
簡易伺服驅動式自動焊在焊接車間的應用
2017-05-12 02:15:57李柳強方海歐
裝備制造技術 2017年3期
關鍵詞:功能
李柳強,方海歐
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
簡易伺服驅動式自動焊在焊接車間的應用
李柳強,方海歐
(上汽通用五菱汽車股份有限公司,廣西柳州545007)
伺服自動焊是基于OMRON小型PLC CP1H控制以實現一維和多維焊接作業的小型自動化設備。目前伺服自動焊已經在SGMW車身區域五菱之光、新五菱之光、五菱宏光、寶駿等生產線投入使用,可實現立體焊接作業的四維機器人也在研發階段。基于伺服控制的簡易自動化設備應用將會越來越普及,如何使伺服控制能夠快捷、方便、精確已成為了一個工業自動化控制的新課題。
自動焊;伺服控制;應用
公司目前現有車身焊接方式主要為人工焊接。隨著人力成本的不斷增長以及人們對汽車制造質量要求的不斷提高,人工焊接方式將會越來越難以滿足現代化生產的需求。
通過對焊接過程的分析,研究了市場上相關的各種控制方法后,設計出使用歐姆龍小型PLC來控制伺服控制器實現自動控制,通過機械絲桿傳動,帶動和控制小原焊機的簡單自動焊。簡單自動焊主要由自動焊鉗、伺服系統、冷卻系統、電氣系統等四部分組成。焊機具有自動加壓功能,保證焊接壓力大小和焊接時間;伺服系統采用閉環控制,主要是驅動自動焊鉗運動,保證焊點位置分布的精度;電氣系統提供精確控制和處理相關連鎖條件;冷卻系統用于自動焊鉗的冷卻,保證自動焊鉗可以高節拍的連續工作。
1 伺服自動焊簡介
1.1 控制系統選型
通過對市面上的數控伺服系統的分析,選定了OMRON公司最新的CP1H高性能系列CP1HX40DT型作為伺服控制系統的主控PLC,伺服控制器和伺服電機選用OMRON公司的R88D-GT04H伺服控制器以及R88M-G75030H-S2伺服電機。觸摸屏則采用了PROFACE的AST-3301WB.整機選型設計體現了低成本高價值的理念。
OMRON公司的CP1H系列PLC定位于小型機,但它卻是基于CS/CJ(特別是CJ,CJ是中型PLC平臺)平臺的,因此具備了很多中型機的功能。
CP1H系列擴展了多種功能:
(1)集成的高速脈沖輸出功能,可以同時控制4軸運行,4點輸出1 Hz~100 kHz CCW/CW或脈沖+方向;
(2)內置的計數器功能可標準搭載4軸相位差,50 kHz;
(3)標準配備的通用USB編程接口,使用市售的通用USB電纜即可進行連接,無需單獨購買一般PLC使用的價值不菲的編程電纜;
(4)CP1H還具備了串行通信功能,可以為CP1H選配RS232C接口或者RS485接口,還可以和觸摸屏、上位機等進行連接,實現對系統的有效監控;
(5)CP1H還支持標準的DeviceNet現場總線,也能支持Ethernet、CLK等網絡擴展,最多可安裝2塊串行通信選件板和1塊以太網選件板,日后可以很容易對系統進行擴容。
(6)在軟件方面,CP1H可縮短追加復雜程序設計的時間。由于使用了CJ的編程環境,從而支持FB和ST的編程功能。內含多種功能塊。當用戶需要連接另外一個智能控制系統時,無需很多程序來設定各種參數,只需將相應的功能塊從程序庫中調出,則可自動實現相應功能。優化的編程環境采用結構化文本(ST)語言,使數值運算更簡單;通信程序利用Smart FB庫,可以實現用于各種通信的梯形圖程序,這將大幅削減程序開發和調試時間。除了PLC以外,無論是高功能單元的參數設定還是各種FA網絡的配置,通過采用操作簡單的編程軟件CX-Programmer,預置各種應用的標準切換塊(梯形圖/ST語言),都無需查閱手冊,就能簡便地直接設定。
1.2 焊槍類型選擇
目前市場上主要使用的焊槍有伺服電機驅動、步進電機驅動、異步電動機驅動、壓縮空氣驅動。根據焊接車間的能源、備品備件、成本控制等使用特性,最終選擇了壓縮空氣驅動作為焊槍驅動單元,體現了能源的共享性、維修的簡易性以及成本的優越性。
2 伺服自動控制系統的優點
2.1 變頻控制
OMRON公司CP1H-X40DT型PLC可實現梯形或S型曲線加減速輸出,采用脈沖輸出或PWM輸出均可以實現輸出頻率的控制。R88D-GT04H伺服控制器輸出頻率和電壓都在逆變器內控制和調節,其響應的速度取決于電子控制回路,而與直流回路的濾波參數無關,所以調節速度快,并且可使調節過程中頻率和電壓相配合,以獲得好的動態性能。
2.2 負載特性
伺服控制具有在有效負載和速度范圍內,無論速度如何變化,始終能輸出穩定足夠的轉矩,即使是負載移動到位了,伺服依然輸出沒有停止。此時,就算有額外的力推動負載移動,伺服系統閉環控制回路可以自動輸出反向的力矩來確保負載不會產生位移。
2.3 技術優點
CP1H-X40DT型PLC共通處理時間只有0.7 ms,基本指令執行時間是0.01 μs,系統處理時間和響應時間非常短,可以實現高精度的自動控制。動作精度誤差可以控制在0.01 mm以下。這對提高車身焊接的穩定性和可靠性有非常顯著的效果。從技術層面來看,伺服的應用也已經突破了以往高不可攀的瓶頸。OMRON的新型伺服控制組合,已經不需要太多的精深的專業知識就可以理解使用了。PLC控制編程也實現了功能模塊化,通過模塊化功能的應用,使編程和動作控制更加的簡單實用。
3 參數設計和程序應用
3.1 參數設置
用PLC來控制伺服驅動器,首先要對PLC中有關伺服部分進行響應的參數設置。圖1是伺服參數的設置畫面。其他伺服軸參數的設定也可以參照第一軸參數來進行設定。關于該部分的詳細參數設定要求,可以參看OMRON CP1H操作手冊中關于脈沖控制部分內容。特別需要注意的是,一定要設置查找/返回初始速度、查找接近速度、查找高速度,否則不能正確完成原點返回操作。
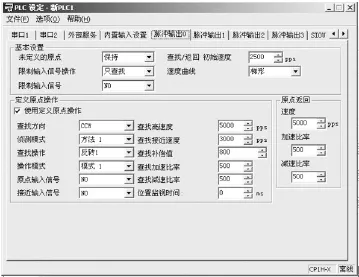
圖1 伺服參數設置
3.2 程序設計
OMRON CP1H PLC由于使用了目前所有高級CJ系列PLC的編程環境,因而也支持FB和ST的編程功能。同時,該CPU還可以執行多個循環任務,中文名稱和中文注釋連同所有的控制程序、參數設置等都可以下載到CPU中去,也可以把它們完整地全部上傳到電腦中進行保存。這一點是OMRON的PLC有別于其他品牌的PLC的一個顯著特點,反映了OMRON公司對中國市場的重視程度。
為了保證程序的可讀性,按照工藝動作,將全部程序劃分為:初始化、參數輸入、速度設定、原點返回、手動操作、自動操作以及報警信息等若干程序段。每一段均只執行特定的操作功能。如:初始化僅僅是執行系統上電后所進行的系統初始化參數賦值等功能;原點返回則是僅僅執行原點返回操作;速度設定是對原點返回、自動模式以及手動操作時候的速度進行賦值;自動操作則包含了自動運行中的工藝過程等等。
為了充分使用OMRON CP1H CPU的功能,在參數設置程序段,使用了自己編寫的功能塊(FUNCTION BLOCK)。修改輸入數值時,可以在功能塊參數輸入一段中輸入以mm為單位的點和點之間的間距,功能塊自動運算出絕對值位置數據,以供控制操作使用。
根據控制要求,由于本程序使用到的功能塊是進行數據處理,因而在編寫功能塊時,采用了結構化語言ST方式的編程。而在編寫動作工藝流程的時候則采用了常見的梯形圖編程模式。見圖2、圖3和圖4.
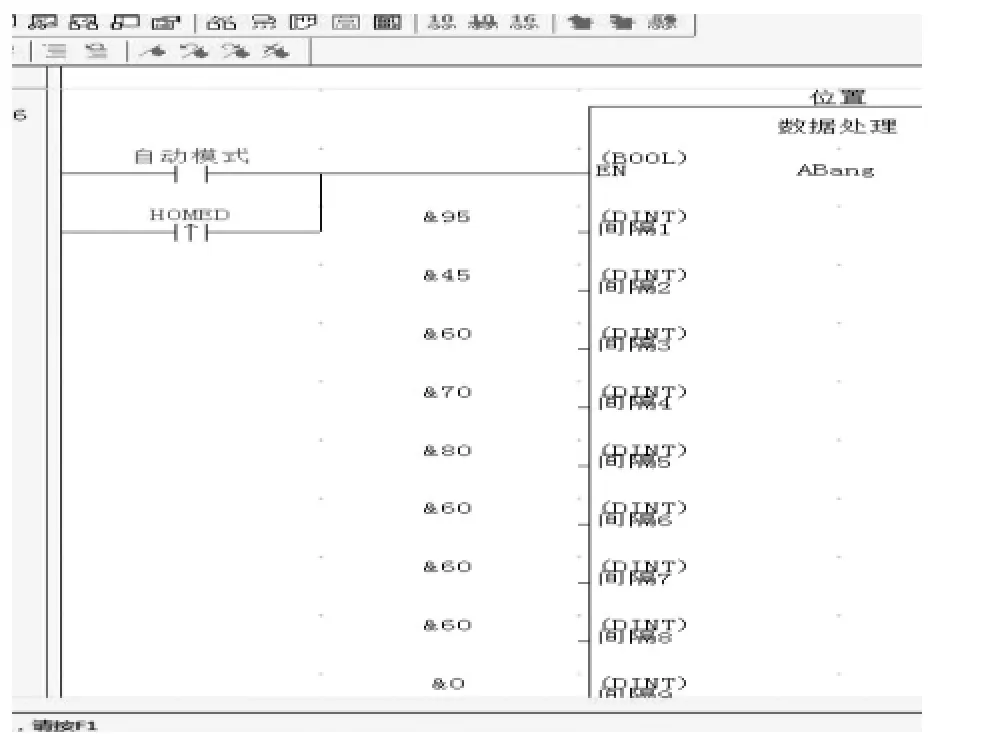
圖2 位置數據功能塊
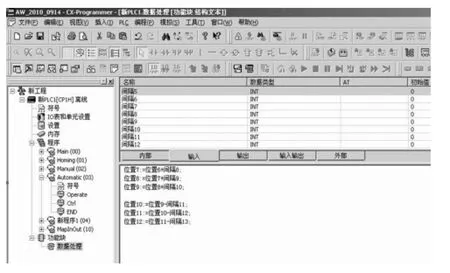
圖3 功能塊中的結構文本方式編程
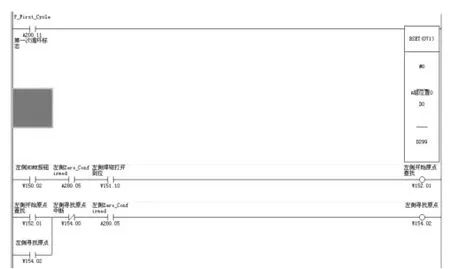
圖4 工藝控制梯形圖
4 觸摸屏操作
由于我們選擇的伺服電機的編碼器是增量式編碼器。因此,在進行自動操作前,原點返回是必需的。進行原點返回操作,只需要在觸摸屏上點擊原點返回按鈕即可,見圖5。

圖5 觸摸屏畫面
在返回原點過程中,原點返回閃爍,當碰到原點附近的限位開關后運行速度減慢,到達原點即停止運動;原點返回變為綠色常亮,說明原點建立正確完成。
需要注意的是,任何時候都必需確保在焊鉗運動軌跡上沒有障礙物,否則伺服電機會因為負載過大導致過載報警。同時,為了確保焊鉗運動時焊鉗是打開的,設計了接近開關對每一把焊鉗打開到位進行了檢測。任何時候只要焊鉗閉合,焊鉗移動立即停止,確保不會對白車身或者焊鉗、伺服傳動機構等造成損壞。
原點建立后,在觸摸屏上把工作模式切換為自動運行模式。只要白車身就位,車體就位檢測開關被觸發,主線安全和連鎖條件建立,此時,按下工位上的啟動焊接按鈕,焊鉗就會按照既定的程序自動運行。每運行到設定的位置,就會啟動焊接控制器開始焊接,焊接完畢焊鉗打開,繼續前進進行下一點的焊接。
5 效果驗證
圖6、圖7是實際焊接后的效果圖。由圖可見,伺服自動焊接的焊點大小尺寸一致,焊點間距均勻,焊點飽滿,經過非破壞試驗證明焊接牢固可靠。

圖6 伺服焊接效果圖

圖7 伺服焊接效果圖
6 推廣應用
基于以上的實踐驗證來看,使用伺服系統來進行焊接具有明顯的優點,主要體現在以下幾方面:
(1)減少了生產線單班次人員,通過減少人工成本來降低制造成本;
(2)保證焊點分布均勻、對中,提高了焊接質量,從而也保證了整個車體的強度;
(3)提高了車身焊接效率,增快生產節拍,滿足快速生產需求;
(4)減輕了工人的勞動強度,改善了人機工程;
(5)減少了焊接配套設備的數目,改善了車間生產線工藝布局。
7 結束語
伺服控制系統的應用,對公司的自動化推廣有著非常重要的意義。通過二軸、三軸、四軸伺服控制系統的研發應用,可以實現涂膠、抓取等動作的自動控制,應用前景非常廣闊。
[1]OMRON公司.《CP1H用戶手冊》(產品手冊)[Z].
[2]OMRON公司.《CP1H編程手冊》(產品手冊)[Z].
[3]OBARA公司.《焊槍選型手冊》(產品手冊)[Z].
[4]OBARA公司.《ST21系列控制箱使用說明書》(產品說明書)[Z].
Simple Application of Servo Drive Type Automatic Welding in the Welding Workshop
LI Liu-qiang,FANG Hai-ou
(SAIC GM Wuling Automobile Limited by Share Ltd.,Ctd.,Lliuzhou Guangxi 545007,China)
Servo automatic welding is based on CP1H OMRON small PLC control to realize a small peacekeeping dimensional welding automation equipment.Current servo automatic welding have SGMW automobile body area wuling sunshine,new wuling sunshine,wuling macro light,baojun,such as production line put into use,it can realize three-dimensional welding operation of four dimensional robot also in research and development stage. Based on servo control is simple and easy automation equipment application will become more popular,how to make the servo control to faster and more convenient,more accurate,has also become a new subject of industrial automation control.
automatic welding;servo control,application
TG409
B
1672-545X(2017)03-0114-04
2016-12-30
李柳強(1975-),男,廣西柳州人,本科,主要研究方向為自動化控制技術;方海歐(1980-),男,河南人,碩士,高級工程師,研究方向:機械傳動技術。
猜你喜歡
鐘表(2023年5期)2023-10-27 04:20:44
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2021年21期)2022-01-19 02:00:26
中學生數理化(高中版.高考數學)(2020年1期)2020-02-20 13:23:44
經濟技術協作信息(2018年11期)2019-01-14 03:07:20
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造技術與機床(2017年3期)2017-06-23 08:11:33
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
