鉚合頁設備的設計
2017-05-22 07:38:17肖濤樊艷峰
中國設備工程 2017年9期
肖濤,樊艷峰
(1.廣東省食品藥品職業技術學校,廣東 廣州 510610;2.廣東新宇智能裝備有限公司,廣東 東莞 523000)
鉚合頁設備的設計
肖濤1,樊艷峰2
(1.廣東省食品藥品職業技術學校,廣東 廣州 510610;2.廣東新宇智能裝備有限公司,廣東 東莞 523000)
本文主要介紹了鉚合頁設備的工作原理、硬件設計、軟件設計、故障處理等。
鉚合頁;組裝;生產效率;故障處理
目前,合頁產品在食品包裝行業中應用的越來越廣泛。因此,許多生產合頁的廠家急需尋求能提高生產效率,替代人工的鉚合頁設備,為此設計一款鉚合頁設備是非常有必要的。
1 鉚合頁設備的控制系統描述
該設備控制系統結構具體如下圖1所示。

圖1
可編程控制器接收來自觸摸屏以及光纖放大器和磁感應器的信號,進行相應的運算處理。然后,輸出運算結果,驅動各種功能氣缸及電機動作。
2 硬件系統的組成以及概要
該設備控制系統硬件系統具體如下圖2所示。
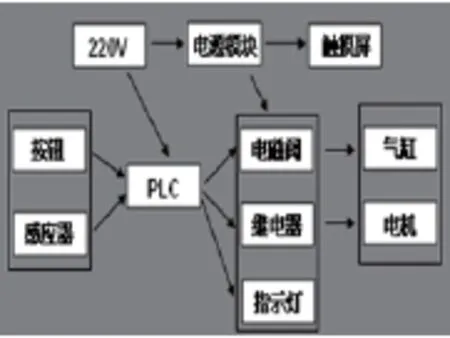
圖2
設備控制板總體上大致分成五個部分:供電電源、控制單元、輸入電路單元、輸出電路單元、上位機單元。
(1)設備供電電源主要包括主電路供電電源、輸入輸出電路供電電源。在這里主電路的供電電源主要由交流220V提供,而輸入電路供電電源由PLC本身提供,輸出電路供電電源則由24V的電源模塊提供。(2)控制單元主要采用松下的FP-XH C30T。(3)輸入電路主要包括按鈕和傳感器組成。(4)輸出電路主要包括驅動部分和執行部分。驅動部分主要由PLC輸出端直接控制,如電磁閥、中間繼電器、指示燈。執行部分主要由驅動部分驅動,如氣缸、電機。(5)上位機選用威綸的TK6070I觸摸屏。
3 軟件系統的流程
配合機構動作的PLC軟件部分需要實現以下功能:(1)啟動設備時需使鉚合頁電機運轉、振動盤和直振進行自動送料。(2)光纖檢測到2片合頁片以及針到位后,左右推合頁的氣缸進行動作,將2片合頁合在一起,然后推針機構將針推到2片合頁的銜接處。(3)實現鉚壓機構進行鉚壓。
設備控制系統的流程圖具體如圖3所示。

圖3
4 人機界面
(1)主操作頁面:此頁面可以執行各種操作模式的切換,監控狀態顯示、參數設定等。具體如下圖4所示。

圖4
(2)手動操作頁面:由主操作頁面進入到手動模式后,可用來調試、修正每個氣缸的工作位置。具體如下圖5所示。
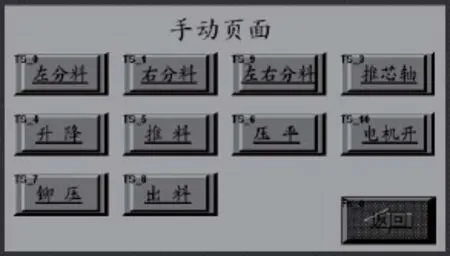
圖5
(3)參數操作頁面:由主操作頁面進入到參數設定模式后,可進行相應控制參數的設置,如圖6所示。

圖6
5 設備的調試
設備的整機調試主要包括以下幾個方面:(1)整機電路檢查。為確保人身安全及設備的可靠運行,不能急于通電進行整機調試。必須先用萬用表檢測線路是否正確以及機器是否漏電。檢測的電路主要包括主電路、控制電路。檢測主電路時,主要用萬用表測量220V電源進來后是不是每個連接220V的器件的線路都是導通的、火線和零線是否短路、火線或零線是不是跟機器外殼短路。檢測控制電路時主要檢測的是24V與COM端是不是存在短路。(2)氣動回路的檢查。電路檢測完畢后,接著就要檢查氣動回路有沒有問題。在通氣之前必須先要把氣缸上速度調節閥都適當調小。這樣做的目的是為了避免在檢查以及修正氣動回路時,氣缸帶動機械部分動作過快而誤傷人。檢測氣動回路有沒有出錯主要是通氣后看各個功能氣缸是不是處在設計時所要求的位置,如果不在就調換相應的氣管。(3)依次進行手動操作調試、單動操作調試、自動操作調試,直至設備可靠運行。(4)以上三步完成后,測試機器運轉時的生產效率。如果生產效率偏低,那么就要適當優化機械結構和程序。
6 故障處理
實際生產中難免會出現各種故障,上位機檢測到故障后,人機界面將會顯示相應的報警故障信息,警示燈也會同步閃爍,指示維護人員具體檢測相應故障單元。以下為常見的幾類故障以及相關處理:(1)按鈕類故障。如急停按鈕、上電/斷電按鈕等。當人機界面一直顯示設備處于急停中的報警信息而急停按鈕并沒有按下時,此時就需要檢查急停按鈕線是否松掉或按鈕本身是否已損壞。上電/斷電按鈕失效時,主要檢查線路是否脫落或者電箱短路器是否跳閘。(2)傳感器類故障。如光纖感應器、磁感應器等。當出現檢測不到合頁片以及針時,人機界面會顯示相應的報警信息,此時就需要調整光纖放大器的靈敏度或者調整檢測頭的檢測位置。當出現氣缸不在原位或終位報警時,需要調整磁感應器的位置或者檢查磁感應器是否損壞以及氣源是否有問題。(3)電機類故障。該設備使用的是單相交流電機,再加上頻繁啟停,因此出現故障幾率相對高一些。當電機出現異常時,先是檢查一下線路是否脫落,其次檢查一下電容是否損壞,如果損壞更換掉即可。
[1]吉紅,耿驚濤.PLC控制系統[M].化學工業出版社,版本:第一版.
[2]李方園.人機界面設計與應用[M].化學工業出版社,版本:第一版.
[3]宋伯生.PLC編程實用指南[M].機械工業出版社,版本:第一版.
[4]胡壽松.自動控制原理[M].國防工業出版社,版本:第三版.
TG938
A
1671-0711(2017)05(上)-0125-03
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
汽車維護與修理(2016年10期)2016-07-10 08:17:41
當代化工研究(2016年6期)2016-03-20 16:21:46
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39