注塑后擾流板漏水問題的分析與解決
2017-05-30 10:48:04徐文萍鄭興華
企業科技與發展 2017年4期
關鍵詞:結構
徐文萍 鄭興華

【摘 要】隨著汽車行業的快速發展,消費者對汽車品質的要求越來越高,新車型研發周期逐漸縮短、更新換代速度愈來愈快。在新車型研發過程中,出現問題時快速的問題響應、原因分析、問題解決至關重要。文章以上汽通用五菱汽車股份有限公司的CN112車型后擾流板漏水問題為例,對問題原因查找的思路、問題的原因及控制措施進行介紹,為此類問題提供借鑒與幫助。
【關鍵詞】注塑后擾流板;結構;漏水
【中圖分類號】U462 【文獻標識碼】A 【文章編號】1674-0688(2017)04-0059-04
0 前言
后擾流板是指安裝在汽車尾部上端類似倒裝的飛機尾翼的塑料件,一般采用2種成型方法:吹塑成型和注塑成型,其中輕量化、低成本的單層注塑后擾流板得到各汽車制造廠商的相繼開發和使用。上汽通用五菱汽車股份有限公司的CN112車型注塑后擾流板在過淋水試驗時出現大量漏水的情況,漏水量大且水流直接落到車內地毯上,嚴重影響下線合格率與公司的生產效率,需迫切解決此問題。
結合其他車型的一些類似問題的處理經驗,我們總結出了查找問題原因的一般方法:①分析設計是否有誤;②調查現狀,找出問題癥結;③分析原因,找出所有的末端因素;④對所有的末端因素逐一分析,找出關鍵因素;⑤針對關鍵因素給出措施。下面就此問題的解決過程進行論述。
1 設計狀態分析
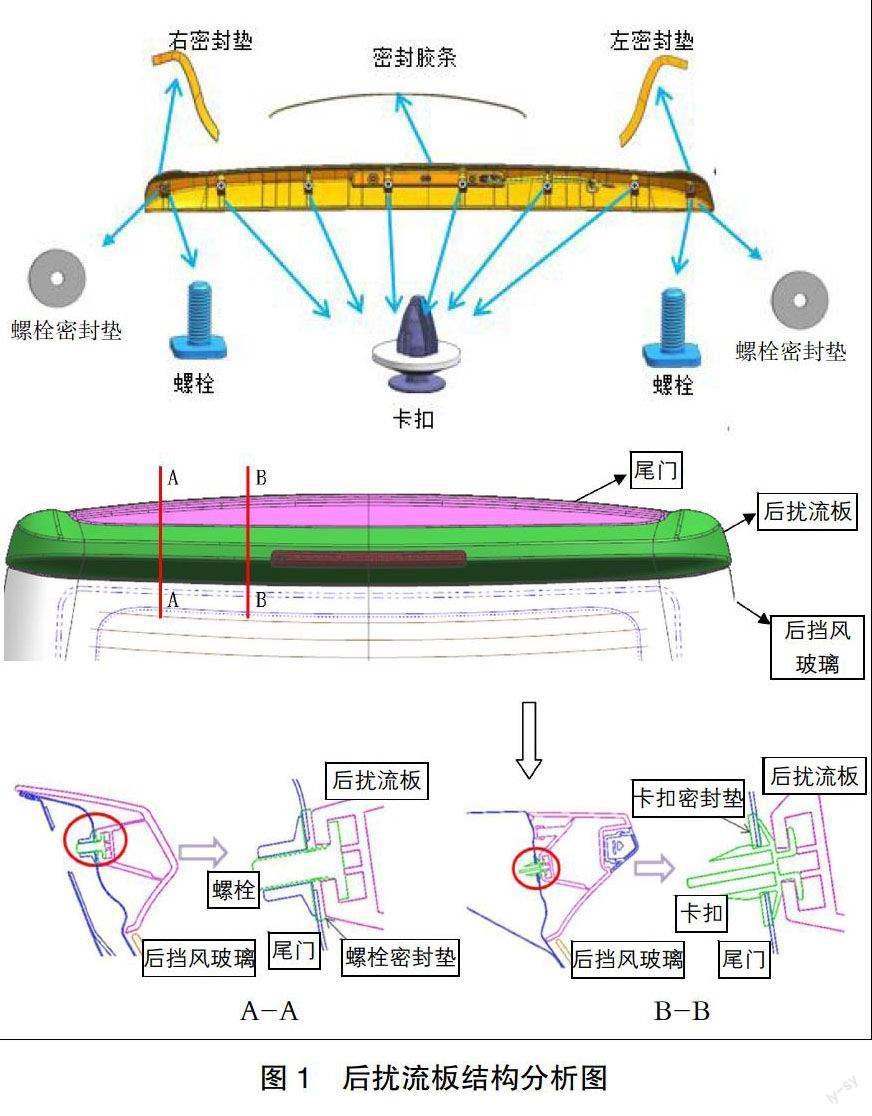
從圖1可以看出,后擾流板主要密封方式有以下幾種:①螺栓安裝點處尾門壓緊螺栓密封墊以達到密封效果;②卡扣安裝點處尾門壓緊卡扣密封墊以達到密封效果;③水從上端進入擾流板后從擾流板下端與后擋玻璃配合處流出。
根據上述分析,若實際零件達到設計要求,不應有漏水情況的出現,需要進一步查找后擾流板漏水的原因。
2 現狀調查
經總裝車間反饋,后擾流板的漏水位置都在右邊,初步懷疑后擾流板右端安裝點漏水,為進一步驗證,將后擾流板所有安裝點處底部割開,發現最右端2顆卡扣與尾門外板未貼合,卡扣密封墊上有明顯的水痕,而其他安裝點密封墊與尾門貼合緊密,得出后擾流板漏水的癥結為后擾流板最右端2顆卡扣與尾門未貼合。
3 原因分析
針對后擾流板最右端2顆卡扣與尾門未貼合這一問題癥結,經過認真討論和現場深入調查,最后確認了9項末端因素(如圖2所示):SOS中未規定卡扣裝配順序;員工未按SOS操作;后擾流板尺寸偏長,卡扣不易拍進;后擾流板主體卡扣安裝座尺寸小,卡扣無法自動調節;卡扣結構類似,混裝后不易識別;上端限位柱膠套硬度大頂住尾門,卡扣拍不進;后擾流板最右端螺栓安裝座安裝面高;尾門外板開孔偏大,不符合設計要求;卡扣拔出力偏小,容易從尾門孔中脫出。
通過對收集的9個末端因素進行調查分析和現場檢查,最后得出引起后擾流板最右端2顆卡扣與尾門未貼合的要因有以下4個。
(1)后擾流板尺寸偏長,卡扣不易拍進。前期試模時生產出的后擾流板表面縮印嚴重,為解決縮印問題,注塑后擾流板時將保壓壓力增至130 MPa,而一般ABS材料的保壓壓力為60~70 MPa,保壓壓力過大導致產品變形;在設計后擾流板模具結構時進膠點數量設計為4個,進膠點數量少,存在長度方向變形;生產后擾流板時模具豎直放置,造成進膠上下不平衡,零件尺寸不穩定。以上原因導致后擾流板尺寸偏長,卡扣與尾門安裝孔位置有偏差,卡扣不易拍進。
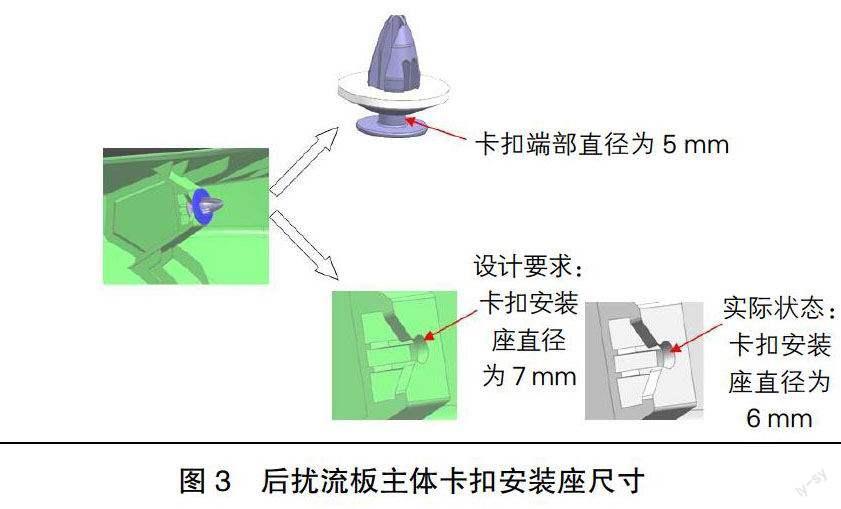
(2)后擾流板主體卡扣安裝座尺寸小,卡扣無法自動調節。如圖3所示,卡扣端部直徑為5 mm,后擾流板卡扣安裝座設計要求直徑為7 mm,卡扣有±1 mm的移動量,裝配時可以在一定范圍內自動調節,而通過測量,實際生產出的后擾流板卡扣安裝座直徑為6 mm,卡扣僅有±0.5 mm的移動量,導致卡扣卡入安裝座后太緊,無法自動調節彌補制造偏差。
(3)后擾流板最右端螺栓安裝座安裝面高。造車階段,由于側圍及尾門外板尺寸精度不高,后擾流板裝車后與左側圍間隙為4.5~4.8 mm,與右側圍間隙為3.4~3.8 mm,左、右間隙不一致,為解決此感知質量問題,后擾流板最右端螺栓安裝座面抬高了1.5 mm,為確認是否因此安裝面的抬高引起卡扣難裝配,將后擾流板在檢具上固定好,測量各卡扣安裝座面與檢具的間隙,結果表明最右端的2顆卡扣安裝座面與檢具間隙比其他的大1.3 mm左右,實際裝車時最右端螺栓緊固好后,鄰近的2顆卡扣很難拍進鈑金孔。
(4)后擾流板卡扣拔出力偏小,容易從尾門孔中脫出。后擾流板通過塑料卡扣和螺栓與車身鈑金連接,裝配工人在鈑金內側打螺母將螺栓緊固,此時螺栓密封墊與鈑金貼合緊密,能起到很好的防水作用,而卡扣是直接卡進車身鈑金孔里,此安裝方式對卡扣的插拔力有一定的要求。影響卡扣插拔力的主要尺寸為圖4中的a和b,車身鈑金安裝孔與a值相匹配,a值為φ9.0 mm,車身孔為φ8.5 mm;b值一般以40°~50°為宜,大于50°則卡扣卡不緊,易拔出;小于40°則卡扣難插入,裝配困難。經過確認,后擾流板中卡扣的b值設計值為45°,而實際生產出的卡扣此處值為60°,卡扣易松脫。
4 改進方案
(1)針對原因一:①調整后擾流板的注塑工藝,將保壓壓力控制在60~70 MPa;修改后擾流板模具,進膠方式由4點改為6點進膠;模具由豎向放置改為橫向放置;②做檢測工裝,對長度超出要求范圍值的樣件做報廢處理。
(2)針對原因二:對后擾流板卡扣安裝座進行修模,后擾流板卡扣安裝座直徑達到7 mm,卡扣卡入安裝座后能夠自動調節。
(3)針對原因三:對后擾流板最右端螺栓安裝座修模,將安裝座面降低1.5 mm,使之與最初設計狀態一致。
(4)針對原因四:從原因二的分析中可知,卡扣中的尺寸b值設計不合理,修改卡扣模具,使尺寸b值改進為45°,增大卡扣拔出力,改善裝配強度。圖5是A、B 2套模具修模后生產出的卡扣與修模之前的卡扣拔出力的對比,可以看出,改模后A、B 2套模具生產出的卡扣拔出力都比之前有所增加。
5 效果檢查
從圖6可以看出,措施全部斷點后,后擾流板漏水率將為0,說明改進措施切實有效。
6 結論
本文以CN112車型注塑后擾流板漏水問題為例,論述了此類問題的解決思路,通過本文論述的方法使問題得到有效解決,在不更改車身鈑金和增加整車成本的情況下進行改進,經裝車驗證,改進后的零件徹底解決了后擾流板漏水問題。
通過對注塑后擾流板漏水問題的分析及改進,得出經驗,在以后進行產品設計開發時應當注意以下方面:①應根據零件使用區域,采用合適的安裝結構,以滿足使用要求。后擾流板作為安裝在尾門上部的外飾件,不僅起到裝飾作用,還可以有效地減少車輛在高速行駛時的空氣阻力,因此在以后的車型中應盡量減少卡扣的使用,改為使用強度高的螺栓,既可以提高安裝強度,又可以避免漏水問題的發生。②在開發過程中,應充分分析零件工藝結構的合理性。模具結構的合理性包括最佳的澆口數量、澆口位置及尺寸,合理的流道系統與冷卻系統等。通過模擬塑料在型腔內的流動情況,分析熔體充填過程中的溫度變化情況、流速分布、制件的冷卻情況、壓力分布情況,分析整個零件的翹曲變形位置及翹曲變形量,分析產生翹曲變形的主要原因,并制定相應的改進措施,從而減少塑件廢品率,提高產品質量,使零部件的設計更加合理,達到優化設計的效果。③引起后擾流板漏水的原因有很多,在分析過程中我們應該針對問題找出所有可能的原因,將找出的各要素進行歸類、整理,再一一確認,最后找出問題的主要原因。
參 考 文 獻
[1]劉廷福.淺談注塑成型后擾流板的設計與應用[J].企業科技與發展,2015(3):24-26.
[2]王東峰,陳澤中,劉會,等.基于Moldflow的汽車擾流板模流分析及翹曲優化[J].塑料工業,2014(9):42-45.
[3]王洪亮,劉心,何艷波,等.汽車后擾流板對兩廂車行駛穩定性影響[J].科技傳播,2015(21):114-115.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
