重型卡車車架總成側彎的工藝分析和解決措施
2017-05-22 02:24:35杜維維楊少帥
汽車實用技術 2017年17期
杜維維,楊少帥
(陜西重型汽車有限公司,陜西 西安 710200)
前言
隨著我廠載貨車大批量上市,載貨車車架總成側彎一次下線合格率較低成為了我廠目前生產亟待解決的問題,據 6月份統計數據,載貨車車架總成側彎一次下線合格率僅為66.8%。根據實際裝配情況,經工藝分析,影響車架總成的側彎可能有以下幾個因素:
a、零部件質量問題 b、鉚接順序c、測量位置 d、車型e、車架長度f、橫梁總成裝配方法
工藝分析前,先測量和搜集51輛份車架總成和零部件質量數據,測量要求如下:
①數量:51輛
②測量對象:上線前縱梁腹面彎曲度、橫梁總成寬度尺寸、下線后車架總成左右梁側彎度
③工具:游標卡尺、魚線銷 鋼板尺
④ 測量點
起始點:第一橫梁總成上連接板第一顆鉚釘向前300mm
終點:車架總成縱梁末端
中間點:每根橫梁總成選取中心一處;橫梁總成與橫梁總成之間選取中心一處;飛機梁選取后橋一和后橋二中心處。
⑤測量位置
距縱梁上翼面60mm處
⑥計算方法
側彎值=最大值-最小值
⑦車型:牽引、自卸、載貨,其中牽引 12輛,自卸 6輛,載貨33輛
⑧注:由于數據較多,此處不作匯總展示
根據以上測量數據,以下將對每個因素逐一分析和確認:
1 零部件質量問題
1.1 根據測量結果
將其中 33輛份載貨車側彎度不合格的車架總成數量統計如表1所示:
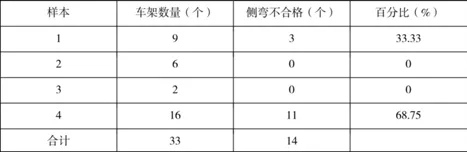
表1
1.2 14個側彎車架總成
其中引起車架側彎超差的有 22處,按類別分類如表 2所示:

表2
1.3 根據上表分析,做排列圖如圖1所示
由排列圖可知,縱梁側彎超差占 72.7%,是造成車架側彎的主要原因。
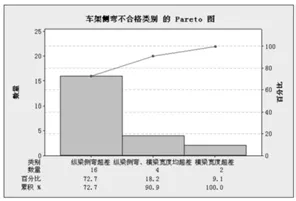
圖1
結論:零部件質量問題主要包括縱梁腹面側彎超差和橫梁總成寬度尺寸超差,是影響車架總成的側彎度關鍵因素
2 車架鉚接順序
2.1 現有鉚接順序
從前到后先鉚接橫梁總成上側鉚釘,再鉚接下側鉚釘,然后鉚接飛機梁上側和下側,最后打緊螺栓和鉚接縱梁加強鉚。
2.2 存在問題
(1)由于各種因素(左右鉚釘數量不同、鉚接技能等),車架左右兩側不能完全實現對稱鉚接;
(2)由于上下排鉚釘需要不同型號的鉚鉗,單側不能實現對角鉚接;
(3)試驗
①試驗條件:挑出14根橫梁總成,分兩組。
②試驗方法:
14根橫梁總成分兩組,方法一:按照由前到后鉚接;方法二:由中間到兩邊對稱鉚接。
③試驗目的:新的鉚接方法是否能保證車架寬度和側彎度。
④試驗數據:兩種不同鉚接順序的車架側彎度(此處不再匯總展示)。
分別對兩種方法測量的數據做控制圖和箱線圖如下圖2,圖3所示:
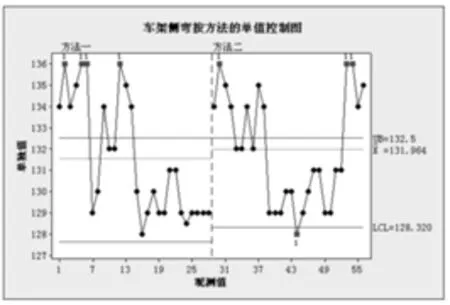
圖2
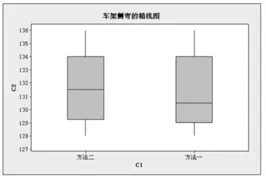
圖3
根據控制圖和箱線圖看出,方法一與方法二變化較小。
結論:不同的鉚接順序,對車架側彎影響變化不大。
3 橫梁總成裝配方法
橫梁總成鉚接完畢后,寬度尺寸分布有正偏差和負偏差,那么以下將針對隨機裝配和挑選裝配,兩種裝配方法對車架側彎度影響作如下分析:
將兩種不同裝配方法的載貨車車架不合格率統計對比如下表3所示:

表3
結論:改變橫梁總成的裝配方法,合格率有提升,說明橫梁總成裝配方法只是影響車架側彎度的關鍵因素。
4 車型
我廠車型主要包括牽引、自卸、載貨等,車型是否影響車架側彎度,做如下分析:
4.1 利用單因子方差分析車架右側彎度與車型的關系
單因子方差分析: 右側彎度 與 車型
來源 自由度 SS MS F P
車型 2 32.15 16.07 6.27 0.004
誤差 49 125.60 2.56
合計 51 157.75
S = 1.601 R-Sq = 20.38% R-Sq(調整)= 17.13%
4.2 利用單因子方差分析車架左側彎度與車型的關系
單因子方差分析:左側彎度與車型
來源 自由度 SS MS F P
車型 2 31.64 15.82 7.68 0.001
誤差 49 100.99 2.06
合計 51 132.63
S = 1.436 R-Sq = 23.86% R-Sq(調整)= 20.75%
4.3 繪制箱線圖如下圖4,圖5所示
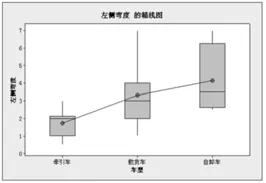
圖4
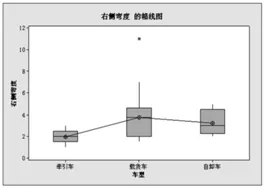
圖5
結論:根據P值和箱險圖看出,車型是影響車架總成側彎度的關鍵因素。
5 車架長度
車架總成長度范圍 6000~12000,那么長度是否影響車架側彎度,分析如下:
5.1 利用單因子方差分析車架左側彎度與長度關系
單因子方差分析:左側彎度與車架長
來源 自由度 SS MS F P
車架長 8 46.39 5.80 2.89 0.011
誤差 43 86.24 2.01
合計 51 132.63
S = 1.416 R-Sq = 34.98% R-Sq(調整)= 22.88%
5.2 利用單因子方差分析車架右側彎度與長度關系
單因子方差分析:右側彎度與車架長
來源 自由度 SS MS F P
車架長 8 72.05 9.01 4.52 0.000
誤差 43 85.69 1.99
合計 51 157.75
S = 1.412 R-Sq = 45.68% R-Sq(調整)= 35.57%
5.3 繪制箱線圖如下圖6,圖7所示
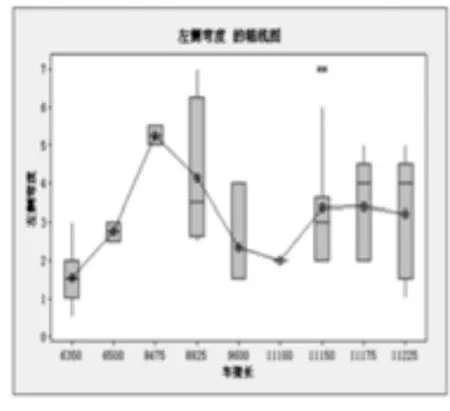
圖6
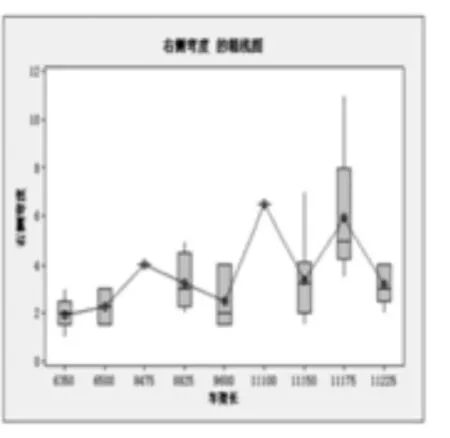
圖7
結論:根據P<0.05原則判斷,長度是影響車架側彎度的關鍵因素。
6 測量位置
同一個車架總成,由于車架總成前端為自由狀態,無連接,前端縱梁的平行度和彎曲無法保證,選擇不同的測量起點位置,會有不同的側彎值。 如選擇測量起點為第一道橫梁總成,一般車架側彎比例較少; 如選擇第一道橫梁向前300,則側彎比例增多; 如選擇車架縱梁最前端,則側彎現象嚴重。現對測量位置分析如下:
6.1 利用單因子方差分析左梁側彎度與測量位置的關系
單因子方差分析:左梁與測量位置
來源 自由度 SS MS F P
總位置 11 99.26 9.02 4.77 0.000
誤差 264 498.99 1.89
合計 275 598.24
S = 1.375 R-Sq = 16.59% R-Sq(調整)= 13.12%
6.2 繪制箱線圖如下圖8所示
結論:根據P<0.05原則判斷,測量位置也是影響車架側彎度的關鍵因素。
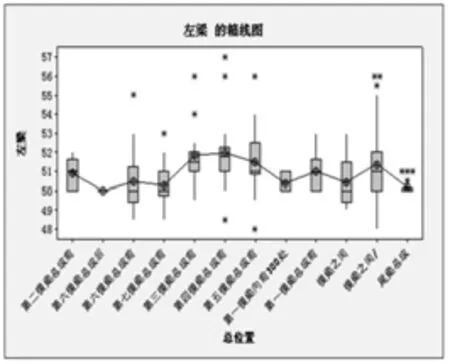
圖8
綜上所述: 影響車架總成側彎度關鍵因素有零部件質量問題、測量位置、車型、長度、裝配方法。
根據以上分析,為提高車架總成側彎一次下線合格率,應從以下幾點實施:
a)改變橫梁裝配方法:裝配前測量挑選同偏差的橫梁總成;
b)設計自制工裝:針對彎梁總成寬度尺寸問題,設計一套工裝用于鉚接控制彎梁尺寸;
c)委外件質量控制:召開專題會,明確委外件加工控制標準和運輸過程注意事項;
d)明確檢驗標準、返修標準:確定載貨車側彎度值和檢驗頻次等;由于回彈,提高側彎度返修標準;
e)規范測量方法:規范側彎度的測量起始點、測量位置、測量注意事項。
以上對策實施1個月后,重新對載貨車車架總成側彎度進行測量,經統計,一次下線合格率已提升至91.5% ,證明效果明顯。
7 結束語
本文通過數據測量和六西格瑪工具分析,找到了影響車架總成側彎度的關鍵因素,并采取一定對策后,提高了車架總成側彎度一次下線合格率。
參考文獻
[1] 馬林.六西格瑪管理.[M].2014年.中國人民大學出版社.
[2] 吳令云.MINITAB軟件入門.[M].2012年.高等教育出版社.
[3] 顧小玲.量具、量儀與測量技術.[M].2009年.機械工業出版社.
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56