基于Fluent的可吸收縫合線射流噴嘴的流場數值模擬
2017-05-30 06:26:12隋修武王碩李瑤胡秀兵
現(xiàn)代紡織技術 2017年4期
隋修武 王碩 李瑤 胡秀兵
摘要:為了解決殼聚糖和膠原蛋白可吸收縫合線紡絲成型過程中的噴絲線徑控制問題,運用Fluent軟件對可吸收縫合線射流噴嘴的流場進行數值模擬。采用Gambit軟件建立噴嘴模型,采用Fluent軟件仿真噴嘴射流過程,最后通過Tecplot軟件分析射流后流體半徑尺寸。仿真結果表明:采用控制變量法,當其他條件不變時,射流后流體半徑隨入口速度的增大而減小,隨流體粘度的增大而減小,隨流體密度的增大而增大,隨噴絲孔尺寸的增大而增大;入口速度和流體粘度單獨增大時,射流后流體半徑變小的趨勢變緩;調整入口速度是噴絲線徑控制問題最經濟、方便、有效的措施;仿真結果與實測數據的偏差保持在9%以內。
關鍵詞:可吸收縫合線;噴嘴;控制變量法;Fluent
中圖分類號:TP69文獻標志碼:A文章編號:1009-265X(2017)04-0065-05Numerical Simulation of Flow Field of Absorbable
Suture Jet Nozzle Based on Fluent
SUI Xiuwu, WANG Shuo, LI Yao, HU Xiubing
(Tianjin Key Laboratory of Advanced Mechatronics Equipment Technology, a.School of
Mechanical Engineering; b.Tianjin Polytechnic University, Tianjin 300387, China)Abstract:To solve the problem of controlling the diameter of the filament in the process of spinning of absorbable suture of collagen and chitosan, numerical simulation of the flow field of the absorbable suture jet nozzle was made with Fluent software. Gambit software was adopted to build a nozzle model, Fluent software was adopted to simulate the jetting process of the nozzle jet nozzle, and Tecplot software was adopted to analyze the fluid radius after jetting. Simulation results show that the fluid radius decreases with the increase of the inlet velocity and the increase of liquid viscosity, and increases with the increases of density of liquid and the increase of the size of spinneret orifice in case the control variate method is adopted and other conditions remain unchanged; the speed of fluid radius reducing after jetting becomes smaller becomes slower as either the inlet velocity or fluid viscosity increases alone; adjusting the inlet velocity is the most economical, convenient and effective measures for controlling the diameter of filament. The deviation between the simulation results and the measured datas is less than 9%.
Key words:absorbable suture; nozzle; control variate method; Fluent
目前,對于可吸收縫合線紡絲成型過程的研究主要以實驗為主,而且不能詳盡地表述噴嘴內外流體流動狀態(tài)。大多數可吸收縫合線制作公司還處于利用生產實踐經驗來控制噴絲線徑的階段,缺乏對材料的成型機理及紡絲工藝關鍵技術的掌握,致使制作出的縫合線線徑粗細不均、抗張強度不均,嚴重影響到其推廣應用。常規(guī)的實驗方法會受到模型尺寸、流場擾動和測量儀器精度的限制。Fluent軟件可以通過模擬噴嘴的射流過程看到整個流場的各種細節(jié)[510]。由于Fluent軟件功能的限制和紡絲成型影響因素的復雜性,本文只研究初生態(tài)絲直徑在流體粘度、流體密度、噴絲孔尺寸和入口速度單獨影響下的變化規(guī)律。
1縫合線的成型機理
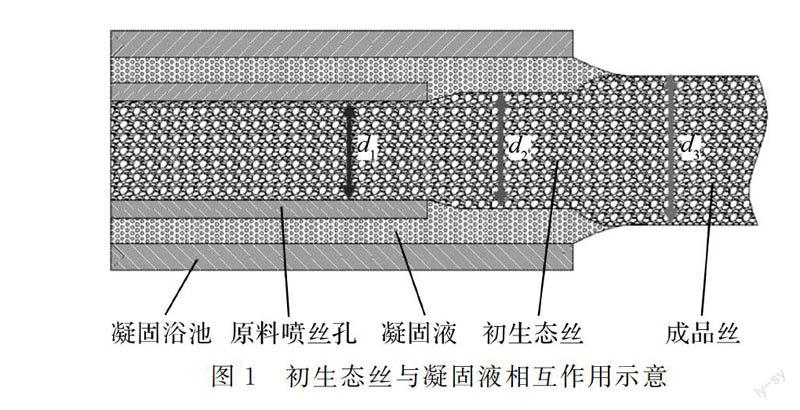
殼聚糖與膠原蛋白的原料混合流體在一定壓力作用下,由噴絲孔噴出,形成一定直徑的初生態(tài)絲。如圖1所示。
由于原料混合液的粘度、噴絲孔入口速度等因素的影響,噴絲孔噴出的初生態(tài)絲直徑d2與噴絲孔內直徑d1不相等,而是存在一定的關系。初生態(tài)絲與凝固液(主要成份是丙酮、氨水等)進行酸堿分子的雙向擴散,初生態(tài)絲中的酸性分子向凝固液中擴散,凝固液中的堿性分子向初生態(tài)絲擴散,形成成品絲。成品絲直徑d3與初生態(tài)絲直徑d2也不相等,也存在一定的關系。本文研究的是初生態(tài)絲直徑d2在不同因素影響下的變化規(guī)律。
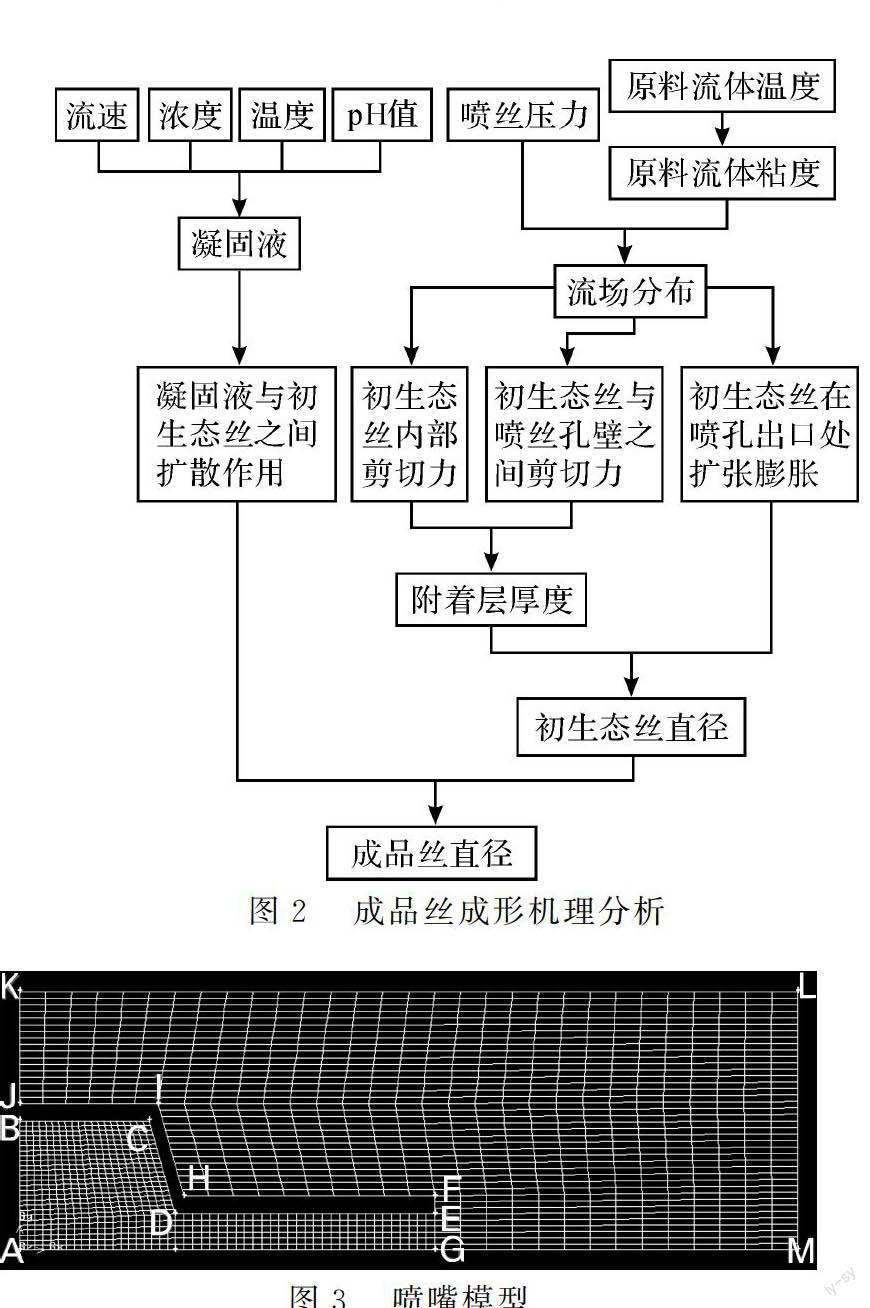
圖2為成品絲成形機理分析圖。
2模型的建立和網格劃分
利用Gambit軟件建立噴嘴模型如圖3所示。由于噴嘴是軸對稱圖形,為了減少軟件的計算量,只畫出了一半的圖形。根據生產中已實際使用的噴嘴尺寸,建模時采用以下尺寸:AB=0.015 m,BC=0.015 m,DE=0.03 m,HF=0.029 m,IJ=0.016 m,JK=0.013 m,KL=0.12 m,LM=0.03 m,AG=0.048 m。共采用5種符合國家標準的噴絲孔尺寸,分別是5#:內徑0.26 mm,外徑0.51 mm;6#:內徑0.34 mm,外徑0.64 mm;7#:內徑0.41 mm,外徑0.71 mm;8#:內徑0.51 mm,外徑0.81 mm;9#:內徑0.60 mm,外徑0.90 mm。FG為1/2的外徑,EG為1/2的內徑。
采用Quad四邊形網格形式,Submap網格劃分類型。
計算域邊界設置如下:AB為噴嘴入口,設置為速度入口VELOCITY_INLET;EG為噴嘴出口;BCDEFHIJB為噴嘴壁,設置直線BC、CD、DE、EF、FH、HI、IJ、JK為WALL;JKLMGEFHIJ為射流流場外部,設置KL、LM為PRESSURE_OUTLET;AG、GM為軸線,設置AG、GM為AXIS。
3Fluent數值模擬
由于本實驗涉及氣液兩相,故選用VOF模型,計算區(qū)域中氣體占據的空間較多,將空氣定義為基本相,將水定義為第二相。
3.1數學模型
a)本實驗選用VOF模型。
VOF模型可以應用于2種或2種以上互不穿透流體間界面的跟蹤計算。模型對每一相將引入體積分數,通過求解每一控制單元內的體積分數值來確定相同界面。對于水氣二相流,設αw(x,y,z,t)和αa(x,y,z,t)分別代表每個控制單元內水、氣所占體積分數,在每個單元中有:
αw+αa=1(1)
對于某個計算單元而言存在3種情況:a):αw=1,表示該單元完全被水充滿;b):αw=0,表示該單元完全被氣充滿;c):0<αw<1,表示該單元部分是水部分是氣,有水氣交界面。自由表面問題屬于第3種情況。
b)湍流模型選用層流,即Laminar。雷諾數定義為:
Re=ρVdμ(2)
式中:d為管道直徑,V為平均流速,μ為動力粘性系數。本實驗中,最大的噴嘴管徑d=0.000 84 m,最大的V=0.135 m/s,最大的ρ=1 400 kg/m3,最小的μ=0.6 kg/(m·s)。可計算得出Re=0.264 6<2 000,故選用層流模型Laminar。
3.2邊界條件的設定
入口邊界條件:入口采用速度入口,共設定0.055,0.075,0.095,0.115 m/s和0.135 m/s 5組值。出口邊界條件:出口采用壓力出口,壓力設置為0。固壁采用無滑移壁面條件。流體的密度共設定600,800,1 000,1 200 kg/m3和1 400 kg/m3 5組值。流體的粘度共設定0.6,0.8,1,1.2 kg/(m·s)和1.4 kg/(m·s)5組值。求解器設定為基于壓力的求解器:PressureBased。
3.3模擬仿真
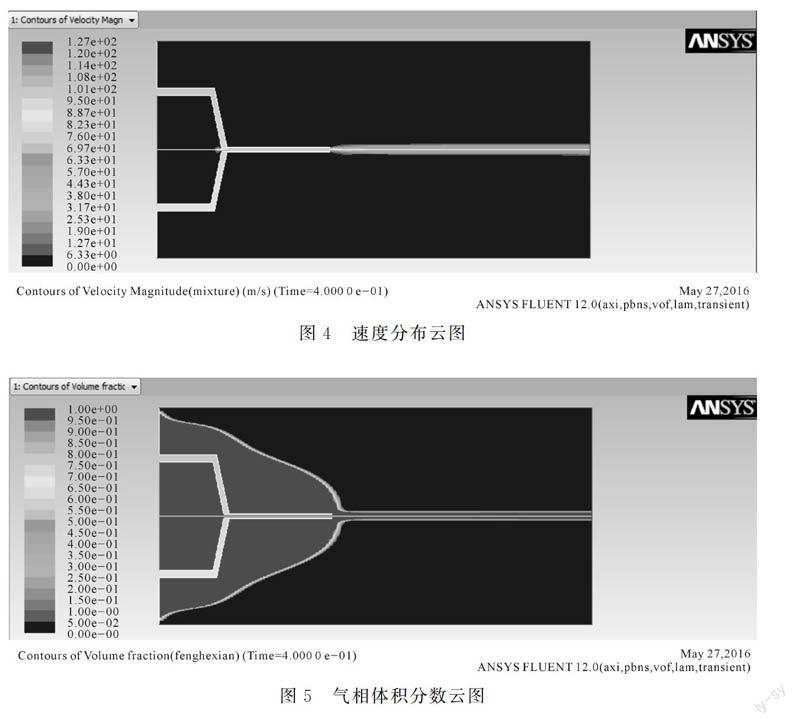
用Fluent軟件導入Gambit軟件生成的.msh文件。圖4為9#噴絲孔,流體密度1 000 kg/m3,流體粘度1 kg/(m·s)的速度分布云圖,圖5為氣相體積分數云圖。
4模擬結果分析
為了得到射流后流體半徑的大小,采用Tecplot進行后處理。用Tecplot軟件導入Fluent生成的.cas和.dat文件。Zone Surfaces選擇contour,Contour&MultiColoring Details選擇X Velocity。通過局部放大,可看到圖6所示結果:x軸為流體水平方向尺寸,y軸為射流后流體的半徑尺寸。
采用控制變量法分別分析以下因素對射流后流體半徑大小的影響。
4.1入口速度對射流后流體半徑大小的影響
當流體密度為1 000 kg/m3,流體粘度為1 kg/(m·s),噴絲孔尺寸為9#時,入口速度分別設置為0.055,0.075,0.095,0.115 m/s和0.135 m/s,可得到如圖7所示結果。
由圖7可看出,當流體粘度、流體密度和噴絲孔尺寸不變時,入口速度越大,射流后流體半徑越小。
4.2流體粘度對射流后流體半徑大小的影響
當噴絲孔尺寸為9#,流體密度為1 000 kg/m3,入口速度為0.055 m/s時,流體粘度分別設置為0.6,0.8,1,1.2 kg/(m·s)和1.4 kg/(m·s),可得到如圖8所示結果。
由圖8可看出,當入口速度、流體密度和噴絲孔尺寸不變時,流體粘度越大,射流后流體半徑越小。
4.3流體密度對射流后流體半徑大小的影響
當噴絲孔尺寸為9#,流體粘度為1 kg/(m·s),入口速度為0.055 m/s時,流體密度分別設置為600,800,1 000,1 200 kg/m3和1 400 kg/m3,可得到如圖9所示結果。
由圖9可看出,當入口速度、流體粘度和噴絲孔尺寸不變時,流體密度越大,射流后流體半徑越大。
4.4噴絲孔尺寸對射流后流體半徑大小的影響
當流體密度為1 000 kg/m3,流體粘度為1 kg/(m·s) 時,入口速度為0.055 m/s時,噴絲孔尺寸分別設置為5#,6#,7#,8#和9#,可得到如圖10所示結果。
由圖10可看出,當入口速度、流體粘度和流體密度不變時,噴絲孔尺寸越大,射流后流體半徑越大。
5實驗
為了驗證仿真結果的正確性,利用立管式濕法紡絲機進行了實驗。膠原蛋白與殼聚糖原料混合流體利用密度計測量的密度為967 kg/m3,利用粘度計測量的粘度為1.06 kg/(m·s),選用9 #噴絲針頭。在入口速度分別設定為0.055、0.075、0.095、0.115和0.135的情況下,進行了縫合線的實際紡絲,將上述參數的軟件仿真結果與初生態(tài)絲線經的測量結果如表1。
由表1可知,盡管有限元分析的線徑與實測數據存在一定的偏差,但偏差基本保持在9%以內,并且在混合液材料的密度粘度一定的情況下,噴絲直徑隨噴絲速度的增加而減小的規(guī)律是一致的。
改變其他變量,實測數據與仿真結果的變化規(guī)律也是一致的。
6結論
本文的研究對象是以殼聚糖與膠原蛋白為原料的醫(yī)用可吸收縫合線。采用控制變量法,分別研究了入口速度、流體粘度、流體密度和噴絲孔尺寸對射流后流體半徑大小的影響。可得到以下結論:
a)當其他條件不變時,射流后流體半徑隨入口速度的增大而減小,隨流體粘度的增大而減小,隨流體密度的增大而增大,隨噴絲孔尺寸的增大而增大。
b)入口速度和流體粘度單獨增大時,射流后流體半徑變小的趨勢變緩。故實際生產中,不能一味的增大入口速度或者流體粘度來達到減小射流后流體半徑的目的。
c)對于紡絲成型過程中的噴絲線徑控制問題,最經濟、方便、有效的措施是控制可吸收縫合線的入口速度。但入口速度影響程度有限,不能只單獨做出調整,需結合其他3個因素共同控制噴絲線徑,最終確定各個參數的最優(yōu)值。
d)仿真結果與實測數據的偏差保持在9%以內。
參考文獻:
[1] 中國報告基地.2013—2017年中國醫(yī)用可吸收縫合線行業(yè)市場行情發(fā)展趨勢及投資前景預測報告[R].2013,6.
[2] 陳薇.醫(yī)用可吸收縫合線[J].中國高新技術企業(yè),2010(21):32-33.
[3] 劉小紅,陳向標,賴明河,等.可吸收醫(yī)用縫合線的研究進展[J].合成纖維,2012,41(4):23-26.
[4] 呂悅慈.醫(yī)用縫合線的應用和發(fā)展[J].上海紡織科技,2005,33(7):31-33.
[5] 陳革,吳重敏,沈軍,等.基于Fluent的輔助噴嘴氣流流場數值模擬[J].紡織學報,2010,31(8):122-124.
[6] 郭杰,馮志華,曾庭衛(wèi).基于FLUENT的噴氣織機主噴嘴內部氣流場三維數值分析[J].蘇州大學學報(工科版),2009,29(2):38-42.
[7] 劉翠.基于Fluent的空氣變形噴嘴流場模擬及結構優(yōu)化設計[D].西安:西安工程大學,2011.
[8] 曹寒冰.基于FLUENT的前混合磨料射流噴嘴流場的數值模擬[D].合肥:安徽理工大學,2013.
[9] 袁東栩,袁淵,馮志華.基于FLUENT的噴氣織機主噴嘴氣流場分析[J].蘇州大學學報(工科版),2007,27(2):14-17.
[10] 付曙光,曾良才,張小明,等.基于Fluent的高壓除鱗噴嘴湍流仿真模型[J].武漢科技大學學報,2007,30(2):171-173.
(責任編輯:張會巍)