平割平圈地毯織機的工藝時序分析與設計
2017-05-24 14:44:14丁彩紅崔亞飛東華大學機械工程學院上海201620
紡織學報 2017年5期
關鍵詞:工藝
丁彩紅, 崔亞飛(東華大學 機械工程學院, 上海 201620)
平割平圈地毯織機的工藝時序分析與設計
丁彩紅, 崔亞飛
(東華大學 機械工程學院, 上海 201620)
針對我國地毯織造技術基礎研究相對薄弱的現狀,為給平割平圈地毯織機設計提供更多的理論指導,首先參考時間圓圖設計方法和一般割絨地毯織機的工藝要求,提出平割平圈地毯織機簇絨針和成圈鉤組件的運動時序關系。然后通過對連續圈絨、割絨和圈割絨交替簇絨時的成圈工藝分析,指出成圈絨時簧片的動作稍超前于成圈鉤的遠止點時刻,成割絨時簧片動作最晚時刻在成圈鉤的遠止點時刻,得出平割平圈地毯織機的運動時序關系圖。由于平割平圈地毯織機的簧片運動由電氣控制實現,獨立于由主軸驅動的針、鉤、刀的運動體系,因此,運動時序的分析和設計可為成圈機構的機械設計、電氣控制系統的設計提供理論參考。
平割平圈; 地毯織機; 時序; 成圈運動; 遠止點時刻
隨著經濟發展和生活水平的提高,地毯作為家居用品在近十年得到了普遍的使用,但相對于整個國民經濟,地毯產業還是一個相對小眾的產業,查閱2000年后與地毯織機、簇絨機相關的國內期刊文獻發現,除去不少報道性文章,文獻研究集中在機構設計及力學分析[1-2]、紗線張力分析[3]、提花控制系統的軟硬件設計[4]等方面,缺少開展地毯機械設計所涉及的工藝基礎研究。而地毯織造機械與紡織機械類似,具有機構復雜,工藝繁多,動作時序配合要求高的特征,例如阿克明斯特地毯織機[5]不僅有經緯編織底布工藝,還有植絨紗工藝,相比傳統的織機有許多類似,但工藝復雜程度不同,因此,需要多開展工藝分析,為企業自主設計地毯織機提供必要的基礎知識。
工藝時序反映紡織機械各工藝步驟、機構動作在時間節拍上的相互關系,正確的工藝時序是紡織機械設計的指導思想,因此,研究地毯織造機械的工藝時序是開展地毯織造機械設計的關鍵內容和基本依據。本文參考紡織機械設計中普遍采用的時間圓圖設計方法,將簇絨針、成圈鉤和成圈簧片的運動時序關系集合在同一時間坐標系中,根據成圈工藝要求,完成平割平圈(level-cut-loop,LCL)地毯織機的時序設計。
1 LCL地毯簇絨工藝分析
地毯簇絨織機種類多種多樣,但地毯織造的原理基本相同[6],通過將紗線植入移動著的底布形成一行行的絨圈而織成地毯。參與簇絨工藝動作的主要執行元件有簇絨針、成圈鉤和割刀,對于既有圈絨又有割絨的地毯,一般在成圈鉤上安裝可控制成圈鉤開口和閉口的成圈簧片元件。圖1示出LCL的簇絨工藝簡圖。LCL地毯簇絨織機可生產出等高的圈割絨組合的花形圖案,其工藝動作包括簇絨針的往復直線運動、成圈鉤的往復回擺運動、割刀的上下回擺運動和簧片的直線伸縮運動。當簧片伸出時,成圈鉤鉤口被閉合,成圈鉤上的紗線可以逃脫形成圈絨;當簧片縮回時,成圈鉤鉤口被打開,成圈鉤上的紗線無法逃脫而被割刀割斷形成割絨。紗線成圈絨還是成割絨主要取決于簧片的運動狀態。
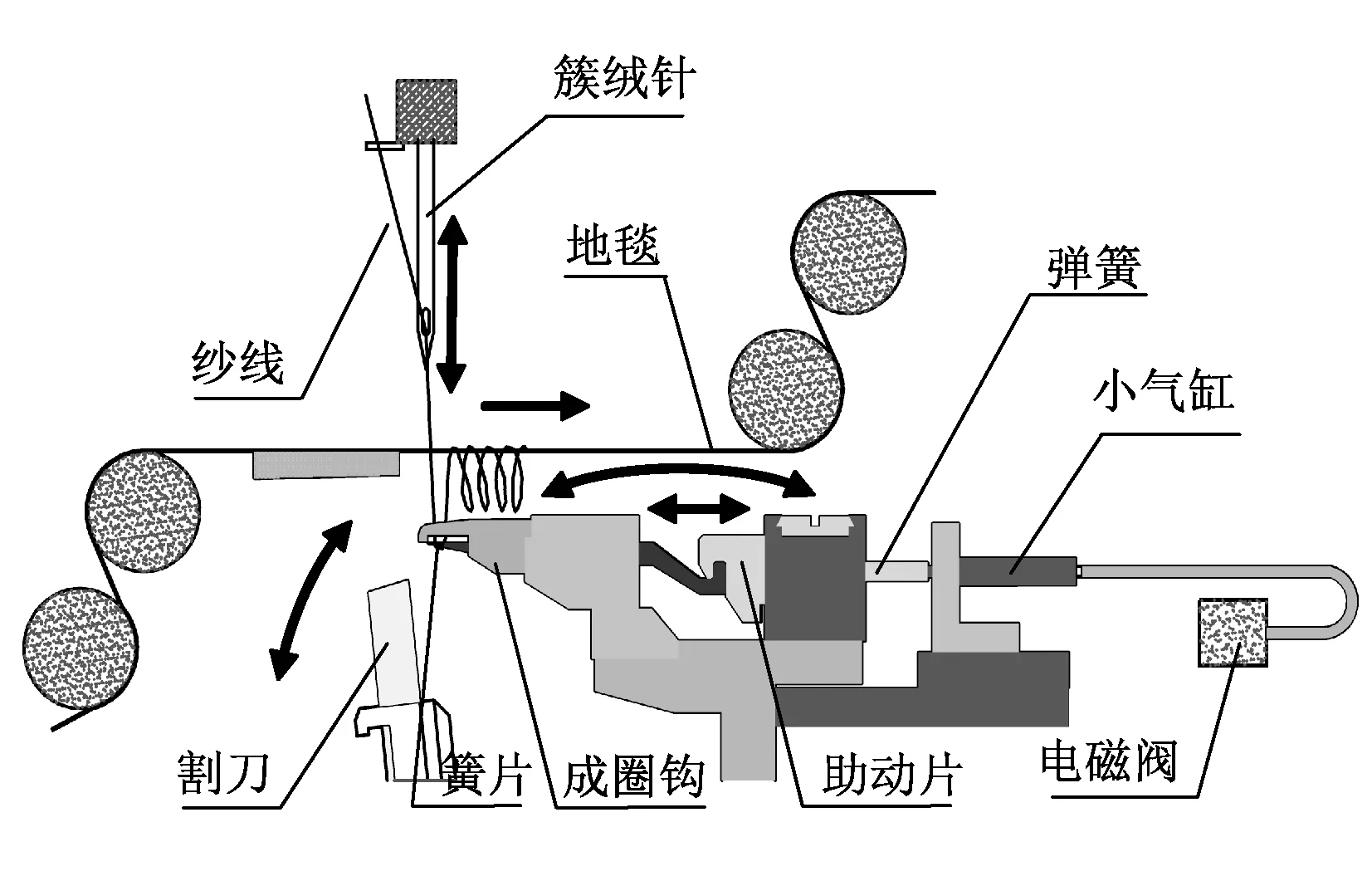
圖1 LCL的簇絨工藝簡圖Fig.1 Schematic diagram of LCL tufting
簧片放置于成圈鉤的側面溝槽內,可沿溝槽做相對直線運動。由圖1可知,小氣缸、彈簧、助動片、簧片和成圈鉤組合為一個LCL成圈鉤組件,其作用相當于普通地毯機的成圈鉤。簇絨針、LCL成圈鉤組件和割刀的運動由一個主軸通過多組連桿機構分別驅動。成圈鉤固定在LCL組件上,而簧片則以氣缸為動力源相對于組件是運動的,因此,LCL地毯織機的成圈執行機構進行2種運動:同一主軸驅動的針、鉤、刀的簡諧運動和簧片的相對直線運動。成圈工藝時序關系主要表現為這2種運動之間的時序匹配關系。
2 成圈運動的針鉤時序分析
參考時間圓圖設計方法,將360°的圓展開為時間橫軸,以主軸工作周期T為1個周期,分析簇絨針、成圈鉤和簧片的動作時序關系。
主軸每轉1周,完成1次“針送紗—鉤勾紗—紗脫鉤或者刀割紗”,形成1個圈絨或者割絨。如果紗線被成圈鉤勾住后不脫鉤,就會被割刀割斷,因此,植絨的過程可以理解為“針送紗—鉤勾紗—紗脫鉤或者不脫鉤”。
有割絨工藝的地毯機械的底布和成圈鉤的前進方向相反,以利于紗線留在鉤內被割斷,但這不利于紗脫鉤。以成圈鉤上平面水平位置為簇絨針行程的零點,以針豎直線為成圈鉤行程的零點。LCL地毯機成圈工藝的要點有:1)成圈鉤進程到零點時開始勾紗,稍超前于簇絨針的下止點;2)成圈鉤回程過零點時開始脫紗,脫紗結束時刻稍滯后于簇絨針的上止點,此時紗線具有較大張力,有利于紗脫鉤回彈[7]。非簡諧運動的連桿機構設計相對簡諧運動更利于實現工藝要求[8],但設計計算有一定的難度且存在剛性沖擊。本文采用一個主軸通過多組連桿機構驅動簇絨針、成圈鉤組件和割刀[9],其運動均為簡諧運動,根據工藝要點,通過設計連桿機構及布局、調整驅動偏心的相位角差值和連桿長度,得到LCL地毯織機的執行機構傳動簡圖如圖2所示。
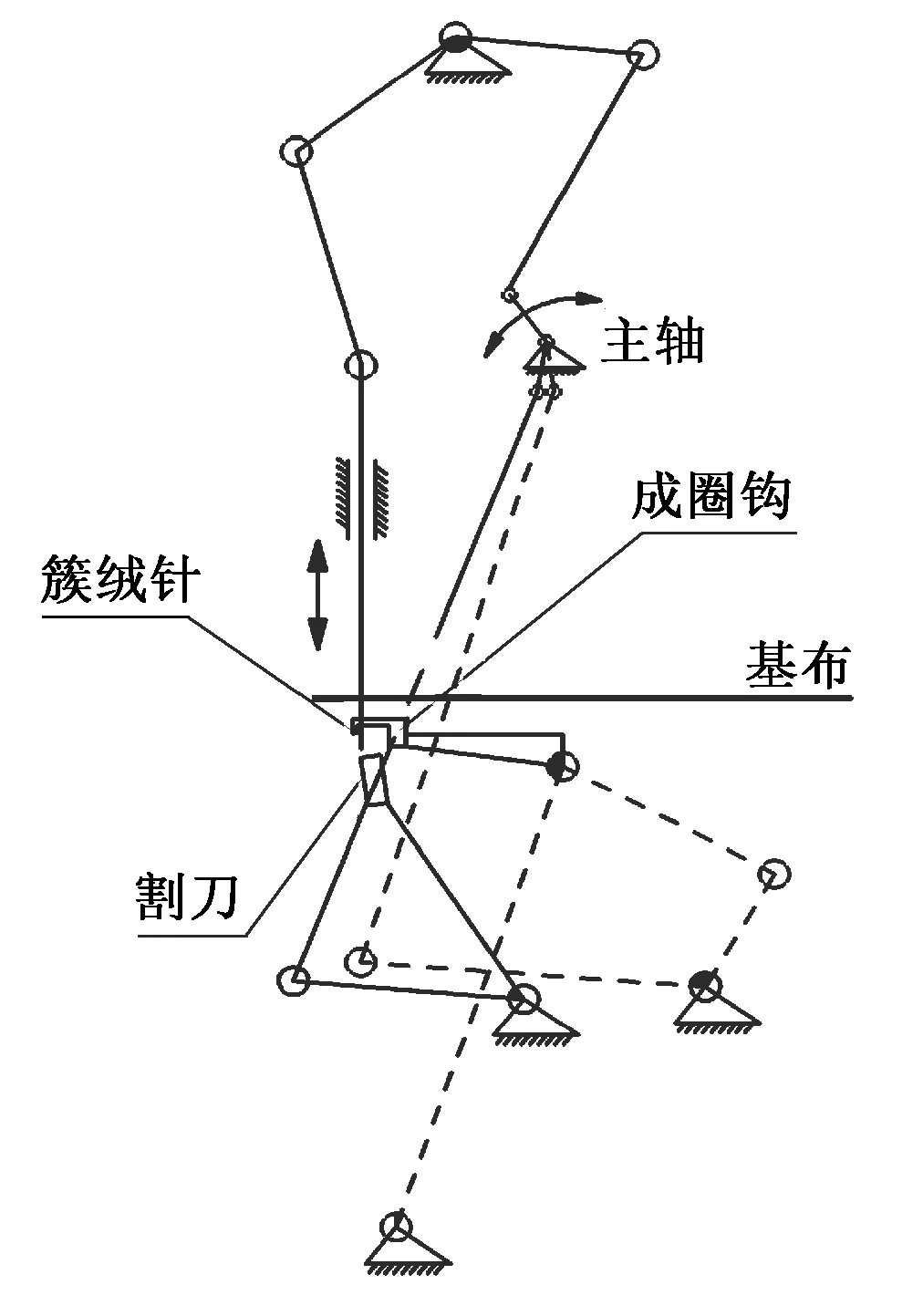
圖2 成圈機構示意圖和結構點圖Fig.2 Structure drawing and mechanism schematic of loop-forming motion
應用ADAMS運動仿真[10],設定主軸工作轉速為400 r/min,則主軸工作周期為0.15 s,取仿真時長為0.4 s,得到簇絨針和成圈鉤組件的時序關系,如圖3所示。圖中反映出簇絨針和成圈鉤機構的時間配合關系即相位差為105°,其中粗實線為簇絨針執行機構的運動路徑曲線,細實線為成圈鉤的運動路徑曲線。
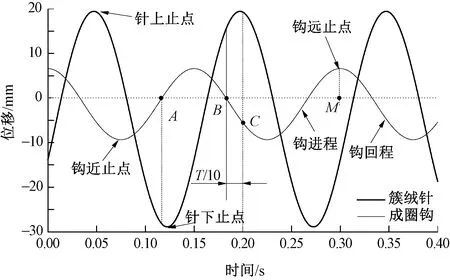
圖3 簇絨針和成圈鉤的運動時序Fig.3 Time sequence between needle and looper
由圖3可知,針在底布下的時間約為0.095 s,占運動周期T(0.15 s)的63%,有利于勾紗動作。A點為LCL成圈鉤組件進程過零點的時刻,根據成圈工藝要求,成圈鉤開始勾紗;B點為成圈鉤組件回程過零點的時刻,成圈鉤開始脫紗,由于LCL地毯機底布進給方向和成圈鉤組件的回程方向相同,所以不利于紗線迅速脫鉤,在稍滯后于針上止點的時刻C點完成脫紗,取TBC=T/10。
3 成圈運動的簧片時序分析
簧片前進閉合和退回打開的動作時序必須和簇絨針、成圈鉤的時序匹配,實現紗線脫鉤或者不脫鉤,從而得到正確的圈絨和割絨絨圈。
根據LCL簇絨工藝,提出簧片的動作時序設計要求:在一個工作周期內,當需要成圈時,簧片伸出,必須在某一時刻前閉合在成圈鉤上,在某一時刻后才可以退回;當需要割絨時,簧片不參與成圈工藝,也即簧片退回,必須在某一時刻前在成圈鉤上打開且保持退回狀態。
為進一步理解LCL地毯成圈過程中簇絨針、成圈鉤和簧片的時序關系,本文按3種情況的成圈形式進行詳細分析:連續圈絨、連續割絨和一針圈一針割交替連續簇絨。
3.1 連續圈絨
圖4示出LCL地毯機連續圈絨時簧片運動的時序圖。如圖所示,H點是簇絨針回程通過零點的時刻,簧片在H點時刻前必須閉合在成圈鉤上,否則紗線會進入鉤槽被割斷而形成割絨。4 m幅寬的LCL地毯機大約有1 300個簧片,而簧片運動是單個控制的。由于機械摩擦或控制誤差,簧片的運動一致性較難保證。為此,將H點時刻提前到N點時刻,也即簧片在N點時刻前必須閉合在成圈鉤上,N點一般取A點和H點之間的中間時刻,接近于成圈鉤遠止點時刻。
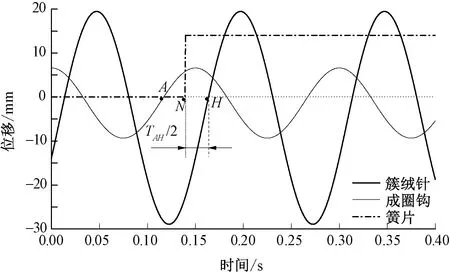
圖4 連續圈絨時簧片的運動時序Fig.4 Time sequence in continuous loop pile
連續圈絨時,只需滿足簧片在N點時刻前閉合在成圈鉤上,即簧片伸出并保持伸出狀態,直到電磁閥收到(割絨)成圈驅動信號后失電,氣路斷開,簧片在彈簧作用下退回,連續圈絨工況結束。
3.2 連續割絨
如圖3所示,在一個圈絨周期內,簧片至少保持伸出一段時間,當下一針為割絨時,簧片必須退回,成圈鉤打開,則C點為簧片退回的最早時刻,并且在M點時刻簧片必須退回到零點,即M點為割絨時簧片退回的最晚時刻。
連續割絨時簧片的運動時序如圖5所示。圖中顯示簧片在M點時刻必須退回到零點并保持退回狀態,成圈鉤的開口完全打開,此時簇絨針在回程且帶紗的針眼還處于成圈鉤的下方。直到電磁閥收到(圈絨)成圈驅動信號后得電,氣路導通,氣缸推動簧片伸出并閉合在成圈鉤上,連續割絨工況結束。
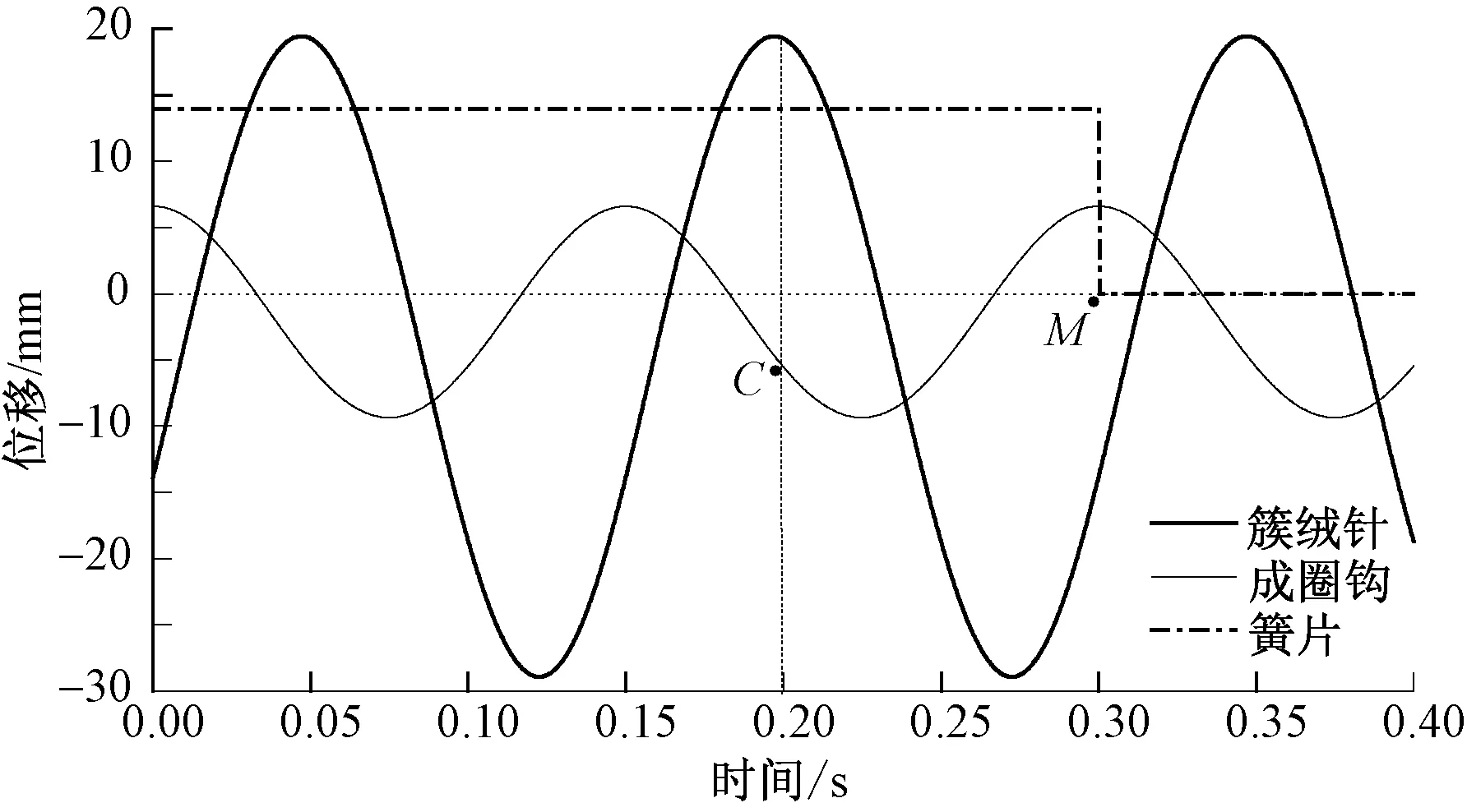
圖5 連續割絨時簧片的運動時序圖Fig.5 Time sequence in continuous cut pile
3.3 圈割交替連續簇絨
結合連續圈絨和連續割絨工藝時的時序匹配關系,得到圈割交替連續簇絨時的時序關系,如圖6所示。在成圈絨時,簧片伸出并保持伸出時間至少為TNC即可完成圈絨工藝;在成割絨時,簧片最晚在M點退回到零點。在圖中著陰影的TCM時間區域內,簧片既可是伸出狀態,也可是退回狀態。
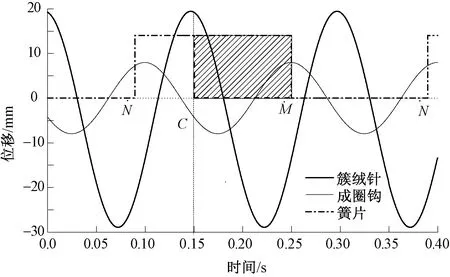
圖6 圈割絨交替時簧片的運動時序圖Fig.6 Time sequence in alternating loop and cut pile
4 電磁閥控制指令發送時刻分析
由圖1可看出:通過上位機發送指令給每個電磁閥,當電磁閥得到上位機的動作指令后,使小氣缸的活塞桿伸出,推動助動片克服彈簧壓力后,推動簧片前行閉合在成圈鉤上;當電磁閥得到上位機的斷開指令后,小氣缸活塞桿退回,助動片在彈簧作用回退,然后拉動簧片退回到零點,使成圈鉤處于打開狀態。
如圖1所示,厚度為1.2 mm的成圈鉤固定放置在線切割加工的固定座上,而簧片沿成圈鉤的側面溝槽做相對直線運動,對應的助動片間隙放置在線切割的固定座上,可往復運動,因此,在助動片和簧片的前行和退回過程中,需要克服機械摩擦和氣缸內部阻力。
LCL簇絨織機成圈過程中,簧片前進到位的時間主要由氣缸響應時間和活塞伸出到位時間決定;簧片回退到位的時間主要由氣缸響應時間和助動片的回退時間決定。由于電磁閥至氣缸的錦綸聚酯管較短,氣體通過其中的時間可以忽略不計,所以氣缸的響應時間也即電磁閥的響應時間,高頻電磁閥的響應時間約為0.03 s[11],與用SMC官方提供的選型軟件ModelSelectionVer.4.0測定的結果相符。以工作轉速為400 r/min的LCL機械為例,文獻[12]通過建立力學方程、動力學分析和仿真得出3個過程的時間值,如表1所示。
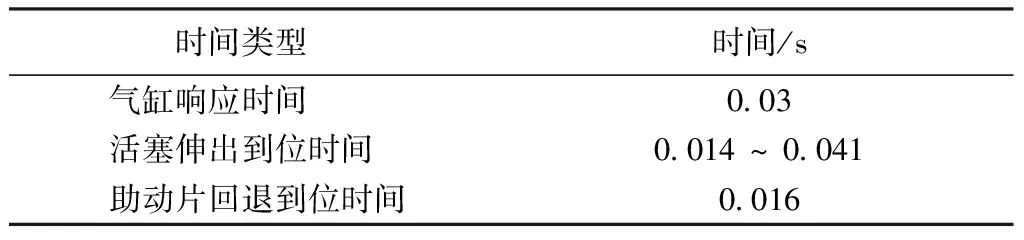
表1 LCL成圈鉤組件各部件運動所需時間Tab.1 Running time of parts in LCL looper assembly
結合圖6所示的簧片時序可知:圈絨時,發送電磁閥控制指令的時刻應提前N時刻0.044~0.071 s;割絨時,發送電磁閥控制指令的時刻應提前M時刻0.046 s。
5 結 語
各執行機構的工藝時序關系是進行紡織機械設計的基本依據。LCL地毯織機的針、鉤、刀的執行機構之間具有一般地毯織機的運動時序關系,而簧片作為一個由電氣控制的獨立運動單元,它的動作時序和針、鉤、刀運動時序之間的關系,決定了LCL地毯織機成圈工藝的正確性。本文參考一般割絨織機的成圈工藝要求和時間圓圖設計方法,提出了簇絨針、成圈鉤組件和簧片之間的時序關系,完成了LCL地毯織機設計的基本理論依據研究,為成圈機構的機械設計、電氣控制系統的設計提供了理論參考。
FZXB
[1] 李丁霖, 徐洋. 基于ADAMS的簇絨地毯機針連桿機構動力學分析[J]. 機械傳動, 2016, 40(2):100-103. LI Dinglin, XU Yang. Dynamics analysis of needle rod mechanism of tufting carpet machine based on ADAMS[J]. Journal of Mechanical Transmission, 2016,40(2):100-103.
[2] 丁彩紅, 楊延竹, 孫以澤. 地毯簇絨機械軸系動力學問題研究的現狀與展望[J]. 紡織學報, 2007, 28(8): 120-123. DING Caihong, YANG Yanzhu, SUN Yize. State and outlook of research on shafting dynamics of carpet tufting machine [J]. Journal of Textile Research, 2007, 28(8): 120-123.
[3] 石廣臣, 劉劍, 華元明, 等. 各種不同簇絨地毯織機的喂紗系統工作原理比較[J]. 輕紡工業與技術, 2012, 41(2):13-14. SHI Guangchen, LIU Jian, HUA Yuanming, et al. Compare of different yarn feeding system in different tufting machines[J]. Light Industry & Textile and Technology, 2012, 41(2):13-14.
[4] 徐洋, 孫志軍, 孟婥, 等. 簇絨地毯停機痕跡機理及控制方法的研究[J]. 中國機械工程, 2012, 23(1):94-97. XU Yang, SUN Zhijun, MENG Zhuo, et al. Research on mechanism and control method of tufted carpet stop mark[J]. China Mechanical Engineering, 2012, 23(1):94-97.
[5] 洪海滄. 近期國內織造技術的進步與發展方向[J]. 紡織導報, 2011(2):44-49. HONG Haicang. Latest improvements and development trend of domestic weaving technology[J]. China Textile Leader, 2011(2):44-49.
[6] 李康,趙鑫,華元明,等. 簇絨地毯織造工藝的探討[J]. 廣西紡織科技,2008,37(5):19-21. LI Kang, ZHAO Xin, HUA Yuanming, et al. The discussion of tufted carpet weaving technology[J]. Guangxi Textile Science & Technology, 2008,37(5):19-21.
[7] 丁彩紅.基于非簡諧方式的地毯簇絨機成圈運動的時間配合[J].紡織學報,2008,29(11):111-114. DING Caihong. Time coordination analysis of loop-forming based on n-shm in a carpet tufting machine[J]. Journal of Textile Research, 2008, 29(11):111-114.
[8] 王吉, 李文斌. 地毯簇絨機成圈運動的非簡諧方式時間配合[J]. 機械工程與自動化, 2010(5):79-81. WANG Ji, LI Wenbin. Time coordination of loop-forming based on n-shm in a carpet tufting machine[J]. Mechanical Engineering & Automation, 2010(5):79-81.
[9] Card-Monroe Corp. Forming cut and loop pile tufts[J]. Advances in Textiles Technology, 2006 (1):7- 8.
[10] 高廣娣. 典型機械機構ADAMS仿真應用[M]. 北京: 電子工業出版社,2013:47-52. GAO Guangdi. ADAMS Simulation and Application of Typical Mechanical Agencies[M]. Beijing: Electronic Industry Press, 2013: 47-52.
[11] 陳金兵,趙彤. 高頻氣缸的研究[J]. 機床與液壓, 2003(1):103-105. CHEN Jinbing, ZHAO Tong. The research of frequency cylinder[J]. Machine Tool & Hydraulics, 2003(1):103-105.
[12] 崔亞飛. LCL提花系統機構動力學分析及控制設計[D]. 上海:東華大學, 2016:41-66. CUI Yafei. Dynamic analysis and control design for the level cut loop jacquard system[D]. Shanghai: Donghua University, 2016:41-66.
Time series analysis and design for level-cut-loop carpet tufting machine
DING Caihong, CUI Yafei
(CollegeofMechanicalEngineering,DonghuaUniversity,Shanghai201620,China)
The basic research on carpet tufting technology is relatively weak in China, and the guiding ideology and basic theory of tufting machine design were provided. The sequential relation of needle and looper in level-cut-loop (LCL) tufting machine was proposed according to the design method of phase circle and the technological requirements of general cut carpet tufting machine. The sequence chart of LCL carpet tufting machine was acquired by studying the loop-forming process under the circumstances in continuous loop pile, continuous cut pile and alternating loop and cut pile. It is showed that the latch should close upon the looper at the time which is slightly ahead the looper′s far stop time when a loop pile is tufted, and open from the looper at least before the looper′s far stop time when a cut pile is tufted. Owing to the motion of latch in the LCL carpet tufting machine is electrically controlled, and it is independent from the spindle drive movement system of needle, looper and knife, and the time sequence analysis and design provides the foundation for the machine design of loop-forming mechanism and the electrical design of control system.
level-cut-loop; carpet tufting machine; time sequence; loop-forming motion; looper′s far stop time
2016-03-24
2017-02-18
丁彩紅(1973—),女,副教授,博士。主要研究方向為地毯織造裝備技術、機電一體化和故障診斷技術。E-mail:dingch@dhu.edu.cn。
10.13475/j.fzxb.20160304905
TS 105
A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
