藍牙電池分選系統的設計
2017-05-12 02:16:02肖濤樊艷峰
裝備制造技術 2017年3期
關鍵詞:設備
肖濤,樊艷峰
(1.廣東省食品藥品職業技術學校,廣東廣州510663;2.廣東新宇智能裝備有限公司,廣東東莞523000)
藍牙電池分選系統的設計
肖濤1,樊艷峰2
(1.廣東省食品藥品職業技術學校,廣東廣州510663;2.廣東新宇智能裝備有限公司,廣東東莞523000)
目前藍牙電池生產廠家主要通過人工來進行電池分選,分選效率低且很難保證電池質量,為此,開發一款具備自動分選功能的新型設備來解決這一問題。本文主要介紹了該型設備的功能、結構、工作原理、硬件設計、軟件設計等。
分選系統;鋰電池;數據處理;生產效率
藍牙鋰電池的生產中,往往需要從現場獲取當前生產電池的重量值、凈液量值以及電池條碼,然后根據這些數據進行電池的篩選。同時,將相應批次電池的相關數據實時上傳到服務器,方便電池數據的追溯。
傳統電池的生產過程中,需要人工現場去稱當前電池的重量值,然后根據重量值與前段工序的數據進行計算,最后得出凈液量值。同時,還需人工手持掃碼槍對當前電池進行掃碼,并且將重量值、凈液量的結果與相應電池的條碼進行檢查。這樣的過程太耗時、耗力,而且容易出錯,不方便后段工序對此段工序數據的獲取。為此設計一款藍牙電池的分選設備,以改善這一工作。具體傳統電池的生產流程如圖1所示。
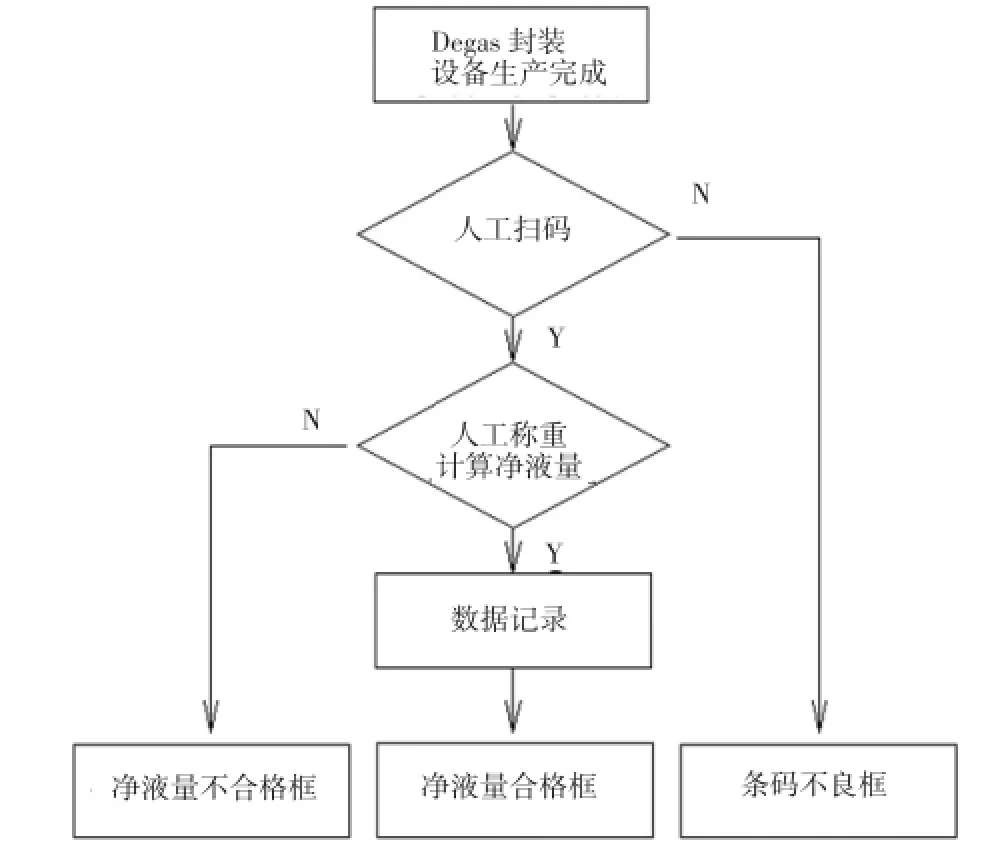
圖1 傳統電池的生產流程圖
1 設備功能、結構及工作原理
藍牙電池的分選設備應用于藍牙電池的Degas封裝切邊后的掃碼稱重工序,主要實現與Degas封裝切邊設備的連接、自動上料、掃碼、稱重、上傳追溯系統、計算凈液量并根據凈液量以及掃碼的結果來判定藍牙電池分類別排出的功能。
該設備主要由上料取料機械手、過渡傳送帶、掃碼稱重取料三聯機械手、掃碼機構、稱重機構、出料傳送帶以及分選機械手組成。具體如圖2所示。
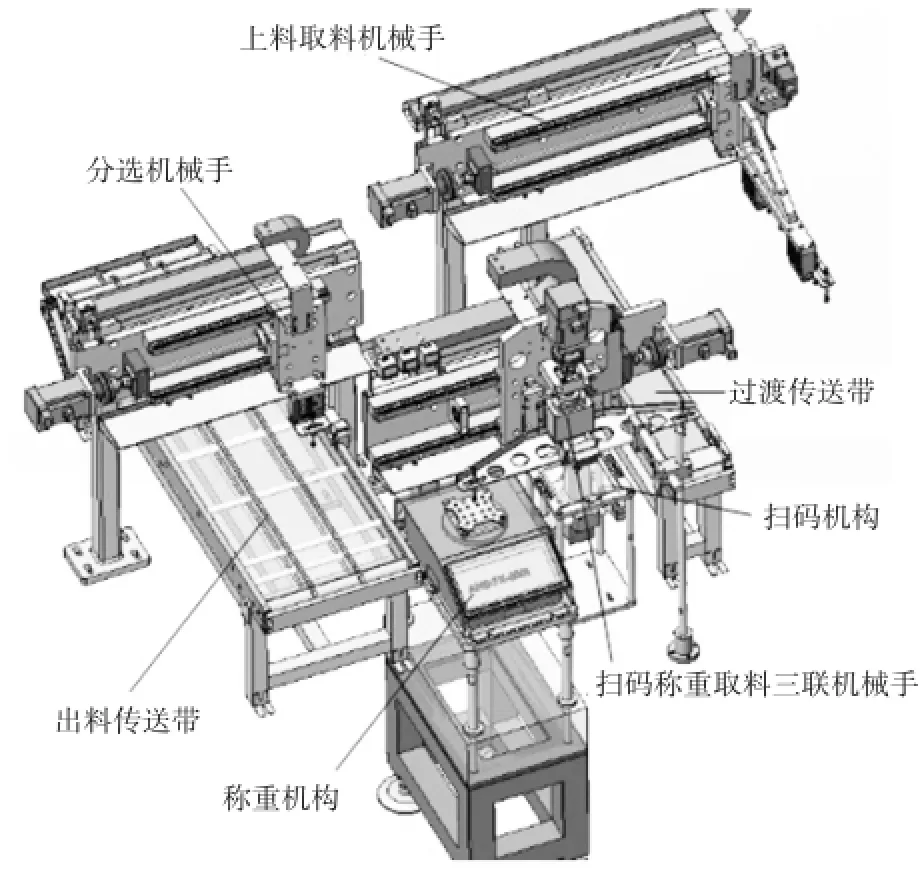
圖2 設備結構示意圖
首先,上料取料機械手將Degas封裝切邊設備出料側的電池取出放到過渡傳送帶上。然后,掃碼稱重取料機械手將過渡傳送帶上出料側的電池取出,依次放到掃碼機構、稱重機構和出料傳送帶上,并分別進行掃碼和稱重并獲取條碼信息、重量值和凈重值。然后,通過掃碼和凈重值來確定電池的分選信號。最后,分選機械手根據分選信號將電池放到出料傳送帶上相應的分選槽里。
2 硬件設計
主機采用歐姆龍CP1H系列PLC進行控制。由于該系統驅動6個電機,因此這里使用了2個CP1H系列的PLC,一個作主站,一個作從站。
由于上料取料機械手、掃碼稱重取料三聯機械手、分選機械手的取料點和放料點位置精度要求高,因此都采用伺服系統。而過渡傳送帶、出料傳送帶的精度要求相對不高,因此采用步進系統。
通過上位機以RS232形式來讀取重量值、計算凈重值、掃碼信息并生成EXCEL表,實時將數據上傳到服務器。
CP1H系列PLC與上位機的信號交換是通過IO板來實現。
該系統的電氣原理具體如圖3所示。
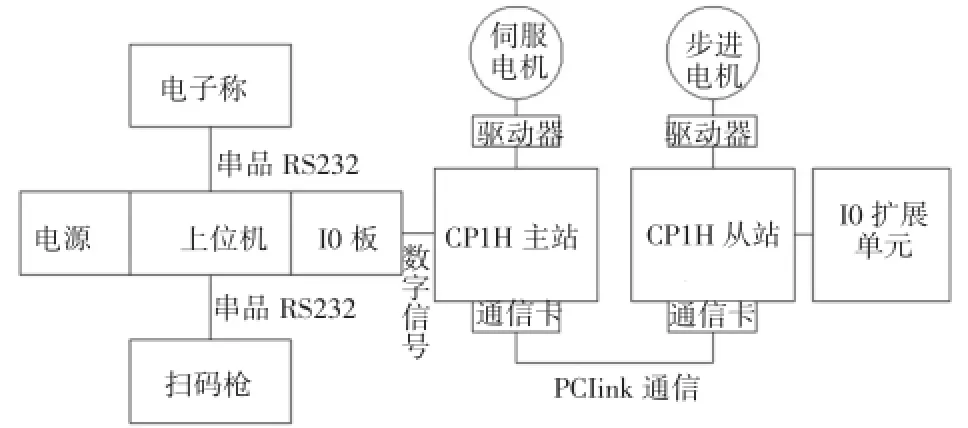
圖3 系統的電氣原理圖
3 軟件設計
該系統軟件包括兩個部分:配合機構動作的PLC控制部分和相關數據(重量數據、凈液量、條碼數據)記錄以及實時上傳的上位機部分。
3.1 配合機構動作的PLC部分
該部分主要完成以下功能:
(1)使上料取了料機械手能精準的將Degas封裝切邊設備出料側的電池取出,放到過渡傳送帶上的進料處。
(2)過渡傳送帶在進料處有電池的情況下能立即工作,直到觸發到過渡傳送帶末端的光電感應才停止。
(3)在掃碼完成和稱重完成后,使掃碼稱重取料三聯機械手能將過渡傳送帶出料處的電池抓取到掃碼位,將掃碼位的電池抓取到稱重位,將稱重位的電池抓取到出料傳送帶上。
(4)使出料輸送帶能將電池輸送到分選機械手取料位置,同時分選機械手能精確地將電池篩選到3個不同的分選槽中。
(5)能夠調整各個電機傳動機構的速度、位置值,以及對各個電機傳動機構進行歸零操作。
PLC設計流程具體如下圖4所示。
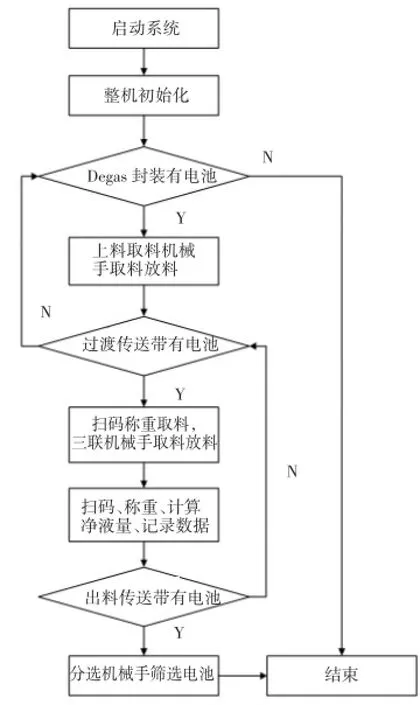
圖4PLC設計流程圖
3.2 相關數據處理部分
該部分主要完成以下功能:
(1)能記錄電池條碼、電池重量值、自動計算電池凈液量源、電池記錄信息,并且自動生產EXCEL表。
(2)當前批次電池生產完成后,能自動將記錄的數據信息上傳到服務器,方便后段設備對電池信息的追溯。
(3)能實時進行生產監控。主要是在系統自動運行時監控實時生成的條碼信息、重量值、計算的凈液量、篩選結果的記錄。
(4)能進行參數設置。主要是在系統運行前進行一些符合工藝要求的設置,如生產型號、生產批次、凈液量范圍的設定、凈液量常數設定。
(5)能完成IO/COM調試。主要確認上位機與電子稱、掃碼槍通信是否成功。
4 人機界面設計
人機界面主要以威綸EB8000組態軟件來實現,設計的界面主要有自動窗口、手動窗口、參數窗口及IO監控窗口。
(1)自動窗口:在此窗口可以進行自動運行操作、報警信息顯示、生產數以及生產效率顯示,具體如圖5所示。
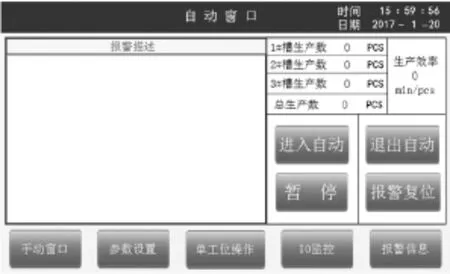
圖5 自動窗口界面示意圖
(2)手動窗口:主要在手動模式下,方便調試氣缸、電機動作,具體如下圖6所示。
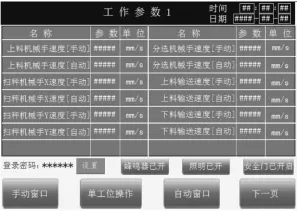
圖6 手動窗口示意圖
(3)參數窗口:在此頁面下可對機器的相關參數進行設置,具體如下圖7所示。

圖7 參數窗口示意圖
(4)IO監控窗口:該窗口主要為了在設備出現故障時,方便查看設備信號是否正常。
5 結束語
這種新型藍牙電池的分選系統目前已投入使用,整體運行穩定。每分鐘分選的電池數達到13個,準確率達100%,極大地提高了生產效率,有效地保證了電池的分選質量,同步地實現了實時數據的上傳以方便后段工序的數據追溯。
[1]李俊,尹勝彬,王藴珠.Visual Basic 6.0程序設計與應用教程[M].北京:電子工業出版社,2013.
[2]霍罡等.歐姆龍CP1H PLC應用基礎與編程實踐[M].北京:機械工業出版社,2014.
Design Of Bluetooth Battery Sorting System
XIAO Tao1,FAN Yan-feng2
(1.Guangdong Food And Drug Vocational Technical School,Guangzhou Guangdong 510663,China;2.Guangdong Xinyu Intelligent Equipment Co.,Ltd.,Dongguan Guangdong 523000,China)
At present,the manufacturer of bluetooth battery mainly finishes the battery sorting by hand.The production efficiency is extremely low and the quality is not guaranteed.Therefore,it is nessary to design a new automic equipment to solve this problem.The paper has introduced the function,working principle,general structure,hardware design,software design of the new equipment.
sorting system;lithium battery;data processing;production efficiency
TP271
A
1672-545X(2017)03-0172-03
2016-12-10
肖濤(1978-),男,湖北襄陽人,碩士,工程師,主要研究方向:電工電子;樊艷峰(1989-),男,湖南永州人,專科,工程師,主要研究方向:自動化。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
