金屬3D打印技術在手表上的應用研究
2017-05-13 01:13:41靳磊劉勝勇汪欣張峰鮑賢勇
科技與創新 2017年7期
關鍵詞:設計
靳磊+劉勝勇+汪欣+張峰+鮑賢勇


摘 要:金屬3D打印技術近年來在各工業領域發展迅速。通過研究,實現了316L不銹鋼3D打印技術在手表上的應用,涉及模型設計、3D打印工藝的選擇、機械加工等,因此,對未來金屬3D打印在手表上的應用方向進行了展望。
關鍵詞:金屬;316L不銹鋼;3D打印;手表
中圖分類號:TH16 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.07.156
3D打印技術是一種通過CAD設計數據,并采用材料逐層累加的方法制造實體零件的技術。相比于傳統的材料去除(切削加工)技術,它是一種“自下而上”的材料累加制造方法。與其他制造技術相比,3D打印具有顯而易見的技術優勢,包括允許個性化設計、開發周期短、材料損耗小、機加工成本低,可制造內部網格或空心結構等。目前,3D打印所涉及的材料主要包括高分子材料、陶瓷材料和金屬材料等。相比高分子材料和陶瓷材料,金屬材料在工業上應用更為廣泛,且當前較多的金屬3D打印樣件的性能已接近鍛件水平。因此,金屬材料的3D打印被認為是最具有工業應用前景的3D打印技術。
作為一種集合外觀設計、生產制造于一體的產品,手表外觀件一般采用金屬制造。此外,它還有著特殊的要求,包括新穎獨特的外觀設計、可靠的結構、較高的表面狀態要求、優異的耐腐蝕性和嚴格的鎳釋放標準等。而金屬3D打印的眾多優勢能在多個方面滿足手表外觀件的特殊要求,這為金屬3D打印在手表行業的應用提供了廣泛的想象空間。然而,目前還未見到金屬3D打印應用于手表的報道。本文進行了316L不銹鋼3D打印手表表殼的研究,并展望了金屬3D打印在手表上的應用前景。
1 模型設計
選取手表表殼中具有代表性的方殼和圓殼進行建模,模型圖分別如圖1中的a和b所示。其中,方殼設計為實心結構。為了考察金屬3D打印制作的空心表殼的可行性,將圓殼內部設計為4種結構,即實心圓殼、空心圓殼、內部帶Х型網格支撐圓殼(圖2中的a)和內部帶Ж型網格支撐圓殼(圖2中的b)。
考慮到金屬3D打印過程中的變形及后續加工余量,所有表殼在非裝配部位留有0.2 mm的余量,裝配部位留有0.4 mm的余量。在空心表殼中,除部分后續需鉆孔的部位外,為了保持表殼足夠的強度,單邊壁厚設計為0.5 mm。空心圓殼、內部帶Х型網格支撐圓殼和內部帶Ж型網格支撐圓殼在內圈不易見部分設計有直徑1 mm的小孔,以便打印完成后空腔內粉末的排出。
2 3D打印工藝
目前,可用于金屬的3D打印工藝包括三維印刷(3DP)、選擇性激光燒結(SLS)、電子束熔融(EBM)和選擇性激光熔接(SLM)等。其中,3DP和SLS技術在樣件的制備過程中,熔化的都是添加的非金屬的粘結劑。這些粘結劑雖能將粉粘結起來,形成具有一定形狀的模型,然而其本身強度較低,不可以作為手表零件直接使用。此外,打印出來的零件存在很多孔洞,與最終所需的致密零件相比差距比較大。為了獲得高強度和高致密度的零件,往往還需要對其進行后續處理(熱等靜壓、燒結等)。因此,在手表上應用3DP和SLS會存在幾個方面的問題:①手表部件多為尺寸精度要求較高的零件,但3DP和SLS制作的制件后續處理時收縮比較大,因此,制件的變形、精度、表面質量難以精確控制;②后續處理增加了成本,延長了制造周期,這與引入3D打印的重要初衷之一——節約成本、縮短制造周期相違背,但EBM的激光束功率較高、熔融前后溫差大、殘余應力高,會使制件在服役過程中存在難以預知的風險。
相比上述3D打印工藝,SLM技術利用高能激光束熔化切片區域內的金屬粉末,成型精度高、表面質量好,性能可達到鍛件水平,是目前受研究者關注最多的3D打印技術之一。本文中的金屬表殼3D打印采用SLM法,所用粉末原料為氣霧化的316L不銹鋼粉末,粉末形狀為近球形。激光粒度測試表明,粉末的d(0.1)、d(0.5)、d(0.9)分別為170,260,410.金屬3D打印的工藝參數為激光功率95 W、掃描速度70 mm/s、掃描間距0.06 mm。
3 機械加工
3D打印完成后,需對表殼進行加工,以滿足結構、尺寸要求。方殼和圓殼所采用的加工路線分別如圖3和圖4所示。上述加工完成后,再對表殼研磨、拋光、拉砂、噴砂,以滿足手表的外觀要求。
4 結論
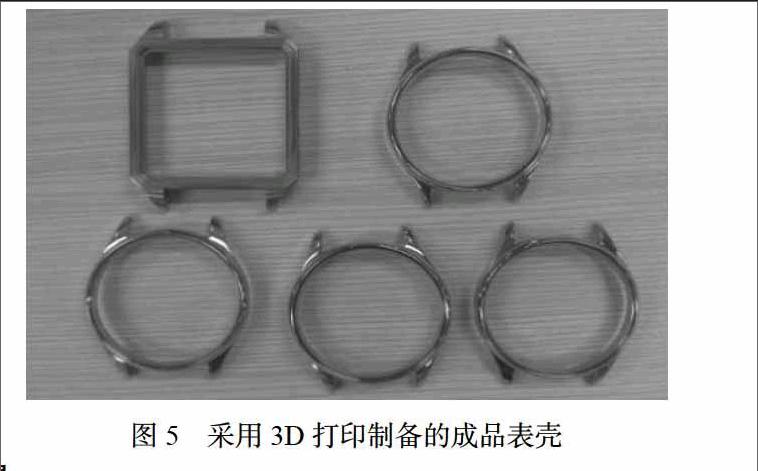
最終制備的表殼如圖5所示。經過檢測,各表殼均可滿足結構和尺寸設計要求。在外觀上,除了拋光的表殼存在細小麻點外,拉砂和噴砂態的表殼都滿足外觀要求,可作為手表外觀件直接使用,實現了金屬3D打印技術在手表上的應用。
5 展望
金屬3D打印技術在手表上的應用為手表的制造提供了新途徑。展望未來,金屬3D打印在手表行業可能在以下幾個方面具有較大的發展潛力:①個性化手表的制作。3D打印無需模具,使得個性化的手表制作不再需要昂貴的模具和較長的制造周期。②奇異面的加工。3D打印可使傳統機加工方式無法實現的奇異面制作變為可能,可以在設計時突破傳統機加工方式的局限。③節約樣板生產費用。可以快速、低成本地開發樣板。④貴金屬手表的制作。由于3D打印可以制作空心物品,因此,對于材料成本極高的貴金屬手表的制作,3D打印在節約原材料上具有傳統減材制造不可比擬的優勢。
雖然金屬3D打印技術在手表上的應用前景廣泛,但目前金屬3D打印還在諸多方面存在問題,比如尺寸精度、表面質量、復雜面的后續加工等。這些不僅是3D打印的現實問題,還涉及到外觀設計、結構設計、后續加工等一系列系統工程,只有在各環節協同發展、共同進步的情況下,金屬3D打印才可能在手表行業實現更為廣泛的應用。
參考文獻
[1]盧秉恒,李滌塵.增材制造(3D打印)技術發展[J].機械制造與自動化,2013(04).
[2]梁焱.3DP快速成型精度分析[J].機械工程師,2009(05).
[3]齊海波,顏永年,林峰.激光選區燒結工藝中的金屬粉末材料[J].激光技術,2005(29).
[4]闞文斌,林均品.增材制造技術制備鈦鋁合金的研究進展[J].中國材料進展,2015(02).
[5]張冬云.粉末材料性能對SLM模型制造過程影響的研究[J].應用激光,2007(01).
〔編輯:張思楠〕
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04