減速器箱體的鑄造工藝設計及生產
2017-05-24 08:28:10劉宏偉蘇文生白麗梅
科技創新與應用 2017年13期
劉宏偉+蘇文生+白麗梅


摘 要:為了確定JF90-1球墨鑄鐵減速器箱體的最佳鑄造工藝,對其結構和鑄造工藝性進行了分析。通過優化工藝參數(包括澆注位置、分型面、砂芯數量、造型方法、模樣制作、澆注系統、冒口等),合理控制合金成分,最終成功生產了JF90-1箱體鑄件6件,為大批量生產減速器箱體做好了準備工作。
關鍵詞:減速器箱體;球墨鑄鐵;鑄造工藝設計;澆注系統;冒口;球化率
JF90-1箱體是南水北調工程中減速器箱體的重要部件,外形尺寸為∮1700mm×高740mm,材質QT450-10,此種減速器箱體輸出扭矩高達170噸,箱體的軸承端承載載荷較大,該鑄件內部質量要求非常嚴格、苛刻,不能有夾渣、疏松、裂紋等缺陷。同時,該批鑄件壁厚不均,大部分壁厚50mm,軸承端的壁厚高達130mm,而且在外圓上有兩處Φ250mm×350mm限位裝置,均要求滿足歐洲探傷標準。
1 鑄造工藝設計及方案選擇
1.1 鑄件的工藝性分析
從箱體的形狀結構看,在鑄件限位裝置兩處,分別存在厚大幾何熱節,易產生大的收縮,很容易出現變形、縮孔、縮松等鑄造缺陷。此兩處工藝措施:在鑄型和砂芯內分別設置冷鐵(厚度為100mm),增加散熱面積,減小熱節。
1.2 澆注位置和分型面
為了減少箱體鑄件大加工平面缺陷產生,將其放在底部。頂部采用冒口出氣及浮渣。分型面如圖1所示,為了保證起模方便,設置了兩處分型面,蓋底箱起模不便處,放置正起模斜度。
1.3 澆注系統設計
采用半開放半封閉式澆注系統,先開放后封閉,有利于擋渣。直澆道采用Φ80mm陶瓷管,橫澆口尺寸1/2(45+65)×65mm,內澆口尺寸(41+45)×14mm,直澆道總面積為5024mm2,橫澆道斷面總面積為7150mm2,內澆道斷面總面積為6020mm2,∑F直:∑F橫:∑F內=1:1.5:1.2,橫澆道、內澆道均涂刷石墨涂料,兩次涂刷兩次烘干。內澆口沿著外圓切向引入,分散開設,盡量避開鑄件厚大部位,盡量避免鐵液沖擊砂芯,從而使鐵液能夠順利地進入型腔并平穩地充滿型腔,同時也便于清理,直澆口底部設置耐火磚保護,有效防止沖砂現象的發生。
1.4 工藝參數設計
(1)鑄件收縮率:鑄件收縮過程受到阻礙不大,收縮率選取:長度方向1%,高度方向1%,寬度方向1%。(2)加工余量:底面取10mm,孔徑取12mm,頂面取12mm。(3)分型負數為1mm,芯頭配合間隙1mm。
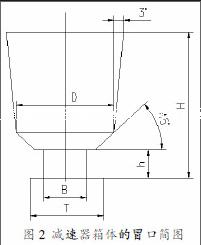
1.5 冒口的設計及計算
根據均衡凝固理論,利用球墨鑄鐵石墨化膨脹,抵消一部分收縮,設置冒口補縮鑄件初期凝固產生的收縮,采取參數如下:
根據鑄件壁厚T=60mm,選取D=2T,H=1.5D,B=0.6D,h=0.3-0.35D
D=120;H=180;B=70;h=40。
1.6 砂芯的設置
采用呋喃樹脂自硬砂造型、制芯。根據鑄件結構特點,內腔結構不太復雜,為了減少砂芯,采用中間設置一整體砂芯,需要在下芯合型前放置在底模上部,使用下芯吊具整體下芯。這樣既保證了尺寸精度,又減少了因使用芯撐而帶來的滲漏。
2 鑄造生產控制
2.1 模樣制作
做1個實樣外模、1個實樣芯盒、1個卡板、外模上做出冒口定位。縮尺1.0%。
2.2 造型生產控制
造型:采用天然硅砂,粒度30/50目,含泥量小于0.45%,水分小于0.5%,SiO2含量大于97%。混砂設備采用25t/h移動式混砂機。
箱體鑄件的合箱過程,是控制鑄件尺寸的關鍵過程,下芯后,采取演箱的方式,調整局部測量不到的壁厚;可以測量的部位,用專用卡板測量尺寸,采取這兩種方式檢驗砂芯的定位,控制鑄件尺寸精度。為了防止鑄件表面產生粘砂,在砂型表面和芯子表面涂刷耐火度高的石墨涂料兩層,分層點燃干燥固化,以增加型砂表面強度,避免表面落砂,提高鑄件質量,并吹干凈澆口管內的砂子。下芯后,用卡板檢查壁厚并測量尺寸,中間芯與上箱壓石棉繩。
2.3 化學成分控制
C含量(質量分數,下同)控制在3.2%-3.9%范圍內,Si含量控制在2.6%-2.8%范圍內。Mn降低塑性和韌性;同時錳易產生偏析,鑄態下在共晶團邊界極易形成碳化物,降低鑄件力學性能,所以錳含量控制在0.5%以下。為了防止磷共晶、MgS等雜質產生,磷含量必須小于0.06%,硫含量必須小于0.03%。要求熔煉設備為中頻感應電爐,鑄件毛坯包括澆冒口總重為4800kg,采用底注式搖包澆注鐵液,澆注溫度1345℃,澆注時間85s,注意點火排氣。
2.4 鑄件清理
清理工作前,先檢查鑄件表面有無嚴重缺陷。清理時,應注意不得損傷鑄件的邊緣、棱角。禁止重錘敲擊以免出現裂紋。鑄件翻轉時應注意人身安全,并應墊軟胎或木塊以防碰壞。對鑄件進行了拋丸處理,去除鑄件表面粘砂、氧化皮等附著物,顯露出金屬表面。
2.5 生產驗證
實際生產嚴格執行鑄造工藝,最終成功生產了6個JF90-1箱體,化學試驗報告、金相試驗報告、力學性能試驗報告、局部探傷報告均滿足客戶要求及相關標準。鑄件內部無縮孔、縮松、裂紋、氣孔等缺陷。通過以上工藝生產出的首件產品具體性能指標:
3 結束語
JF90-1箱體利用實樣造型方法,操作簡單,保證了鑄件無裂紋、變形、縮孔、縮松等鑄造缺陷。取得了客觀的技術效果和經濟效益。本產品無論是內在質量還是外在質量都得到了用戶的認可,為大批量生產減速器箱體做好了準備工作。
參考文獻
[1]張春明.球墨鑄鐵飛輪殼的無冒口鑄造工藝實踐[J].鑄造,2013,62(2):170-172.
[2]中國機械工程學會鑄造專業學會.鑄造手冊(第5卷)[M].北京:機械工業出版社,1994.