立磨磨輥軸承失效原因分析和探討(下)
2017-05-12 08:55:04林琳
中國水泥 2017年12期
林 琳
(唐山冀東水泥股份有限公司,河北 唐山 063031)
(接10期90頁)
2.3 維護保養軸承的方法
關于磨輥軸承損壞的因素較多,為更好地維護保養軸承、看護好設備,補充如下:
(1)潤滑油品的選擇與維護。
首先參見設備使用說明書。一般油品選擇的依據為:正常運行時,適用于磨輥軸承的潤滑油品的運動粘度不低于90厘斯(cSt)。應用表明選擇L-CKD重負荷工業齒輪油150、220、320粘度均可滿足。潤滑油品粘度高、油膜厚可延長軸承使用壽命,但油品黏度過高導致運轉時產生的熱量不能帶走,油溫過高,密封件老化,漏油等一系列負面影響。因此綜合考慮選擇L-CKD220、320即可。并且在運轉過程中定期監測潤滑油粘度、機械雜質、水分等指標變化,確保油品清潔、可靠。
(2)維修。
在軸承安裝過程中首先要避免錘擊、避免硬件磕碰;同時在檢修時注意焊接地線搭接,防止電弧損傷軸承工作面。
(3)密封風壓力達標。
磨輥軸承處的密封都采用密封風形式,即用壓縮空氣阻止磨腔內的粉塵進入軸承潤滑油中。密封風要有一定的壓力,同時風環處的間隙不能過大,對于立磨來說,密封風壓力要達到5 000Pa以上(具體設備參見說明書),風環間隙<3mm~5mm,保證風環處的風速在50m/s以上。
(4)監測保護方面。
密封壓力和軸承溫度要實時監測,禁止隨意解鎖邏輯及聯鎖,發現密封壓力及軸承溫度異常時,要及時停磨檢查,以防造成磨輥軸承的損壞。
3 防范措施與注意事項
3.1 軸承質量控制
(1)慎重選擇入圍供應商并進行渠道控制:立磨磨輥軸承為專用軸承,進口和國產品牌的軸承、瓦軸等都要選擇可靠的供應商。對于不熟悉的供應商必須進行嚴格的考察交流,重點是對立磨的理解和實際應用案例。對于知名品牌的軸承必須控制供應商渠道,防止假冒偽劣產品進入;對于大品牌軸承在簽訂戰略合作協議時可以要求相應的增值服務,例如定期的專業檢查、培訓、指導安裝等。
(2)采購軸承必須明確技術要求:采購者和生產單位設計者應該了解軸承的工況及載荷狀態,在選用軸承時提供相關參數及工況。
(3)模板(見表2)和零部件要求(見表3)。
(4)檢驗與驗收。
所有產品都需按國家或行業所規定的標準或技術規格書要求進行出廠檢驗;
軸承供貨明細表中所列軸承上必須XXX公司商標;
所有產品都需要提供質量檢驗合格證;
包裝標準應滿足GB/T4995《聯運通用平托盤技術要求》;供貨設備提供滿足運輸和較長時間儲存要求的包裝;供貨商提供軸承的安裝維護說明書和安裝過程中的技術服務。

表2 模板參數
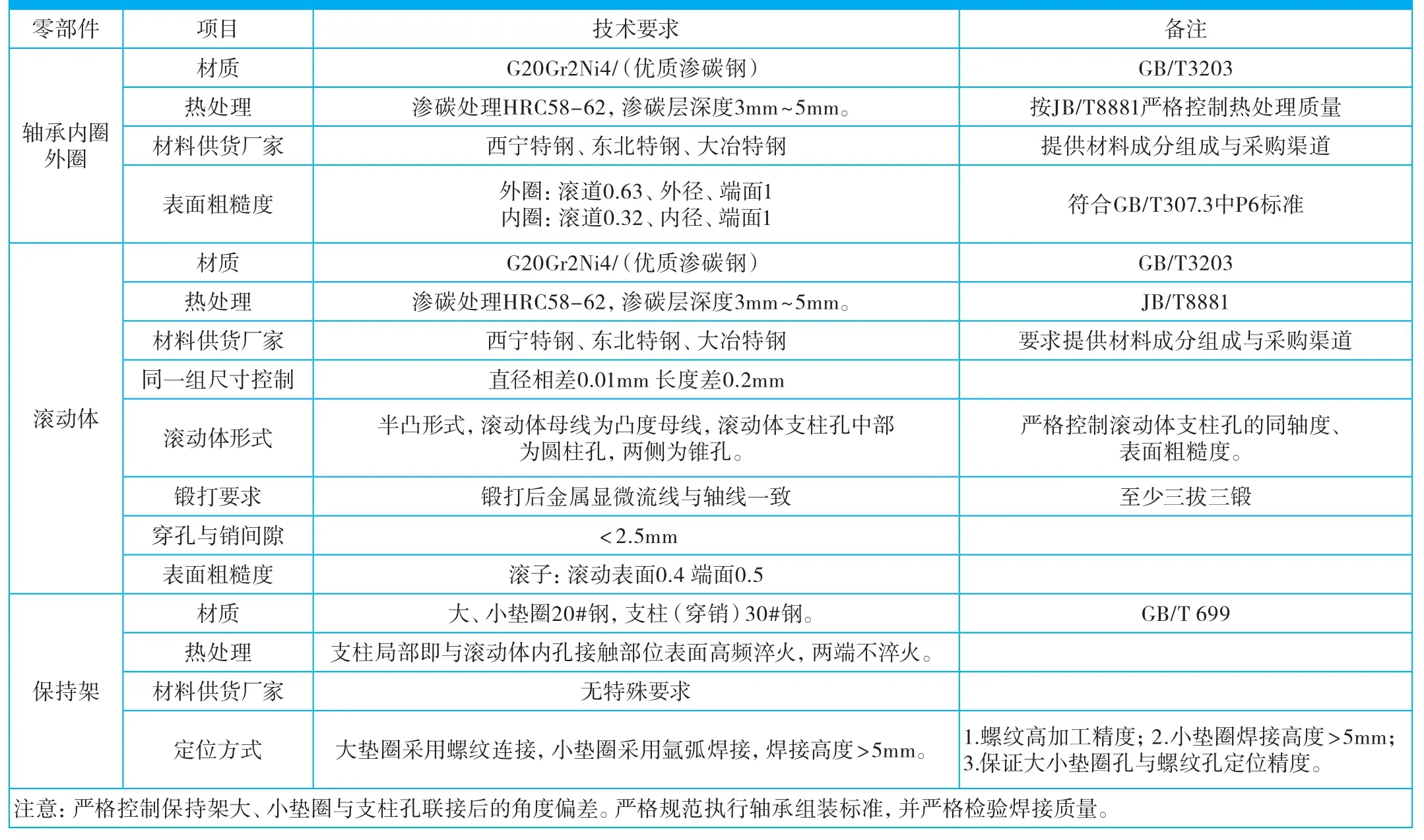
表3 零部件要求
3.2 立磨磨輥軸承裝配
(1)軸承安裝游隙控制范圍。
立磨磨輥設計采用雙列圓錐滾子軸承和圓柱滾子軸承的組合配置方式。圓錐滾子軸承作為固定端,承受來自輥套的軸向工作推力及徑向工作壓力;圓柱滾子軸承作為浮動端,只承受徑向工作壓力,不承受任何軸向工作推力。磨輥正常工作時,軸向的工作推力往往使雙列圓錐滾子軸承的兩列滾子受力不均勻。由于立磨腔室內溫度很高,并且工作時磨輥軸承外圈旋轉,內圈靜止不動,因此,軸承外圈工作溫度往往會比軸承內圈溫度高,導致外圈熱膨脹量比內圈膨脹量大,因此圓錐滾子軸承的工作游隙比安裝游隙往往要大,這就加劇了圓錐軸承雙列滾子的受載不均勻性,甚至全部軸向載荷由一列滾子承受,另一列滾子不承受任何載荷。
為了使得圓錐滾子軸承的雙列滾子在工作時都承受合理的載荷,就需要正確調整其安裝游隙,通常需要預緊安裝。軸承的預緊量要合適,預緊量太大會產生過大的啟動轉矩和工作轉矩,引起溫升過高,導致過早的疲勞損傷,甚至于軸承燒傷;而預緊量不足會導致軸承工作游隙過大,單列滾子受載,不受載的那列軸承滾子位置容易歪曲偏斜,在轉動過程中會與軸承保持架產生摩擦、碰撞,在沖擊載荷作用下這種現象更為突出,容易引起保持架損壞而導致軸承失效停機。同時,在沖擊載荷的作用下,工作游隙過大還會導致輥套來回串動量大,對軸承密封件造成損壞。
雙列圓錐滾子軸承在立磨上使用,理論要求安裝軸向游隙控制在-0.1mm~-0.15mm為最佳,輪轂溫度為110℃左右,軸承內圈溫度為85℃~90℃時,軸承工作游隙為0.1mm左右。由于與軸承相配的輪轂內徑及軸的尺寸公差及形位公差,以及輥皮溫度也很難達到理想要求,根據我公司的實際使用經驗及理論計算,國產軸承安裝后軸向游隙為:0.05mm~0.15mm。預裝游隙過大直接損失軸承的使用壽命。
(2)軸承安裝使用時注意事項及要點。
制訂安裝計劃,準備安裝工具;
測量工具應為經過有資質計量單位檢定的并在有效期內的儀器;
裝配場地應清潔、干燥;
與軸承相配的零部件應清潔;
測量與軸承相配合的尺寸及形位公差,并作好記錄;
打開軸承包裝后,保持軸承清潔;
按照立磨磨輥軸承裝配圖紙及相關規程進行裝配;
按照立磨磨輥軸承安裝操作說明進行安裝,測量軸向游隙,磨削隔圈(尺寸確認后可選用平面磨床磨削)。
3.3 軸承使用問題改進
控制礦山破碎機的出料粒度,控制入磨物料粒度(包括鋼渣、砂巖等)在45mm以下,保持立磨運行平穩。
嚴格控制立磨振動值,穩定運行,減小振動;磨輥振動值超過5mm/s應預警,超過7mm/s停機檢查。
立磨磨輥油建議改用220或320極壓齒輪油,調整合適的供油量,在不跑油的前提下,盡量加大供油量以降低軸承溫度。
潤滑油中有金屬碎屑或其它雜質,應檢查密封是否失效,及時更換損壞零部件及潤滑油,定期觀察過濾芯上雜質情況。
巡檢時重點巡護軸承溫度,可回油溫度確認軸承實際溫度,如果溫度異常,應加大潤滑油量無效果則應停機檢查。
定期清理立磨搖臂空氣密封進風口過濾網,保持密封用風通暢,防止粉塵倒灌進入軸承密封;定期潤滑磨輥密封,要求每7d~10d手動加潤滑脂一次,原則是勤加少加。
定期對立磨磨輥軸承進行詳細檢查,檢查內容包括:保持架是否磨損、開焊,開裂、柱銷與滾動體間隙,軸承內外圈、滾動體是否有點蝕、剝落,發現隱患及時處理。
磨輥潤滑的呼吸管呼吸器應定期清理,丟失的呼吸器及時補齊。
更換磨輥軸承時,圓錐軸承的游隙應當盡可能的小,以不加裝密封圈時,一個人手動可以轉動磨輥為準。
可邀請戰略合作軸承供貨單位提供專業性檢查、指導、培訓工作。
4 結束語
立磨為水泥行業廣泛使用的主機設備,磨輥為立磨的核心部件,磨輥軸承為核心的心臟,非常重要。立磨磨輥軸承不同于一般軸承,其工況是在高溫、沖擊、重載、低速的復雜環境下運行的,磨輥外部還有高粉塵等更加惡劣的工況,如何在惡劣工況正確使用磨輥軸承、延長使用壽命、減少故障、降低損失一直是技術人員與生產管理者的課題。因此選擇可靠產品,裝配時控制好軸向游隙,操作時穩定生產運行、降低振動、減少異常沖擊,對保護設備至關重要。同時建議未投產企業在設備監造時重點檢查軸承的裝配過程與記錄。希望對有立磨的企業有所幫助,不足之處請指正。
