復合纖維材料的研究及發展*
2017-05-11 06:11:38李雪梅薛孝川黃潔希王增喜
化纖與紡織技術 2017年1期
李雪梅,薛孝川,林 海,黃潔希,王增喜
(廣東省化學纖維研究所,廣東 廣州510245)
綜述與專論
復合纖維材料的研究及發展*
李雪梅,薛孝川,林 海,黃潔希,王增喜
(廣東省化學纖維研究所,廣東 廣州510245)
綜述了復合纖維的發展歷史、主要原料、分類和研究現狀,然后分別從長絲和短纖兩個方面介紹了復合纖維的生產技術,最后介紹了復合纖維及其產品的應用,為行業及相關人員開展復合纖維技術的研究提供參考。
復合纖維;皮芯;并列;化學纖維
復合纖維,是指將兩種或兩種以上成纖高聚物的熔體或溶液,分別輸入同一個紡絲組件中,在組件中匯合并從同一個噴絲孔中噴出而成為一根纖維,其中,成纖高聚物因為品種、組分、配比、黏度的不同使得復合纖維表現出各自不同的性能。在復合纖維中具有代表性的是雙組份纖維,雙組份纖維也稱為共軛纖維或異質纖維,本文將以雙組份纖維為重點來介紹復合纖維的發展概況,為行業研究和生產提供參考。
1 復合纖維簡介
1.1 復合纖維發展歷史
復合纖維的歷史可以追溯到十九世紀出現的雙組份玻璃纖維,到二十世紀三四十年代人們就開始了雙組份化學纖維的研究。到五六十年代,杜邦公司開發出了一種聚酰胺雙組份復合纖維 “Cantrese”,并將其進行了商業化應用。到上世紀七十年代,雙組份纖維開始在亞洲國家興起,日本東麗、東洋紡,韓國可隆等許多公司俱投入研發、生產和商業化應用,而且采用的都是高度復雜、昂貴的噴絲板組件。進入上世紀八九十年代,為了滿足人們對復合纖維研發、生產的需要,對噴絲板組件的改進研究開始成為熱門,推出的薄平板結構噴絲板組件賦予了復合纖維關鍵設備靈活性和低成本優勢,當時有4家以上的機器公司都可提供雙組份纖維的相關設備、技術[1]。
1.2 復合纖維原料
可用于制成雙組份復合纖維的原料種類繁多,為了滿足復合條件,兩種原料的熔化溫度、黏度、界面的結合強度是考察重點,表1為幾種常用的復合纖維原料及其對應的性質。復合纖維的原材料可以是同類聚合物,也可以是不同類聚合物。
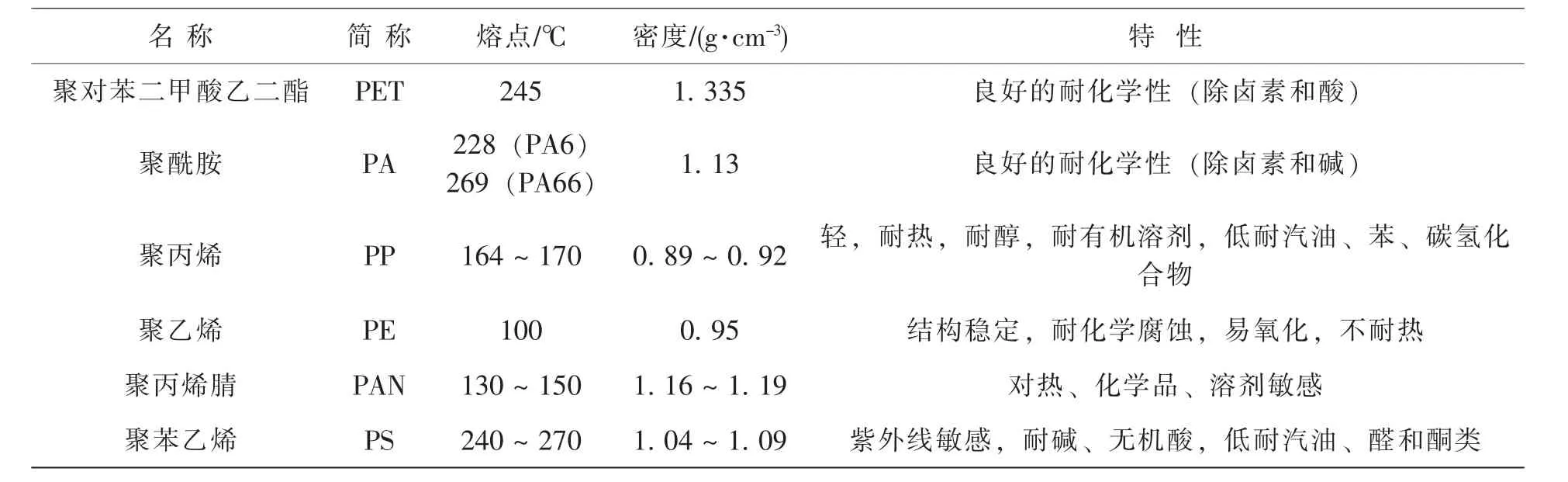
表1 幾種常用的復合纖維原料及其對應性質[2]
1.3 復合纖維的分類
根據各原料組分在復合纖維截面分布的不同,復合纖維可分為皮芯型復合纖維、并列型復合纖維等,如表2所示。
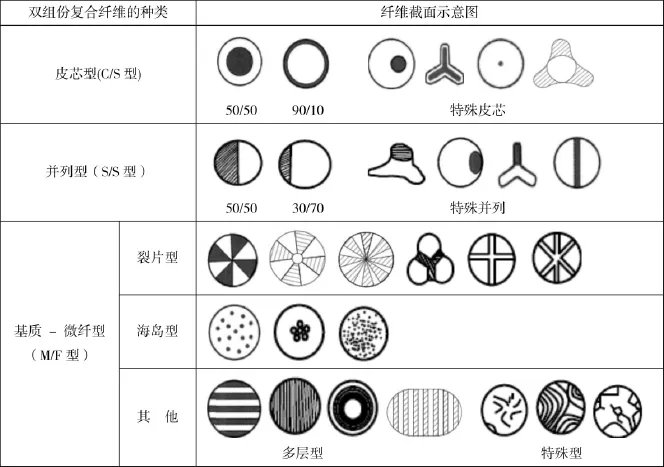
表2 雙組份復合纖維的分類
1.3.1 皮芯型復合纖維
皮芯型 (C/S型)復合纖維的芯層聚合物完全被皮層聚合物所包裹,皮組分和芯組分具有各自獨特的性能,可以彌補單一組分的缺點,賦予纖維獨特的組合性能,是一種十分通用的復合纖維結構類型。皮芯型復合纖維在高速紡絲拉伸變形的過程中,皮層組分在冷空氣的作用下先冷卻,黏度降低,在較大剪切應力的作用下,其取向和結晶都會有別于芯層。
皮芯型復合纖維易于賦予纖維新的功能,在皮層或芯層材料中加入功能母粒,可使纖維表現出特殊效果。天津工業大學葉建忠等人[3]以對苯二甲酸丁二酯 (PBT)作皮層,混合有驅蚊母粒的聚丙烯 (PP)做芯層,采用熔融紡絲法,制備出具有藥物緩釋、長效驅蚊功能的皮芯復合纖維,所得纖維表面光滑平整,皮芯復合良好。天津工業大學的丁致家等人[4]采用有機膦系G-77助燃劑共混改性后的聚對苯二甲酸乙二醇酯 (PET)作芯層材料,聚偏氟乙烯(PVDF)、自制阻燃母粒、共聚阻燃母粒、聚對苯二甲酸乙二醇酯 (PET)混合制作皮層材料,制得具有阻燃性能和疏水性能的皮芯復合纖維,所得纖維芯層LOI為28%,達到難燃級別,皮層中加入的PVDF使纖維對水的接觸角達到83.4°,具有疏水性能。劉鑫等人[5]采用聚丙烯 (PP)作為皮層,特殊改性共聚酯 (COPET)作為芯層,制得染色性、吸濕吸水性、抗靜電性均得到改善的皮芯復合纖維,所得纖維色澤鮮艷、服用性能良好。
1.3.2 并列型復合纖維
并列型復合纖維是指沿纖維長度方向有兩種組分、纖維截面上兩種組分不完全相互包含的復合纖維,由于兩種組分不完全包含,當兩組分具有不同的收縮性能時,由于力不均勻,纖維會呈現出卷曲或蓬松效果。并列型復合纖維通常有AB型、ABA型等多種復合方式。對于并列型復合纖維,兩種原材料的相容性是考察重點,相互間必須有好的粘附力,否則只會得到具有不同組分的兩種纖維,無法使兩種材料的性能得到復合[1]。
利用并列型復合纖維異收縮、三維卷曲、蓬松的特性、可以制成短纖用作填充物[6],用在面料上也可使產品具有不同的手感和美觀效果,如果利用兩種組分在染色性能上的不同還可制造異色纖維。王春梅等人[7]采用自行合成的改性共聚酯 (COPET)和對本二甲酸丙二醇酯(PTT)切片制得并列型皮芯復合纖維,纖維具有耐氯漂、耐化學藥品性等優良性能,且具有良好的卷曲性,當纖維兩組分比為50/50時纖維的卷曲率和卷曲回復率最大。杜捷邏等[8]采用聚對苯二甲酸丙二醇酯 (PTT)和聚對苯二甲酸乙二醇酯 (PET)制得并列型復合纖維,并用制得的復合纖維與棉、黏膠、羊毛等纖維混合紡制針織粗針毛衫織物,實驗得到相較于PTT單組份的混紡毛衫織物,PTT/PET復合纖維所得的混紡毛衫面料具有更好的彈性、柔軟度、舒適性和懸垂性。為了考察定型溫度對并列型復合纖維的影響,張程等[9]以共聚醚酯 (COPEET)和高收縮聚酯 (HSPET)為原料制得并列型復合纖維,并采用不同的熱定型溫度考察其熱收縮性能的變化,實驗表明熱處理溫度越高兩組分的熱焓差越大、其熱收縮性越強,當熱定型溫度達到180℃時復合纖維縮率最大達52.65%。1.3.3 基質-微纖型復合纖維
基質 -微纖型復合纖維是指一種聚合物的原纖分布于另一種聚合物的基質中,原纖沿復合纖維的軸向排列,這種分布可以是規律性的也可以是隨機性的。基質-微纖型復合纖維中比較常見的是裂片型和海島型,此外還有多層型和一些特殊型。
基質 -微纖型復合纖維多用于制造超細纖維,用于合成人造革、仿麂皮、超細過濾布等,比如裂片型復合纖維采用機械或化學方法使“片”分離可使纖維的比表面積增大、具有特殊手感,海島型復合纖維采用特殊方法將 “海”溶解后,其中的 “島”分別成為單獨的纖維,用此方法制得的超細纖維線密度可達1.0×10-2dtex。一些特殊制造的基質-微纖型復合纖維還可用在生物醫學領域,用于制造人造血管、人造瓣膜等。
何方明[10]采用聚酯 (PET)和聚酰胺 (PA)制得裂片型滌錦復合纖維,開纖后纖維直徑極小,單絲纖度可達0.1 dpf,用所得的超細纖維織成的仿真絲面料具有良好的手感、獨特的光澤和芯吸導濕特性,織得的超高密織物纖維間隙極低,織物無需涂層處理即能具有良好的防水透氣性能,用途十分廣泛。董振峰等[11]采用低密度聚乙烯 (LDPE)和聚己內酰胺 (PA6)制備海島型復合纖維,所得纖維具有良好的可紡性,其超細纖維密度為0.08~0.11 dtex,可用于制造絨面革。李宏偉等[12]用自制含多壁碳納米管的抗靜電母粒,添加到聚丙烯 (PP)中制得基質-微纖型抗靜電PP纖維,該纖維的抗靜電性能具有耐久性,且抗靜電母粒的加入對纖維性能無較大影響。
2 雙組份復合纖維的生產
雙組份復合纖維的生產有熔體紡絲法、溶液紡絲法和靜電紡絲法,溶液紡絲法又分為干 法紡絲和濕法紡絲,如圖1所示[12]。
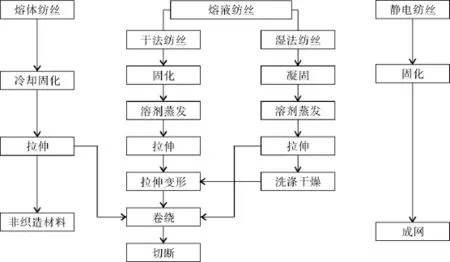
圖1 復合纖維紡絲工藝流程示意圖[12]
2.1 復合纖維長絲
對于復合纖維長絲的生產,在干法紡絲中,雙組份熔體在噴絲板中匯合,經過噴絲孔噴出形成初生絲纖維,如圖2、圖3所示,然后經過冷卻、固化、拉伸、卷繞形成長絲,不同原料種類、不同分類的復合纖維對應不同類別的紡絲組件,同時對應與之相匹配的紡絲溫度、紡絲速度、冷卻溫度等工藝條件。
以皮芯組分質量比為50/50的聚酯/聚丙烯皮芯型復合纖維長絲為列,當紡制250 dtex/48 f規格的POY復合纖維時,其紡絲溫度為200~295℃,紡絲速度為2 600~3 700m/min,側吹風溫度為14~20℃,所得纖維的斷裂強度為2.11 cN/dtex,斷裂伸長率為96.84%,所得的POY復合纖維長絲經過適當的工藝加彈可以用于制造地毯,具有阻燃、抗老化、抗倒伏的優良性能[13]。
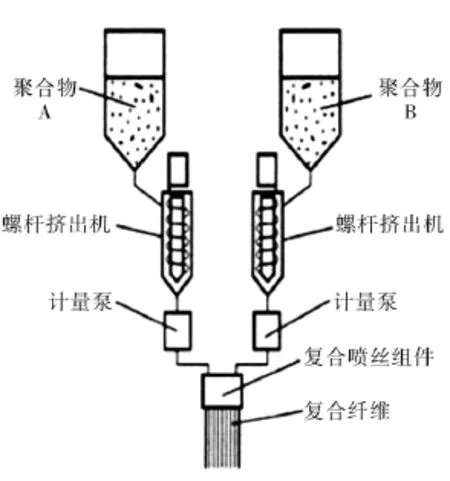
圖2 雙組份復合纖維工藝示意圖
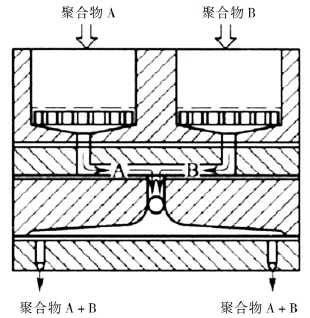
圖3 雙組份復合纖維組件示意圖
2.2 復合纖維短纖
復合纖維短纖的生產,許多用于加工成無紡布,工藝流程如圖4所示。雙組份纖維牽伸前的步驟與長絲的生產相似,用于生產短纖的復合纖維可以不經過卷繞,直接進行卷曲和定型,然后切成短纖用于無紡布的生產[6]。
不同的熱處理方式,短纖加工成的無紡布具有不同的效果,比如熱風黏合式生產的無紡布布面柔軟、蓬松、手感好、彈性好,但強度較低易變性;熱軋黏合式生產的無紡布則強度高、密實平整,且產量高、成本低,但柔軟性、手感方面就相對粗糙。雙組份復合纖維短纖紡黏無紡布技術還有針刺法、水刺法、化學黏合法等工藝方式。
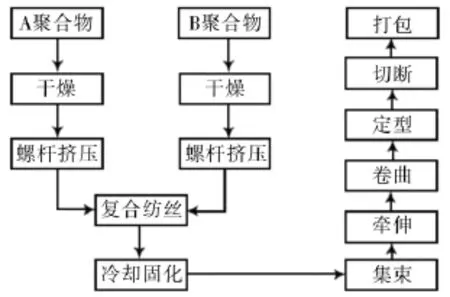
圖4 雙組份復合纖維短纖紡絲工藝流程示意圖[6]
3 復合纖維的應用
復合纖維的生產是在傳統單組份纖維的研究上發展起來的,雖然有所區別但總體步驟相似,兩種或多種不同性能熔體材料的復合可賦予纖維新的性能優勢,用于各種各樣不同的產品中使風格和效用千變萬化。
并列型復合纖維 (S/S型)由于其自身卷曲性能的優勢,常被用于生產具有蓬松、彈性效果的織物,比如地毯、服裝、保溫材料等。對于皮芯型復合纖維 (C/S型),利用其皮層和芯層兩種材料的熔點差異,可用于生產黏合纖維,在熱處理工藝中皮層較低熔點的組分先軟化、黏合在一起,有利于非織造布生產中纖維網的穩定;皮芯型復合紡絲技術為纖維的設計方式提供了十分廣泛空間,比如將廉價、易得的材料用于芯層,將具有特殊性能的昂貴材料用于皮層,所得纖維不僅考慮了經濟性,還可復合兩種材料的性能優勢。
復合纖維短纖在非織造布領域的應用十分廣泛,產品用于醫療衛生、生活用品,尤其一次性衛生用品方面消耗量十分巨大,據統計2013年我國非織造布的消耗量約為5.73億平方米。另外復合纖維由于其易獲得纖度小、毛細管芯吸效應、不易磨損等方面的性能,在無塵紙、擦拭布等方面也得到應用[6]。
4 結語
目前全球化纖工業的新一輪技術革命正在展開, “大纖維”時代正在到來,功能化、差異化、智能化、綠色化已成為化纖工業的發展趨勢,高性能纖維領域更是全球各國必爭的科技制高點,復合纖維技術作為高性能纖維的關鍵性實現技術之一而越來越受到行業的重視。2016年4月美國宣布成立了 “革命性纖維與織物制造研究中心” (RFTMII),新型的革命性織物和纖維與國民經濟的各個領域緊密結合,產生了大量全新的應用,很快成為了美國各著名高校和科研院所的研究開發熱點。
[1] P.A.Khatwani.雙組份纖維——新時代的纖維 [J].王妮,譯.國外紡織技術,2004(6):7-10.
[2] S.Houis,F.Schreiber,T.Gries,喻長遠.雙組分纖維 (第一部分) [J].國際紡織導報,2008(5): 8-23.
[3] 葉建忠,齊魯,白立峰.聚對苯二甲酸丁二酯/聚丙烯皮芯復合驅蚊纖維 [J].合成纖維,2012,41(3):16-19.
[4] 丁致家,齊魯,高曉東,等.皮芯復合阻燃疏水纖維的制備工藝 [J].合成纖維工業,2013,36(2):21-24.
[5] 劉鑫,陳志靜,王銳,等.PP/COPET復合纖維的結構與性能研究 [J].合成纖維工業,2005,28(1):32-34.
[6] 錢鑫.國內外雙組份纖維的生產現狀及發展趨勢[J].合成樹脂及塑料,2013,30(4):80-84.
[7] 王春梅.并列型復合纖維的結構與性能研究 [D].北京:北京服裝學院,2008.
[8] 杜捷邏.PTT/PET雙組份短纖混紡紗針織物產品的開發和性能研究 [D].上海:東華大學,2011.
[9] 張程,周靜宜,等.COPEET/HSPET并列復合纖維結晶和熱收縮性能的研究 [J].合成纖維工業, 2015,38(1):24-28.
[10]何方明.裂片型滌錦復合纖維及其織物 [J].四川紡織科技, 1998(3):2-3.
[11]董振峰,王銳,等.LDPE/PA6海島復合超細纖維的可紡性及性能研究 [J].合成纖維工業,2014,37(4):15-18.
[12] 李宏偉,高緒珊,等.含碳納米管的新型抗靜電纖維的制備和性能:第六屆功能性紡織品及納米技術研討會論文集 [C].北京,2006.
[13] 林海,李雪梅,等.聚酯/聚丙烯皮芯復合纖維的紡制 [J].化纖與紡織技術,2016,45(4):1-5.
STUDY AND DEVELOPMENT OF COMPOSITE FIBER MATERIAL
LIXue-mei,XUE Xiao-chuan,LIN Hai,HUANG Jie-xi,WANG Zeng-xi
(Guangdong Province Chemical Fiber Research Institute,Guangzhou Guangdong 510245,China)
Summarized the developing history,main raw materials,classification and research situation of composite fiber.Introduced the production technology from continuous filament and staple fiber two aspects. Recommended some application of composite fiber to industry and related technicians for reference.
composite fiber,core-sheath fiber,side-by-side fiber,chemical fiber
TQ342.94
A
10.3969/j.issn.1672-500x.2017.01.004
1672-500X(2017)01-0016-06
2017-03-10
李雪梅 (1987-),女,四川簡陽人,工程師,碩士,從事功能性纖維材料的研究工作。
廣東省屬科研機構改革創新領域項目 (2014B070705011)