達(dá)國(guó)家,當(dāng)財(cái)富積累到一定程度后,人們開(kāi)始追求存在感和個(gè)人風(fēng)格,家電企業(yè)從節(jié)省能量和資源、改進(jìn)結(jié)構(gòu)和性能、采用電子技術(shù)等方面進(jìn)行了新的開(kāi)發(fā)。中國(guó)白電業(yè)此時(shí)的發(fā)展情況更像上一階段處于黃金期的日本,收入的普遍提高激發(fā)了人們的消費(fèi)熱情,催生了一批代表“中國(guó)制造”的民族企業(yè),這些企業(yè)靠著自身的努力,在中國(guó)家電從無(wú)到有、從有到優(yōu)的過(guò)程中不斷改寫(xiě)輝煌。

圖7 美的嵌入式廚電
四、白色家電業(yè)成熟期——理性回歸
成熟期即1988-2004年的日本白電業(yè)繼續(xù)蓬勃發(fā)展,國(guó)內(nèi)泡沫經(jīng)濟(jì)的崩潰使得企業(yè)經(jīng)營(yíng)困難,在頂著中韓等后起之秀低成本優(yōu)勢(shì)和美國(guó)等發(fā)達(dá)國(guó)家技術(shù)優(yōu)勢(shì)的壓力下,日本白電業(yè)面臨嚴(yán)峻的考驗(yàn)和挑戰(zhàn)。中國(guó)白電業(yè)發(fā)展的成熟期是2000-2007年,在飛快走過(guò)了與日本工業(yè)化相似的道路后,中國(guó)家電企業(yè)將被認(rèn)為是新關(guān)隘的“夕陽(yáng)產(chǎn)業(yè)”的白電業(yè)發(fā)展得如火如荼。成熟期是兩國(guó)白電業(yè)經(jīng)歷多年發(fā)展后的理性回歸期,也是從這時(shí)開(kāi)始,日本的國(guó)際白電霸權(quán)地位開(kāi)始轉(zhuǎn)移,我國(guó)抓住機(jī)遇奮起直追,產(chǎn)生了龐大的生產(chǎn)制造能力。

圖5 海爾“小小神童”洗衣機(jī)
1988年是日本國(guó)內(nèi)繼1974年、1979年后出現(xiàn)的第三次白電需求高峰期,也是白電產(chǎn)品在功能與情感中尋求平衡的發(fā)展期。家電企業(yè)注重集成化設(shè)計(jì),多采用中等明度、低純度的色彩,將電器產(chǎn)品作為使用環(huán)境的有機(jī)組成部分來(lái)進(jìn)行設(shè)計(jì),并將控制面板等作為影響人機(jī)交互的重要因子納入設(shè)計(jì)范疇,這樣的人性化考量有利于提高民眾對(duì)本土品牌的依賴(lài)感。
日本產(chǎn)業(yè)的高速發(fā)展進(jìn)入21世紀(jì)后出現(xiàn)較大衰落,人口老齡化和出生率下降導(dǎo)致內(nèi)需不足,用高價(jià)把“日本制造”推向海外的時(shí)代已經(jīng)過(guò)去,企業(yè)開(kāi)始冷靜思考如何從價(jià)格戰(zhàn)爭(zhēng)中掙脫出來(lái),做出富有特色的產(chǎn)品,提高非價(jià)格競(jìng)爭(zhēng)力。如2001年“21世紀(jì)的電視”——夏普AQUOS(圖6),從電路設(shè)計(jì)到液晶屏均由企業(yè)研發(fā),除了高畫(huà)質(zhì)和高音質(zhì),還綜合實(shí)現(xiàn)了低消費(fèi)電力化、長(zhǎng)壽命設(shè)計(jì)、省規(guī)格化等優(yōu)異性能。工業(yè)設(shè)計(jì)師喜多俊之先生將傳統(tǒng)的漆器工藝應(yīng)用于AQUOS的外觀設(shè)計(jì),無(wú)論是畫(huà)面出現(xiàn)的時(shí)候,還是影像消失的一瞬間,都會(huì)看到美麗的視覺(jué)裝飾。此外AQUOS也融入了西洋式房間和日本傳統(tǒng)房間構(gòu)造的美感,曲線柔和,又不乏棱角,是工藝傳承與技術(shù)創(chuàng)新的典范之作。成熟期的日本白電產(chǎn)品在平衡中發(fā)展,不僅在安全性、經(jīng)濟(jì)性、外觀、技術(shù)中實(shí)現(xiàn)平衡,也考慮人們使用時(shí)是否感到舒適,是否能在溫和的體驗(yàn)中保持這種平衡,以適應(yīng)日趨成熟的消費(fèi)和使用心理,但日本白電業(yè)整體日漸式微已無(wú)法避免。
加入世貿(mào)、介入互聯(lián)網(wǎng)、組建反價(jià)格戰(zhàn)聯(lián)盟,這一連串的大事件令中國(guó)家電業(yè)在新世紀(jì)初高速震蕩,大型連鎖家電賣(mài)場(chǎng)的促銷(xiāo)活動(dòng)使人目不暇接,一種前所未有的興奮、幸福和滿(mǎn)足感激蕩于人們的內(nèi)心。2000-2004年間,雖然行業(yè)內(nèi)曾出現(xiàn)企業(yè)利潤(rùn)持續(xù)下滑、整體不景氣的現(xiàn)象,但仍有以海爾、美的為代表的一批企業(yè)實(shí)現(xiàn)了業(yè)績(jī)?cè)鲩L(zhǎng)、規(guī)模擴(kuò)大的目標(biāo),形成了環(huán)繞廣東、江蘇沿長(zhǎng)江流域和山東膠東半島的三大產(chǎn)業(yè)圈。白電產(chǎn)品的消費(fèi)特征從單一灰度向?qū)嵱没⒍鄻踊D(zhuǎn)變,購(gòu)買(mǎi)能力從“買(mǎi)得起”向“買(mǎi)好的”過(guò)渡,高端家電走入了尋常百姓家。以2003年海爾推出的“雙動(dòng)力”洗衣機(jī)為例,該產(chǎn)品擁有30多項(xiàng)專(zhuān)利技術(shù),綜合了波輪式、滾筒式、攪拌式三種洗衣機(jī)的優(yōu)點(diǎn)。憑借杰出的洗滌效果,“雙動(dòng)力”系列洗衣機(jī)長(zhǎng)期占據(jù)了國(guó)內(nèi)高端洗衣機(jī)市場(chǎng)一半的份額,三年內(nèi)市場(chǎng)銷(xiāo)量突破了200萬(wàn)臺(tái)。這樣的成功源于企業(yè)對(duì)消費(fèi)市場(chǎng)的精準(zhǔn)把握,通過(guò)持續(xù)的技術(shù)創(chuàng)新,逐步滿(mǎn)足了中國(guó)百姓對(duì)審美、功能的需求,使產(chǎn)品更適合國(guó)內(nèi)的消費(fèi)、使用習(xí)慣,并很好地利用了品牌延伸策略,以高端市場(chǎng)的優(yōu)勢(shì)培育中低端市場(chǎng),提升了企業(yè)的設(shè)計(jì)實(shí)踐。2007年隨著山東、河南、四川三省開(kāi)展“家電下鄉(xiāng)”試點(diǎn),白電產(chǎn)品的國(guó)內(nèi)需求快速增長(zhǎng),為最終形成擁有較強(qiáng)技術(shù)開(kāi)發(fā)能力的成熟白電業(yè)提供了一片廣闊的沃土。
在白電業(yè)微利的成熟期里,市場(chǎng)需求量已趨向飽和,價(jià)格戰(zhàn)此起彼伏。從發(fā)展形態(tài)上看,日本白電業(yè)在最短的時(shí)間內(nèi)吸收了西方電器制造技術(shù)的精華,憑借精益精神實(shí)現(xiàn)技術(shù)趕超,在“一仿、二改、三創(chuàng)”的方針下完成國(guó)產(chǎn)化,創(chuàng)造出一整套適合本國(guó)情況的技術(shù)特色,多年摸索后日本白電無(wú)論在產(chǎn)量還是質(zhì)量上都達(dá)到了世界先進(jìn)水平。進(jìn)入21世紀(jì)后,當(dāng)人們不再以“耐用”衡量產(chǎn)品價(jià)值,當(dāng)家電愈發(fā)成為一種高度標(biāo)準(zhǔn)化和模塊化的工業(yè)產(chǎn)品,日本白電企業(yè)失去了發(fā)展的優(yōu)勢(shì),創(chuàng)新力、洞察力與市場(chǎng)適應(yīng)力下降,亟待產(chǎn)業(yè)結(jié)構(gòu)的調(diào)整升級(jí)。此時(shí)中國(guó)白電業(yè)的發(fā)展又像是上一階段的日本,在穩(wěn)健成長(zhǎng)中謀求轉(zhuǎn)型,但與日本不同的是,中國(guó)白電業(yè)屬于“扇形”生命周期,進(jìn)入成熟期后出現(xiàn)了新一輪成長(zhǎng)期,國(guó)內(nèi)新市場(chǎng)和國(guó)際市場(chǎng)都得到了開(kāi)拓,我國(guó)白電業(yè)與日本的發(fā)展差距逐步縮小。

圖6 夏普液晶電視AQUOS
五、白色家電業(yè)升級(jí)期——是沒(méi)落還是日不落
作為白色家電業(yè)的新興大國(guó)和傳統(tǒng)強(qiáng)國(guó),中日兩國(guó)在成熟期后都進(jìn)入了一個(gè)產(chǎn)業(yè)升級(jí)階段,日本白電業(yè)在越過(guò)“失去的十年”之后,從2005年至今致力于曲折復(fù)興,為阻止經(jīng)營(yíng)業(yè)績(jī)持續(xù)下滑,企業(yè)開(kāi)展整頓改革,白電巨頭確定了“內(nèi)容為主、制造為輔”的轉(zhuǎn)型戰(zhàn)略。我國(guó)白電業(yè)的升級(jí)期是2008年至今,金融危機(jī)后我國(guó)成為白色家電的重要增長(zhǎng)區(qū),在產(chǎn)能、品牌和行業(yè)新標(biāo)準(zhǔn)的影響下,兼并和收購(gòu)構(gòu)成了加快產(chǎn)品線布局和行業(yè)整合的手段。面對(duì)行業(yè)結(jié)構(gòu)和產(chǎn)銷(xiāo)結(jié)構(gòu)的變化,企業(yè)能否主動(dòng)研發(fā)和掌握先進(jìn)技術(shù)、占領(lǐng)國(guó)內(nèi)高端市場(chǎng)、提高品牌的國(guó)際化程度等成為升級(jí)期的關(guān)鍵目標(biāo)。
日本的人口增速自1970年起降低,2005年首次出現(xiàn)了總?cè)丝诘呢?fù)增長(zhǎng),自2011年起再次陷入負(fù)增長(zhǎng),適齡勞動(dòng)人口減少,所以?xún)?nèi)需消費(fèi)嚴(yán)重不足。伴隨著生活和消費(fèi)趨勢(shì)向以家庭為中心過(guò)渡,白電產(chǎn)品既要滿(mǎn)足個(gè)性化、高性能消費(fèi),也要充當(dāng)感情的代言者,蘊(yùn)含對(duì)人的精神層面的關(guān)懷。在海外市場(chǎng)方面,豐田召回事件之后,“日本制造”的良好形象受到質(zhì)疑,為擴(kuò)大市場(chǎng)份額而放松對(duì)質(zhì)量的要求,結(jié)果是得不償失。近年來(lái),日本家電產(chǎn)品在中國(guó)市場(chǎng)上銷(xiāo)售不佳,很多日本企業(yè)沒(méi)有尊重中國(guó)市場(chǎng)的需求,投放的產(chǎn)品缺乏價(jià)格優(yōu)勢(shì)和先進(jìn)技術(shù),且推出新品速度慢,因此日本企業(yè)在價(jià)格戰(zhàn)、促銷(xiāo)戰(zhàn)盛行的中國(guó)家電市場(chǎng),如果沒(méi)有實(shí)質(zhì)性的投入以及及時(shí)地調(diào)整產(chǎn)品結(jié)構(gòu),顯然將加劇衰退的步伐。
中國(guó)在2010年第二季度超過(guò)日本,成為世界第二大經(jīng)濟(jì)體,國(guó)內(nèi)家電業(yè)、工業(yè)總產(chǎn)值、工業(yè)銷(xiāo)售產(chǎn)值都有了成倍增長(zhǎng),行業(yè)已形成良好的競(jìng)爭(zhēng)格局,白電業(yè)正致力于從“中國(guó)制造”向“中國(guó)智造”的華麗轉(zhuǎn)型。在2016年3月的中國(guó)家電及消費(fèi)電子博覽會(huì)上,智能電視、智能冰箱、智能洗衣機(jī)、智能空調(diào)等各類(lèi)智能產(chǎn)品,充斥著展館的各個(gè)角落,充分表達(dá)了本屆展會(huì)的主題定位“互聯(lián)網(wǎng)+你的家”,從虛擬的智能場(chǎng)景,到真實(shí)的人機(jī)互動(dòng)體驗(yàn);從最普及的生活電器,到最新奇的智能家居類(lèi)服務(wù),越來(lái)越多的企業(yè)不僅僅提供智能產(chǎn)品,而且紛紛搭建智能家電“生態(tài)圈”。家用電器更加“聰明”的同時(shí),能效水平更高,產(chǎn)品品質(zhì)和設(shè)計(jì)水平也令人刮目相看。適應(yīng)消費(fèi)升級(jí)需求的嵌入式家電(圖7)、洗碗機(jī)、凈水器、空氣凈化器、干衣機(jī)等一批新品類(lèi)或新的細(xì)分市場(chǎng)正迅速成長(zhǎng)。但不容忽視的是,中國(guó)的低成本優(yōu)勢(shì)正在漸漸消失,企業(yè)必須適應(yīng)世界電子消費(fèi)品市場(chǎng)的發(fā)展潮流,加大技術(shù)創(chuàng)新投入力度,主動(dòng)出擊而不是固守。以上海“雙鹿”牌為例,“雙鹿”牌經(jīng)歷了由盛而衰、死而復(fù)活的發(fā)展歷程。雙鹿冰箱,曾經(jīng)代表著濃厚的“上海情結(jié)”,然而這樣譽(yù)滿(mǎn)全國(guó)的老品牌,一度在人們的視線里消失,命運(yùn)坎坷(圖8)。“雙鹿”復(fù)活之道的關(guān)鍵在于抓住政策機(jī)遇,調(diào)整營(yíng)銷(xiāo)模式,定位于三、四級(jí)農(nóng)村消費(fèi)市場(chǎng)的電冰箱品牌,并培養(yǎng)“優(yōu)質(zhì)、名品、上海制造”的品牌內(nèi)涵。“雙鹿上菱”以精湛的技術(shù)、時(shí)尚的外觀設(shè)計(jì)重新建立起了消費(fèi)者對(duì)品牌的信心和忠誠(chéng)度,使老品牌的價(jià)值被激活。
隨著全球經(jīng)濟(jì)一體化進(jìn)程的加快,白電行業(yè)的競(jìng)爭(zhēng)打破了國(guó)與國(guó)之間的界限,大型白電廠商在全球范圍內(nèi)進(jìn)行生產(chǎn)以及市場(chǎng)的戰(zhàn)略部署。日本作為亞洲的先富裕國(guó)家,白電產(chǎn)品先后走過(guò)了西化、功能化、情感化、集成化的開(kāi)發(fā)設(shè)計(jì)道路,雖未能實(shí)現(xiàn)松下幸之助先生的“自來(lái)水理論”,即讓所有家電都實(shí)現(xiàn)大規(guī)模生產(chǎn),變得如自來(lái)水一樣普及且價(jià)格便宜,但也造就了“日本制造”在世界市場(chǎng)的良好口碑。在升級(jí)期里,企業(yè)努力推動(dòng)白電業(yè)的整體復(fù)蘇進(jìn)程,堅(jiān)持開(kāi)發(fā)生產(chǎn)再?gòu)?qiáng)化,并涉足多種經(jīng)營(yíng),謀求收益多元化。中國(guó)白電業(yè)從這時(shí)起開(kāi)辟了自己的前進(jìn)道路,以消費(fèi)升級(jí)帶動(dòng)產(chǎn)業(yè)的升級(jí)轉(zhuǎn)型,加強(qiáng)產(chǎn)品層面的創(chuàng)新和整合,融合功能與情感為一體。企業(yè)以用戶(hù)需求指導(dǎo)產(chǎn)品創(chuàng)新,再以創(chuàng)新產(chǎn)品滿(mǎn)足用戶(hù)需求,從而為用戶(hù)創(chuàng)造出最滿(mǎn)意的解決方案,使設(shè)計(jì)成為發(fā)動(dòng)機(jī),提供驅(qū)動(dòng)力,給行業(yè)帶來(lái)新的增長(zhǎng)活力,由此開(kāi)創(chuàng)出符合體驗(yàn)經(jīng)濟(jì)時(shí)代的發(fā)展模式。
綜上所說(shuō),中日兩國(guó)白色家電業(yè)的發(fā)展形態(tài)既有共同點(diǎn),也有各自風(fēng)貌。日本是亞太地區(qū)白色家電發(fā)展的源頭之一,其產(chǎn)品在技術(shù)、設(shè)計(jì)風(fēng)格等方面深刻影響了各國(guó)企業(yè)的生產(chǎn)和人們的家庭生活,產(chǎn)品在不同時(shí)期也具有不同的特點(diǎn),傳統(tǒng)設(shè)計(jì)和現(xiàn)代設(shè)計(jì)雙軌并行,從功能主義發(fā)展為追求情感與功能的平衡,從大型精密化發(fā)展為注重簡(jiǎn)潔、減少裝飾,由于日本白色家電的實(shí)用性好、重視品質(zhì)與服務(wù),遠(yuǎn)銷(xiāo)世界各地,但近年來(lái)日本的白色家電產(chǎn)業(yè)逐漸衰退,未來(lái)能否延續(xù)成功還是未知數(shù)。中國(guó)電器業(yè)起步較晚,在學(xué)習(xí)乃至奮力趕超日本的過(guò)程中,保持了長(zhǎng)期可持續(xù)的成長(zhǎng),形成了一批綜合實(shí)力較強(qiáng)的企業(yè)。中國(guó)的白色家電雖然發(fā)展迅猛,但產(chǎn)品還需提高非價(jià)格競(jìng)爭(zhēng)力,行業(yè)亟待轉(zhuǎn)型升級(jí),在借鑒日本電器制造“范式”的同時(shí),要采納對(duì)自身有利的部分,從技藝、造型和精神等層面上進(jìn)行把握。回顧比較兩國(guó)的白色家電業(yè)發(fā)展形態(tài),不僅是為了總結(jié)經(jīng)驗(yàn)教訓(xùn),更是挖掘影響設(shè)計(jì)發(fā)展的要素,以實(shí)踐智慧指導(dǎo)當(dāng)下的設(shè)計(jì)實(shí)踐,為新時(shí)期白色家電的創(chuàng)新發(fā)展提供思路。

圖8 上海“雙鹿”牌發(fā)展歷程
[1]諸言.縱觀日本的家用電器[J].家用電器,1998(12):42-43.
[2]季風(fēng).操作簡(jiǎn)單化——日本家電大變革[J].世界機(jī)電經(jīng)貿(mào)信息,1994(15):26-27.
[3]安永成,施國(guó)強(qiáng).我國(guó)電視機(jī)工業(yè)發(fā)展回顧[J].視點(diǎn),2010,34(1):105-107.
[4]明中.2000年日本六大洗衣機(jī)生產(chǎn)企業(yè)動(dòng)向[J].電器制造商,2001(1):48-49.
[5]徐平.苦澀的日本——從“趕超”時(shí)代到“后趕超”時(shí)代[M].北京:北京大學(xué)出版社,2012.
李雪蓉
華東理工大學(xué)碩士
沈榆
中國(guó)工業(yè)設(shè)計(jì)協(xié)會(huì)副秘書(shū)長(zhǎng)上海設(shè)計(jì)創(chuàng)意中心秘書(shū)長(zhǎng)
A Comparative Research of White Household Appliances' Industry Development between China and Japan
As durable consumer goods, white household appliances have had more than one hundred years of history, and have evolved from luxury goods of meeting people's demands initially into the necessities of serving, improving and beautifying people's lives. Thoughts of the relationship between men and products, men and machines from white household appliances can still bring us enlightenment in the context of new material and culture. China and Japan are close neighbors separated only by a strip of water. The similarities of the culture and custom have made their white household appliances' industries connected and influenced with each other, but industries also presented their distinctive features in different historical stages. Classic products and design models have embodied the result of many factors interacting with each other, such as economic conditions, macro policies, technical levels and design concepts at that time. Taking the time as the clue, this paper analyzes and summarizes development forms of the two countries' white household appliances' industries in different periods. This paper also discusses similarities and differences of their development forms, as well as the significance to our country's present household appliance products.
White household appliances;Policy;Technology;Design practice;Brand
猜你喜歡
中國(guó)核電(2021年3期)2021-08-13 08:56:36
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
華人時(shí)刊(2017年21期)2018-01-31 02:24:01
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
北方交通(2016年12期)2017-01-15 13:52:53
Coco薇(2015年1期)2015-08-13 02:23:50
汽車(chē)零部件(2014年9期)2014-09-18 09:19:14
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
