降低磨削溫度的生產試驗與應用
2017-05-12 02:16:10韓金華
裝備制造技術 2017年3期
韓金華
(南通航運職業技術學院機電系,江蘇南通226010)
降低磨削溫度的生產試驗與應用
韓金華
(南通航運職業技術學院機電系,江蘇南通226010)
通過分析磨削加工中磨削溫度的影響因素,并進行了一些磨削加工試驗,獲得了一定的磨削加工參數,為降低磨削溫度、提高磨削加工表面質量提供了可靠依據。
軋輥;磨削;磨削溫度
磨削加工與切削加工相比,磨粒刃口鈍,形狀不規則,分布不均勻。磨削過程是包括切削、刻劃和拋光作用的綜合復雜過程。磨削加工由于磨削速度很高,磨削厚度很小,磨削刃很鈍,所以磨除單位體積磨削層所消耗的功率約為切削加工方法的10~20倍。磨削所消耗能量的大部分轉變為熱能,使磨削區溫度升高。
磨削溫度是指磨削過程中磨削區域的平均溫度[1]。磨削溫度除了影響磨粒的磨損、磨屑與磨粒的粘附外,主要影響工件表面的硬度和抗磨損能力,嚴重時甚至引起磨削燒傷和磨削裂紋,使工件報廢[2]。
磨削溫度主要與砂輪磨削深度(徑向進給量)、磨削速度(砂輪圓周線速度)、工件進給速度(工件圓周線速度)和磨削液使用有關。為了降低磨削溫度,最大限度地提高磨削加工表面質量,獲取最佳磨削工藝參數,我們分別進行磨削試驗和分析。
1 磨削速度(砂輪圓周線速度)及其影響
(1)試驗條件:
1)砂輪磨料:白剛玉(WA);
2)砂輪粒度:80目;
3)磨削表面:軋輥外圓;
4)工件材料:9SiCr合金工具鋼(淬火并低溫回火,硬度HRC58~62);
5)磨削用量:工件圓周線速度20 m/min;縱向進給量2 m/min;磨削深度0.01 mm;
6)潤滑冷卻:20%乳化液;
7)磨削設備:M1432A普通外圓磨床。
(2)試驗內容:
改變磨削速度,分別進行軋輥外圓磨削加工試驗。
(3)試驗結果:
軋輥外圓磨削后,表面硬度變化見表1。
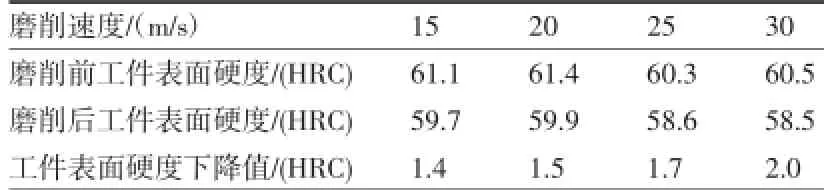
表1 磨削速度對磨削表面質量的影響
試驗結果顯示:磨削速度增大,工件表面硬度下降也增大。即降低磨削速度,有利于降低磨削溫度。
2 工件進給速度(工件圓周線速度)及其影響
(1)試驗條件:
1)砂輪磨料:白剛玉(WA);
2)砂輪粒度:80目;
3)磨削表面:軋輥外圓;
4)工件材料:9SiCr合金工具鋼(淬火并低溫回火,硬度HRC58~62);
5)磨削用量:磨削速度(砂輪圓周線速度)15 m/s;縱向進給量2 m/min;磨削深度0.01 mm;
6)潤滑冷卻:20%乳化液;
7)磨削設備:M1432A普通外圓磨床。
(2)試驗內容:
改變工件進給速度(工件圓周線速度),分別進行軋輥外圓磨削加工試驗。
(3)試驗結果:
軋輥外圓磨削后,表面硬度變化見表2.
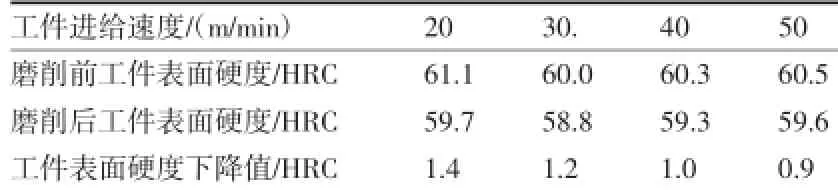
表2 工件進給速度對磨削表面質量的影響
3 磨削深度(徑向進給量)及其影響
(1)試驗條件:
1)砂輪磨料:白剛玉(WA);
2)砂輪粒度:80目;
3)磨削表面:軋輥外圓;
4)工件材料:9SiCr合金工具鋼(淬火并低溫回火,硬度HRC58~62);
5)磨削用量:磨削速度(砂輪圓周線速度)15 m/s;工件圓周線速度20 m/min;縱向進給量2 m/min;
6)潤滑冷卻:20%乳化液;
7)磨削設備:M1432A普通外圓磨床。
(2)試驗內容:
改變磨削深度,分別進行軋輥外圓磨削加工試驗。
(3)試驗結果:
軋輥外圓磨削后,表面硬度變化見表3.
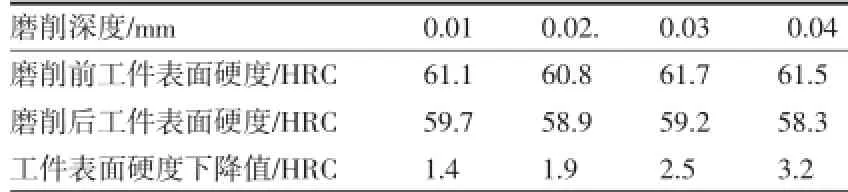
表3 磨削深度對磨削表面質量的影響
試驗結果說明:磨削深度越大,工件表面硬度下降越大。即降低磨削深度,可明顯降低磨削溫度。
4 潤滑冷卻介質及其影響
(1)試驗條件:
1)砂輪磨料:白剛玉(WA);
2)砂輪粒度:80目;
3)磨削表面:軋輥外圓;
4)工件材料:9SiCr合金工具鋼(淬火并低溫回火,硬度HRC58~62);
5)磨削用量:磨削速度(砂輪圓周線速度)15 m/s;工件圓周線速度20 m/min;縱向進給量2 m/min;磨削深度0.01 mm;
6)磨削設備:M1432A普通外圓磨床。
(2)試驗內容:
改變乳化液濃度,分別進行軋輥外圓磨削加工試驗。
(3)試驗結果:
軋輥外圓磨削后,表面硬度變化見表4.
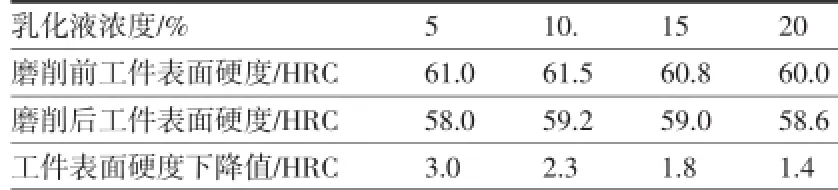
表4 乳化液濃度對磨削表面質量的影響
試驗結果證明:采用的乳化液濃度越大,工件表面硬度下降越小,磨削溫度越低,磨削效果越好。
5 結束語
在磨削加工淬火合金工具鋼9SiCr鋼軋輥外圓時,適當降低磨削速度,增大工件進給速度,盡量降低磨削深度,并采用濃度高的乳化液,可有效降低磨削溫度,提高磨削加工表面質量。
[1]余承輝.機械制造基礎[M].上海:上海科學技術出版社,2009.
[2]陸劍中、孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社,1999.
Production Test and Application of Reducing Grinding Temperature
HAN Jin-hua
(Department of Machincal and Electron,Nantong Shipping College,Nantong Jiangsu 226010,China)
The analysis of the influencing factors of the grinding temperature in grinding,and grinding experiment,obtained the certain grinding machining parameters,in order to reduce grinding temperature,improve grinding surface quality and provide reliable basis.
TG580.6
A
1672-545X(2017)03-0270-02
2016-12-15
韓金華(1962-),男,江蘇南通人,本科,講師,主要從事機械設計與制造。
Key worlds:roller;grinding;grinding temperature
